FPC用高撓曲壓延銅箔的板形控制*
2022-02-01 10:03:20佟慶平張淑琴王亞超張玉翠車廣斌
銅業工程 2022年6期
佟慶平,張淑琴,陳 賓,王亞超,張玉翠,車廣斌
(中色奧博特銅鋁業有限公司 山東 臨清 252600)
1 引言
高撓曲壓延銅箔具有高彎折、高滑動屈曲、高耐振動性、低彈性模量等特性,具有電解銅箔不可替代的優勢,被廣泛應用于柔性印刷線路板FPC等高端消費類電子領域,市場需求量近年增長迅速[1]。目前國內市場上的高撓曲壓延銅箔主要依賴進口,為打破進口產品的壟斷局面,實現高撓曲壓延銅箔的國產化,中色奧博特銅鋁業有限公司經過近兩年的技術攻關,開發出與同類進口產品性能相當的AZ 系列高撓曲壓延銅箔,于2020 年通過了國內終端客戶的測試認證,現已實現批量生產[2]。
板形(平坦度)公差是FPC 用高撓曲壓延銅箔的重要質量指標之一[3]。板形不良會造成生產涂覆無膠基材時出現銅箔松弛跑偏和折皺缺陷,導致銅箔和PI 壓合不良和起皺,影響FPC 制程生產效率和成品率。因此,深入消化、吸收國外先進箔材板形控制系統的關鍵技術,充分發揮X 型六輥可逆軋機的板形控制優勢,優化軋制工藝參數,提高FPC 用高撓曲壓延銅箔板形質量是一項具有重大經濟意義的課題。
2 X 型六輥可逆軋機的特點
X 型六輥可逆軋機(三菱日立制鐵機械株式會社制造,簡稱“IHI 公司”)是軋制銅及銅合金箔材的專用軋機。為了軋制高精度的超薄帶材和箔材,軋機自動厚度控制系統AGC 采用兩種控制模式(見圖1),分別為出口厚度大于50μm 的箔材,采用軋制力/輥縫GAP 控制方式;出口厚度小于等于50μm的箔材,采用張力速度優化STO控制方式。軋機12μm 和18μm 厚度公差保證值為標稱值的±5%。板形檢測選用IHI 公司研制的空氣軸承式板形輥,采用Sheetflat@智能板形自動控制AFC 系統,具有軋制力、傾斜、彎輥和冷卻油分段控制四種板形控制策略[4],12μm 和18μm 厚度的板形公差保證值為±5.0I-unit(板形輥測量)。
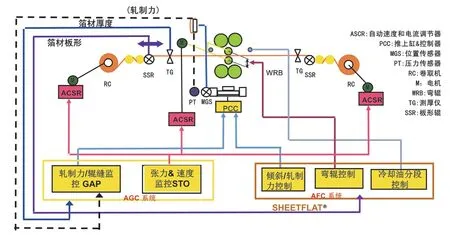
