淺談提高高功率密度電機制造質量的方法
2022-02-07 17:15:16柳傳友崔曄武天宜虞輝
機電信息 2022年2期
關鍵詞:變形
柳傳友 崔曄 武天宜 虞輝
摘要:高功率密度電機具有體積小、重量輕、輸出功率大等諸多優點,因而廣受國內外客戶青睞,但其制造難度較大,國內許多電機廠還不具備生產能力。鑒于此,分析了吊入式定子結構高功率密度電機定子鐵芯、機座、軸加工、定子裝配、轉子端環等部件的特點,強調了制造過程中需特別關注的定子鐵芯、機座防變形措施,介紹了使用豪克能和激光跟蹤儀分別進行軸表面加工和定子裝配的新方法,詳細總結了該類電機的制造難點及解決方法,對生產實踐具有一定的借鑒意義。
關鍵詞:高功率密度;吊入式定子;制造難點;變形
中圖分類號:TM30 ? ?文獻標志碼:A ? ?文章編號:1671-0797(2022)02-0060-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.02.017
0 ? ?引言
很多國內外客戶已將功率密度作為衡量電機廠技術水平高低和電機產品先進性的重要指標。高功率密度電機因具有體積小、重量輕、輸出功率大等諸多優點,在礦山、冶金、石化、建材、造紙等工業領域運用越來越廣泛。
為了提高電機的功率密度,就要控制電機損耗、溫升等性能參數,并研究優化這些參數以提升性能的方法,保證電機的可靠和高效運行[1]。為了滿足電機性能方面的需要,高功率密度電機的定子機座、定子鐵芯、轉子等部件結構與常規電機相比變化較大,制造能力要求大大提高。
1 ? ?高功率密度電機設計特點
我司有兩種高功率密度電機設計方案,主要區別在于定子鐵芯的固定方式,一種是沿用傳統的套入式定子鐵芯,另一種是使用吊入式定子鐵芯,兩種設計各有其優點。本文以吊入式定子鐵芯結構鼠籠電機為例,闡述此類電機的制造難點。
我司為某壓縮機廠制造的一臺高功率密度異步電機,型號YKS450-22 000 kW/11 kV/60 Hz,電機轉速3 585 r/min,轉子線速度很高。定子鐵芯采用拉緊螺桿固定結構,沖片外圓不與筋焊接,片間絕緣不會因焊接受到損傷,減小了鐵芯的渦流損耗,從而降低了電機的鐵耗,提高了電機效率。鐵芯和機座側板不接觸,定子鐵芯的電磁力引起的振動通過定子鐵芯底腳板向機座下部底腳板傳遞,能夠很好地減小電機振動。機座采用雙層薄板并增加加強筋加固的結構,這樣的設計保證了機座必要的剛度,降低了電機噪聲,也大大減輕了機座的重量。
2 ? ?高功率密度電機制造難點
2.1 ? ?定子鐵芯剛度
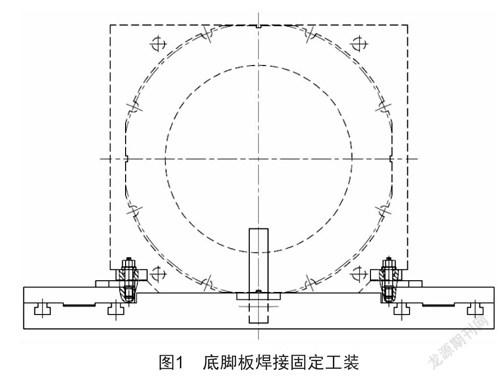
定子鐵芯是通過螺桿緊固的,片間壓力和剩余壓力給定子提供了一定的剛性,但這種剛性是有限的。定子鐵芯壓圈的平面加工精度要高,要保證鐵芯的壓裝力均勻。定子鐵芯4個底腳板打孔后再焊接,焊接時使用圖1所示的工裝固定,焊好以后以鐵芯內孔為基準車削底腳板平面。鐵芯的壓裝力、剩余片間壓力的保證及底腳板的安裝細節等尤為重要,施工前一定要做好相關工藝準備。