圖1 X 型六輥可逆軋機厚度和板形控制圖
軋輥采用X 形布置,分別在上、下工作輥切線位置用一對平行的大直徑支承輥從兩側支承小直徑工作輥以防止水平偏斜,軋輥的潤滑及冷卻采用在銅箔入口側單側噴油方式,依靠相互壓靠的軋輥及壓縮空氣吹掃來減少箔材出口表面殘油量,從而提高軋制過程張力穩定性和軋制速度。但該軋機對銅箔母材及軋制過程中各參數的配合與控制要求,都比其他多輥軋機更加嚴格[5]。
3 X 型六輥可逆軋機AFC 控制系統
3.1 IHI 空氣軸承式板形輥
空氣軸承式板形輥由一個固定的不銹鋼芯軸和芯軸外面16 個50 mm 寬的測量環組成,可連續測量,運行穩定。當銅箔以一定包角作用在板形輥上時,通過檢測環上最高點和最低點的氣膜壓力變化,可連續檢測出箔材寬向不同部位的應力分布(即板形)[6]。空氣軸承式板形輥測量準確、靈敏高,為使板形輥一直處于最佳板形測量狀態,按照箔材從厚到薄設計了3°、15°和50°三個包角輥位置,確保測量環測量箔材張力的分辨率小于0.35N/mm2,即銅箔板形測量分辨率小于0.5I-unit。
3.2 板形輥測量區域名稱和控制板形
整個板形輥共有32 個測量區域,如圖2 中橫軸所示,測量區域名稱為OS16~DS16。箔寬570 mm 的銅箔在板形輥上覆蓋12 個有效測量環CH3~CH14,對應的22 個測量區域名稱分別為OS11~DS11。如圖中縱軸所示,板形“+”值代表板形“緊”方向,板形“-”值代表板形“松”方向。

圖2 銅箔寬度為570 mm 的某時刻的檢測板形、目標板形和控制板形曲線
在穩定軋制工作條件下,AFC 系統以板形輥檢測板形為反饋信號,目標板形為給定信號,檢測板形與目標板形的差,即控制板形[7],圖中綠色柱狀為板形輥檢測板形,紅色曲線是目標板形,黑色曲線是控制板形。
AFC 系統將控制板形擴展為有效區連續波的傅里葉級數,假設區域數為i,有效區域數為S,則用傅里葉級數表示的控制板形如下:
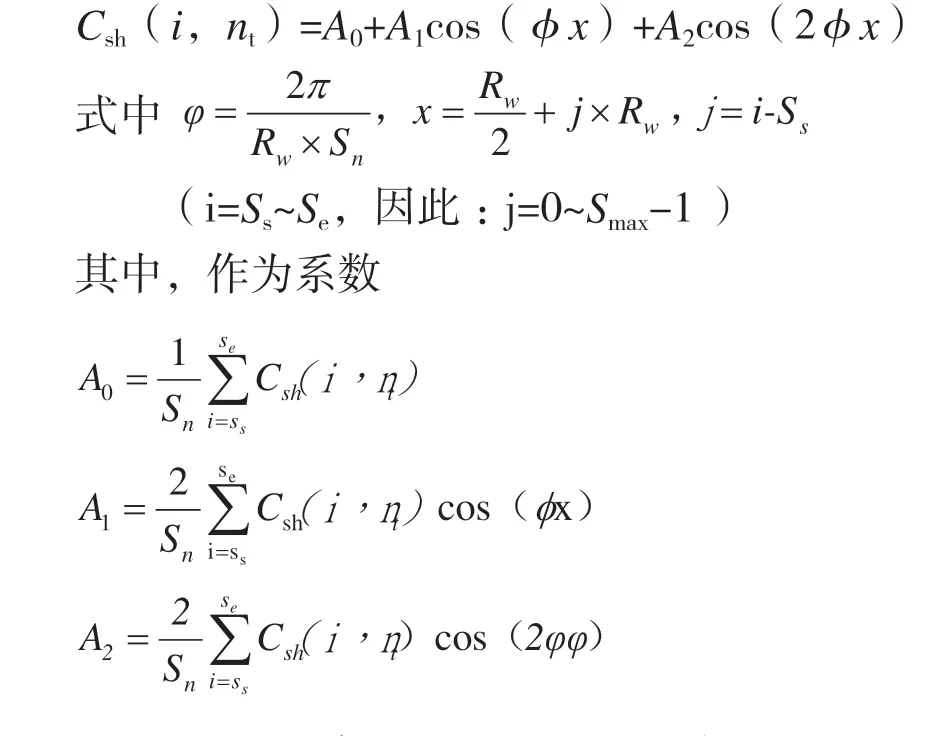
A1和A2的組合顯示整個板形缺陷。A1是一階余弦波的振幅,正A1代表中浪,負A1代表邊浪,A1值也是板形(平坦度)公差。A2是二階余弦波的振幅,正A2代表四分之一浪,負A2代表邊部&中間浪[8]。
3.3 AFC 控制系統
AFC 控制系統根據控制板形曲線,通過調用工作輥傾斜、軋制力、彎輥和冷卻油分段控制程序,來調控推上缸、工作輥彎輥缸和冷卻油噴嘴等執行機構消除板形缺陷。板形調控執行機構基本都是單獨動作,無優先次序之分。
3.3.1 傾斜控制
傾斜控制主要和邊部控制板形值有關[8]。以箔寬570 mm 為例來描述傾斜控制方法,AFC 系統規定控制板形邊部OS11/DS11 權重系數=1+邊部權重因子,邊部權重因子為3(可設置)。OS10~OS1 和DS10~DS1 區域的權重系數,按邊部(OS11/DS11=1)和中部(OS1/DS1=0)的斜率分別計算出,將兩側各區域控制板形分別乘以相應權重系數,OS 側和DS 側的乘積相加后分別取平均值,OS 側和DS 側平均值的差值就是傾斜控制板形TILT Control Shape(I-unit),換算成傾斜補償值AFC TILT Compensating value(μm)。
當TILT Control Shape 為“+”時,OS 側輥縫閉合,DS 側輥縫打開;當Tilt Control Shape 為“-”時,OS 側輥縫打開;DS 側輥縫閉合。
傾斜控制反應快,控制效果會更早顯現,因此只能對板形邊部不對稱進行有限幅度的調整。TILT Control Shape 在(-3.0~3.0)I-unit 范圍內不受調控,板形不對稱要靠分段冷卻控制去改善。
3.3.2 軋制力控制
AFC 根據A1值計算出AFC 軋制力補償值AFC Rolling Compensating value(μm),當A1值為“+”時,AFC 系統控制兩側推上缸朝輥縫閉合方向工作,加大軋制力來消除中浪。當A1值為“-”時,兩側推上缸朝輥縫打開方向工作,減小軋制力來消除雙邊浪[8]。
傾斜和軋制力控制都要通過推上缸實現板形調整,因此推上缸傾斜補償值如下:
OS 推上傾斜補償值=AFC Rolling Compensating value+AFC TILT Compensating value
DS 推上傾斜補償值=AFC Rolling Compensating value-AFC TILT Compensating value
在STO 模式下,軋制力AFC 滿足總軋制力≥400kN 且軋制速度≥250mpm 條件下才工作,它專門調控極薄箔材中部板形的松緊;AFC 軋制力調整也有限,A1 值在死區(-1.6~1.8)I-unit 范圍內軋制力不受調控,板形不良要靠冷卻分段控制去改善[9]。
3.3.3 彎輥控制
彎輥控制主要與邊部控制板形有關[8],AFC把OS 側和DS 側邊部區域板形相加后取平均值,得到邊部控制板形平均值Average of Edge Control Shape,乘以彎輥增益WRB Gain(AFC 控制參數),在彎輥工作聯鎖和保持條件滿足的情況下,計算出彎輥力補償值AFC WRB Compensating value(MPa)。
當Average of Edge Control Shape 為“+”時,在工作輥輥頸上施加與軋制力相反方向的彎輥力(負彎輥);當Average of Edge Control Shape 為“-”時,在工作輥輥頸上施加與軋制力同方向的彎輥力(正彎輥)。
彎輥工作聯鎖和保持條件多,正彎限值設為8.5 MPa,負彎限值設為-5.0 MPa。彎輥只對箔材邊部延伸有效并且效果很輕微。
3.3.4 工作輥冷卻油/輔助(熱油)分段控制
軋機左右兩側各有3 套工作輥冷卻噴淋裝置,2 套用于冷卻油分段控制,1 套用于輔助(熱油)分段控制,如圖3(a)所示。冷卻油分段控制包括工作輥噴淋和輥縫噴淋,工作輥噴嘴和輥縫噴嘴流量比WR:BITE=2:1,上下工作輥噴嘴各有32 個,上下輥縫噴嘴也各有32 個,把工作輥分成了32 段,每段的噴嘴號和板形測量區域名稱號一一對應,如圖3(b)所示。冷卻油和熱油共用上工作輥噴嘴,當上工作輥噴嘴噴淋熱油時,該段的下工作輥噴嘴和上下輥縫噴嘴自動關閉。噴嘴工作狀態有3 種,ON 表示噴嘴在冷卻油循環周期內常開,OFF 表示常關,ALT 表示在周期內開關交替,冷卻液控制周期(一般設為3 s)決定冷卻方式(ON、OFF 和ALT)的ON/OFF 循環[8]。