2.2 ? ?定子機座焊接、加工
我司機座采用雙層薄板并增加加強筋加固的結構,大量薄板件的使用在降低機座重量的同時也提高了機座的焊接難度,薄板件的焊接熱變形較大,合理的焊接工藝和防變形措施顯得尤為重要。焊接前需要使用固定工裝支撐機座內部,保證焊接后的機座內部尺寸。機座內部與定子鐵芯接觸的平板焊接前需要單面銑平加工并加工焊接工藝孔,保證平板與底腳板接觸面緊實、焊接牢固。
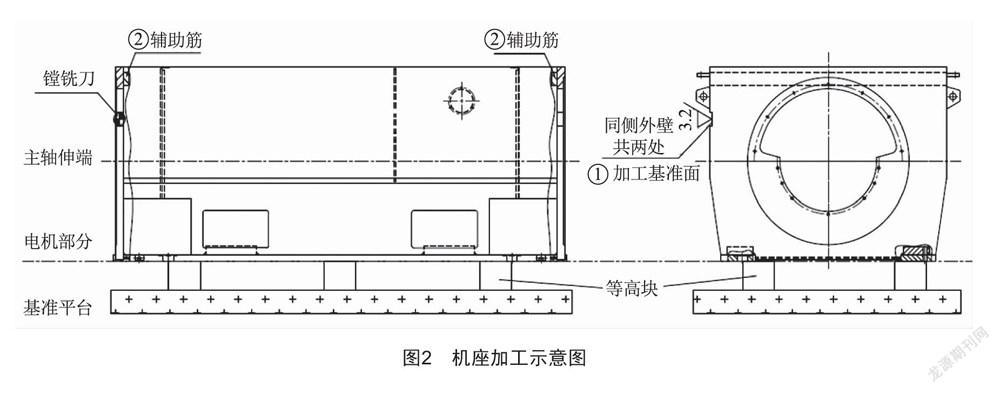
高功率密度電機機座兩端止口不能像普通箱式電機機座一樣通過立車加工,我司是在鏜銑床上通過回轉工作臺調頭加工,為使調頭加工時有基準,在機座表面要增加輔助加工基準(見圖2序號①處)。高功率密度電機機座高度降低、鐵芯增大會造成端蓋止口到機座頂部距離小,頂部剛性差,加工時需要增加輔助筋(見圖2序號②處),加工后再取掉,防止加工時機座兩端止口內孔變形和止口平面振刀。
2.3 ? ?定子線圈及嵌線
吊入式定子結構,定子鐵芯只有下面固定,鐵芯固定強度有所下降,尤其要注意主絕緣和繞組線圈端部鼻部固定應采用更有效的技術措施。為保證良好的外觀、改善端部線圈受力情況,定子線圈使用進口Vincent數控漲型機成型,保證線圈形狀的一致性。為提高電磁線匝間可靠性,調整電磁線匝間絕緣厚度,定子線圈直線部分主絕緣采用進口Bartech機器人包帶機,可有效解決國產包帶機絕緣包扎時云母帶不服帖、褶皺現象,定子線圈直線及端部采用防電暈材料,繞組端部刷高阻防暈漆,可有效解決起暈問題。改進線圈膠化工藝,優化線圈成型情況,線圈端部采用熱膨脹材料塞緊并使用硬端箍加軟端箍雙重保障的固定方法。
2.4 ? ?軸加工
這種電機轉子軸一般采用光軸,功率很大時會采用筋板軸,軸與鐵芯配合的檔位不要加工,等沖片加工后測量內孔尺寸再配加工熱套位置的尺寸。為保證鐵芯與軸更大的接觸面積,軸熱套位置使用磨床加工。高密度功率電機軸比較細長,一定要根據工件實際尺寸制訂加工工藝,嚴格控制進刀量,預防加工應力變形。軸承檔磨加工時預留0.01 mm左右的加工余量,軸加工后采用豪克能設備再次加工軸承檔,以降低軸承檔表面粗糙度,提高軸承檔表面硬度,增加電機運行穩定性;此外,整軸豪克能加工還可以降低軸表面應力,提高軸的疲勞強度。
2.5 ? ?轉子籠條及端環的保護
電機在啟動和運行時離心力、電磁力、熱應力較大,籠條和端環等旋轉部件很容易因上述作用力的存在而產生變形損壞,尤其是高速、高功率密度電機故障更多,所以對籠條、端環的保護尤為重要。端環采用中頻焊接,以減小焊接熱影響區,避免產生裂縫和氣孔[2],焊接時也不會損壞鐵芯絕緣,以免轉子鐵耗增加。端環上加工焊接槽,使籠條與端環焊縫飽滿,保證焊接處接頭面積,保證啟動運行情況下流過接頭處的電流不會使該處過熱。采用落軸式護環,將端環通過護環與軸連接到一起,考慮熱變形因素,護環與軸之間預留一定的間隙,這樣可以將端環的變形量控制在極小的范圍內,避免端環變形過大導致轉子不平衡量增加而引起電機振動。