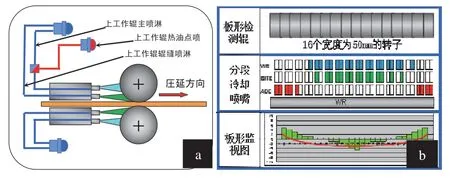
圖3 工作輥主冷卻油/輔助冷卻油分段控制示意圖
(1)冷卻油分段分級控制
噴淋冷油主要是起潤滑和冷卻作用。冷卻油分段控制分為主冷卻油和邊部冷卻油分段分級控制。AFC 按照板形值從大到小設置6 個冷卻級別,對應6 種噴淋模式。見表1,L1x~L5x是主冷卻油分級參數(可設置),一般L1x=2,L3x=0,L5x=-4。AFC將每個有效區域(除邊部外)的控制板形與主冷卻油分級參數相比較,確定該段主冷卻油噴嘴噴淋模式編號,調用相應段的工作輥噴嘴和輥縫噴嘴工作程序[10]。從表1 中得出,噴嘴噴淋模式編號越大,冷卻油流量越大;控制板形越松,冷卻油流量越大。
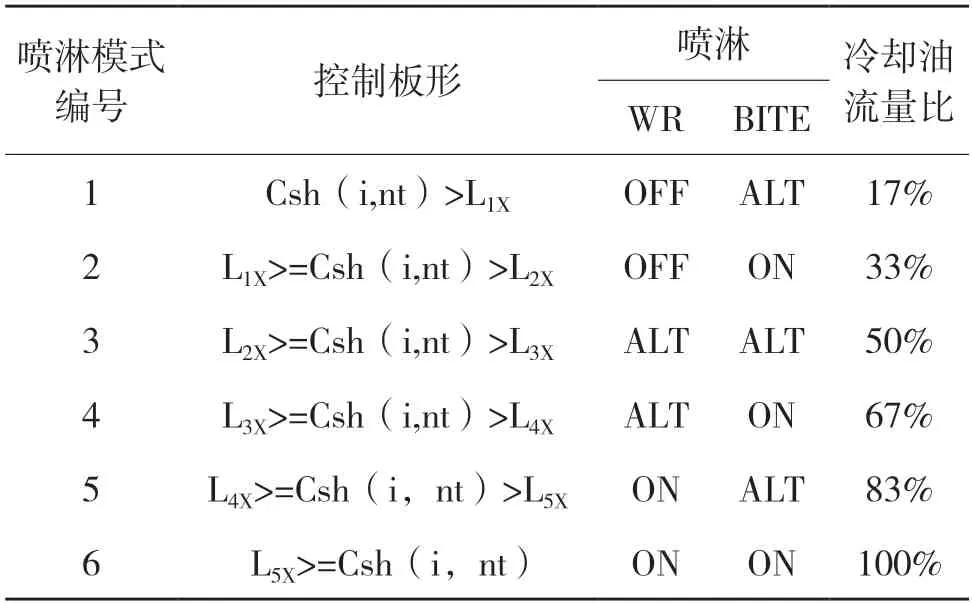
表1 主冷卻油分段分級控制噴淋模式表
(2)輔助ADD 冷卻(熱油)分段分級控制
噴淋熱油是為消除該段控制板形緊的缺陷。以箔寬570 mm 的控制板形來說明熱油噴淋條件,邊部(OS11 和DS11)的3 種熱油噴淋模式(ON,ALT 和OFF)由ADD 邊部熱油分級值(Lh1和Lh2)決定;內部(OS10~DS10)控制板形也有3 種熱油噴淋模式(ON,ALT 和OFF),由ADD 內部熱油分級值(Lh01和Lh02)決定;為了更好地控制邊部板形,OS12 和OS13、DS12 和DS13 區域的噴嘴開關分別由OS10 和OS11、DS10 和DS11 控制板形組合條件來決定。整個循環周期內熱油噴嘴ON 的個數不能大于5 個,以上所述的熱油分級值和循環周期內熱油噴嘴工作的數量等參數都可在HMI 上設置。
4 影響高撓曲壓延銅箔板形控制的主要因素及改進措施
銅箔軋制過程中,影響板形控制的因素多且復雜,主要有來料母材、軋輥、人工操作、AFC 系統參數設置、板形輥校準維護、軋制工藝、軋制油等。圍繞影響高撓曲壓延銅箔板形質量的主要因素進行分析研究,采取措施使FPC 用高撓曲壓延銅箔板形公差達到質量指標要求。
4.1 目標板形的影響
板形控制的關鍵在于制定恰當目標板形曲線和準確測量實際板形。目標板形曲線的合理性,對后續工序的生產和下游客戶的使用將產生重要的影響,只有識別出下游客戶生產線對銅箔板形的需求,并對標國外產品的板形,才能確定最佳目標板形[11]。考慮到卷取附加應力會影響板形測量,需采用相應的目標板形補償曲線。目前,FPC 用高撓曲壓延銅箔大部分客戶需要輕微“雙邊浪”的板形。
4.2 工作輥(WR)凸度、WR 表面粗糙度和支撐輥(BUR)凸度的影響
合理選擇工作輥初始凸度,可使板形變化始終被限制在AFC 控制能力之內,這是獲得良好板形的重要保證[4]。工作輥的彈性彎曲、彈性壓扁和磨損及輥身的熱膨脹等都會使工作輥輥形發生變化[9]。因此,在高撓曲壓延銅箔成品道次時,要求選用進口工作輥軋制,工作輥輥形采用平輥,規定換輥工藝并要求換輥后要進行熱輥操作。
工作輥表面粗糙度Ra 的均勻性對板形控制相當重要,輥面Ra 值不均勻,輥面與銅箔間的變形抗力和產生的摩擦熱量不均勻,會造成銅箔延伸大小不均[9],特別在12μm 銅箔表面易出現局部波浪或成串的窩浪等板形缺陷。采取磨削工藝來改進工作輥,工作輥Ra 值要求在0.02μm~0.04μm 之間,輥面Ra 需均勻一致,工作輥配對時,要求同一對輥輥面Ra 要相近。
BUR 的凸度影響軋制力在工作輥作用力的分布和大小,也同樣影響AFC 控制系統的板形控制效果。在生產初期,目標板形是“雙邊浪”板形,但軋制出“中間浪”板形,通過分析研究,發現BUR 凸度過大會使工作輥中間的變形程度大于兩端變形程度,導致箔材中部的受力大,邊部受力小,箔材中部延伸較邊部延伸大,形成“中間浪”板形。通過優化調整上下支撐輥凸度,當支撐輥總凸度減小到0.30mm 左右后,軋制出的產品板形趨于雙邊浪板形。
4.3 冷卻油/輔助冷卻(熱油)分段冷卻控制參數的影響