2.6 ? ?定子裝配
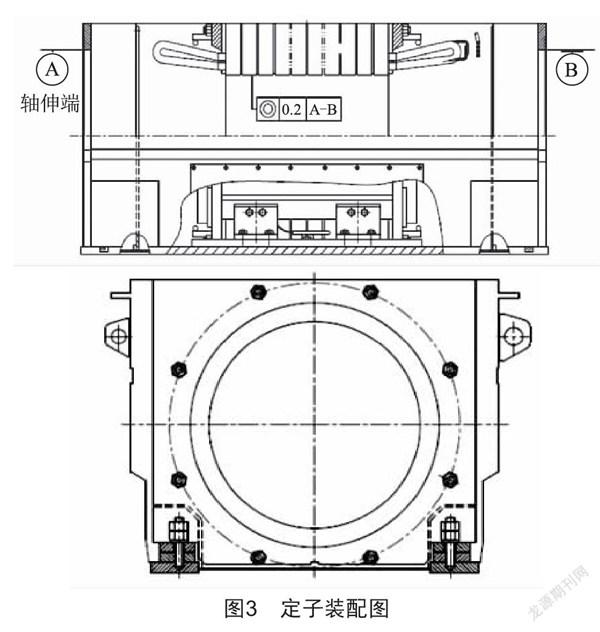
吊入式定子鐵芯進入機座后需要調整位置,保證機座和鐵芯的同心度,進而保證電機裝配后氣隙的均勻度。鐵芯安裝精度調整不好會引起電機異常噪聲和振動,長期運行還會影響到電機壽命。傳統的方式是靠加工保證和人工調整后再上機床檢測的方式來調整定子鐵芯的位置,不但調整效率不高,而且調整精度也會受到安裝工人技術、機床操作工的技術及機床精度的影響,而使用激光跟蹤儀可以快速方便地調整定子鐵芯位置,通過在線檢測鐵芯內圓、機座兩端止口內圓同心度可以快速判斷調整位置,保證鐵芯內圓與機座兩端止口內圓同心度在0.2 mm以內(圖3),此種調整方法不但調整效率高,而且安裝精度也很高。
2.7 ? ?預防定子鐵芯、機座變形
由于定子鐵芯固定結構的改變及機座減重的需要,操作中如果不注意相關工藝細節,容易造成機座、定子鐵芯變形,導致振動、異響等故障的發生,還會造成電機性能的下降,進而影響電機壽命。
定子鐵芯疊壓后翻身時用一端的兩個螺孔翻身,且必須帶定位棒一起翻身,不允許將定位棒拆除后翻身。其他工序吊運過程必須利用定子壓圈上對稱的4個吊裝孔起吊,以免定子鐵芯吊運變形。鐵芯疊壓后焊接底腳板時就要安裝定子鐵芯固定工裝,這樣不但能保證焊接時腳孔位置精度,更能預防定子鐵芯變形。
定子嵌線需要使用滾動圓盤(見圖4序號④處),將滾動圓盤把合在定子壓圈上輔助滾動嵌線。浸漆需要設計浸漆支架對定子底腳面進行水平支撐,采用臥式浸漆、烘焙。
機座加工后到電機裝配整個流轉過程中必須進行4點起吊。翻身必須在橡膠平臺或木制平臺上進行,機座加工檢驗合格后不允許再翻身。
3 ? ?結語
采用上述工藝生產電機,樣機裝機前通過檢查確認定子鐵芯內圓跳動<0.2 mm,機座兩端止口圓跳動<0.1 mm,定子嵌線和機座組合后檢測兩端止口與定子鐵芯內孔同心度<0.2 mm。電機生產后進行試驗驗證,電機軸承振動、機身振動均小于1.0 mm/s,電阻法測定子繞組溫升54 K,電機效率96.66%,各項性能指標均遠遠超過國家標準。
日常制造過程中需要加倍關注定子鐵芯的保護,防止定子鐵芯變形影響定子同心度的調整。機座加工后必須采用4點起吊,防止機座止口內圓因起吊原因而產生變形。線圈加工主要關注匝間及成型質量,嵌線主要關注線圈的安裝固定。軸加工、機座加工、轉子加工要注意形位公差的控制及表面質量的提升。通過多批次電機制造試驗結果分析,上述制造工藝已經成熟。
[參考文獻]
[1] 張禎海.高功率密度鼠籠異步風力發電機關鍵技術的研究[D].上海:上海電機學院,2015.
[2] 方日杰.電機制造工藝學[M].北京:機械工業出版社,1993.
收稿日期:2022-01-04
作者簡介:柳傳友(1986—),男,江蘇連云港人,工程師,長期從事大中型電機生產、工藝、質量管理工作。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