箔材軋機主要是利用主冷卻油/輔助熱油分段方式進行精確地控制,確保箔材板形達到目標板形,尤其是當銅箔進入到負輥縫軋制時,傾斜、軋制力到調節死區和彎輥力被限制,板形控制100%依靠軋制油主冷卻油/輔助熱油分段冷卻控制[9]。軋制油的溫度、壓力和流量及其AFC 控制參數等影響工作輥各段的熱凸度。
AFC File Player 軟件是通過播放AFC 系統生成的軋制日志文件來分析整個軋制過程工藝參數和板形變化的工具。根據冷卻油分段控制界面(見圖4)參數趨勢圖,可以查看冷油和熱油溫度和壓力的控制情況,從中可知冷油溫度變化小,而熱油溫度和油壓變化大需調整;通過比較控制板形絕對值的最大值│MAX I-unit │和板形A1趨勢,優化冷油溫度、熱油溫度和壓力設定值。利用軟件統計功能分析邊部等區域控制板形超過報警值的占比,適當調整冷油和熱油的分級值來消除“翹邊”“袋狀”等板形缺陷。
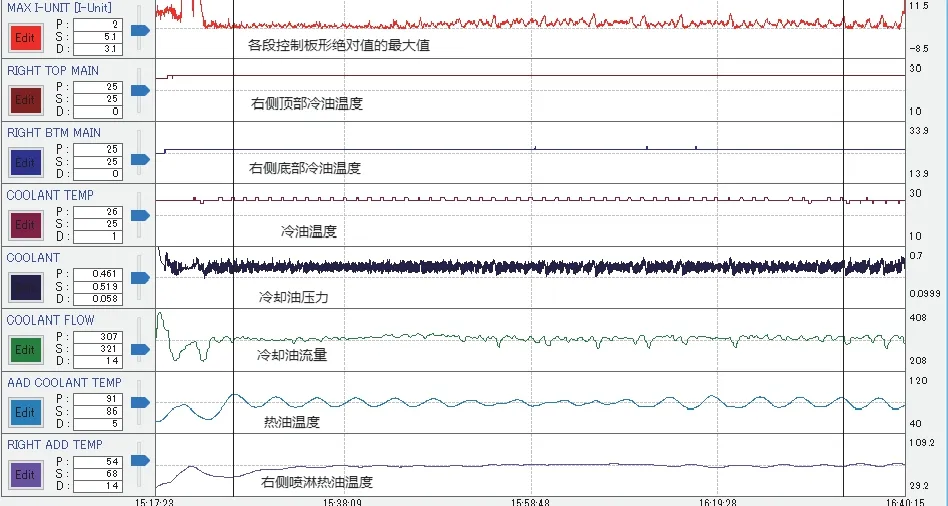
圖4 AFC File Player 的冷卻油分段控制界面的參數趨勢圖
4.4 道次加工率、軋制力、軋制速度和張力的影響
X 型六輥可逆軋機AGC 系統在STO 模式下,箔材主要靠入口張力和軋制速度減薄,道次加工率大小主要影響軋制速度,軋制力大小影響工作輥的彈性變形程度,軋制速度和張力的變化會引起工作輥凸度的變化。
在軋制20μm 以下厚度產品,在軋制過程中有時會出現軋制力和軋制速度變化超過了工藝要求的范圍。如圖5 所示,軋制開始A1=4.2I-unit,板形為“中間浪”,AFC 軋制力為把板形控制成“雙邊浪”板形,軋制力給定值(FORCE REF)從0μm 逐步增大到386μm,使軋制力(TOTAL FORCE)從450kN 增加到756kN,軋制力的減薄作用導致軋制速度(MILL SPEED)從350mpm 降到260mpm,A1值逐漸在減小,說明板形“中浪”程度在減輕。軋制力和軋制速度變化大的主要原因是前道次的板形是“雙邊浪”板形造成的,遇到這種情況時,為了使軋制力可控,操作人員可在AFC界面關閉軋制力控制。由于彎輥力(WRB FB)一直處于負彎極限(-5.0 MPa),板形只能靠主冷卻油/輔助冷卻(熱油)分段控制慢慢去修正。
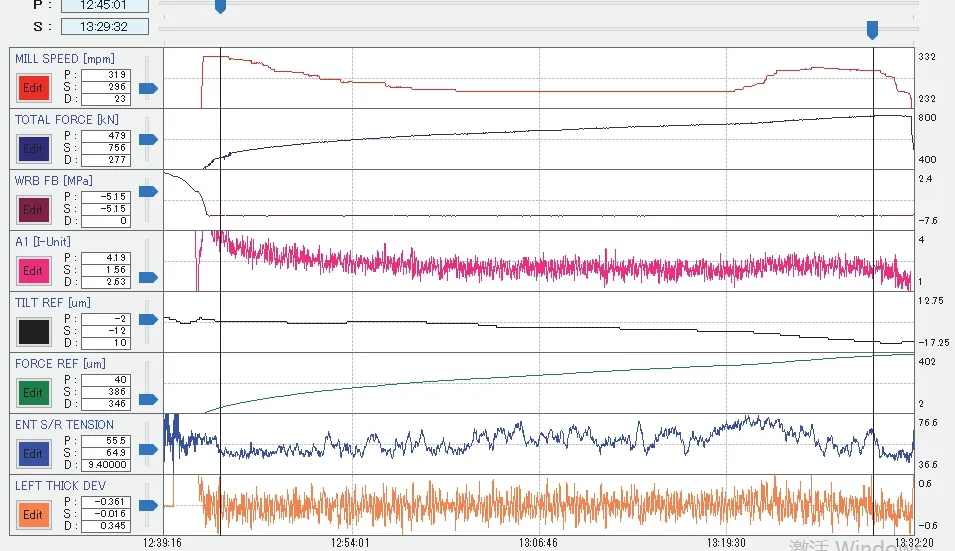
圖5 軋制速度、軋制力、彎輥、軋制力、A1、傾斜給定值、軋制力給定值等參數趨勢圖
大張力可以使銅箔發生彈性伸長,使銅箔表面的輕微波浪變平整;銅箔越薄,出口張力對板形的影響越大[4]。適當減小出口張力可以提高板形測量精度,改善控制效果。
5 FPC 用高撓曲壓延銅箔的板形控制效果
FPC 用高撓曲壓延銅箔和普通紫銅箔軋制相比,要保證軋制出銅箔具有穩定的高撓曲性能,從200μm 母材軋制到18μm 和12μm 成品箔材,每道次的軋制速度、軋制力、張力等都需要控制在工藝要求的范圍內。通過優化軋制工藝,合理設定目標板形,調整冷油和熱油分段控制的AFC 控制參數,來改善板形控制效果。經用戶上線對板形適宜性的綜合評價,確定FPC 用高撓曲壓延銅箔(12μm和18μm)板形公差在(-3.0~+3.0)I-unit 內可滿足用戶的使用要求。
FPC 用高撓曲壓延銅箔板形控制效果如圖6所示,此卷厚度為16.5μm,寬度570 mm,長度為60244 m,板形顯示為輕微雙邊浪板形,在線板形3D 效果圖可直觀顯示出OS 側比DS 側邊部板形松的狀態(見圖7)。由圖8 可知,整個軋制過程中板形控制穩定,波動少,94.72%的板形公差在(-2~+2)I-unit 內。
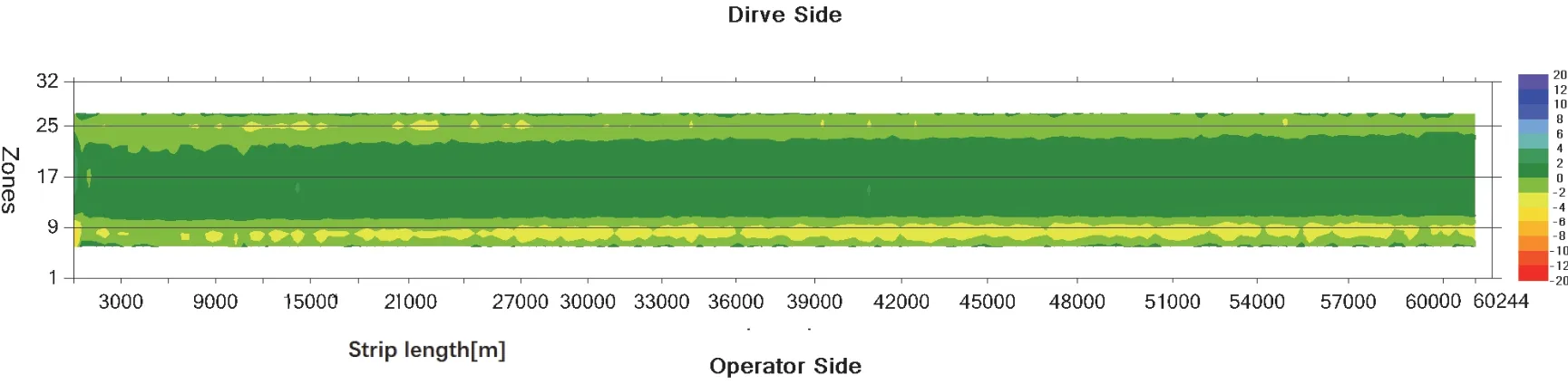
圖6 厚度16.5 μm 高撓曲銅箔軋機二級板形圖
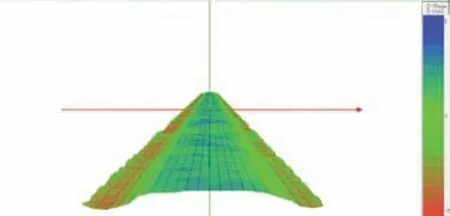
圖7 厚度16.5 μm 高撓曲壓延銅箔在線板形3D 效果圖
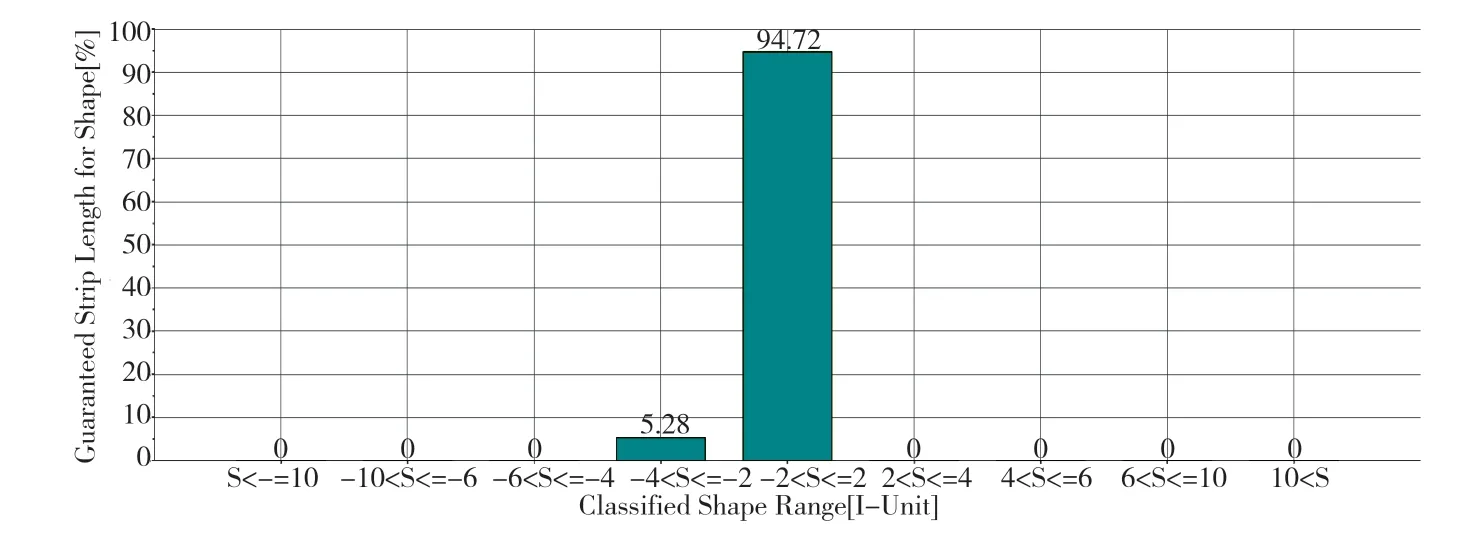
圖8 厚度16.5μm 高撓曲壓延銅箔軋機二級板形公差統計直方圖
對生產的高撓曲銅箔板形公差數據進行統計后發現,目前高撓曲壓延銅箔(12μm 和18μm),95.4%(2σ)的板形公差都在(-3.0~+3.0)I-unit以內,完全滿足下游用戶對高撓曲壓延銅箔產品性能和板形公差提出的要求,這表明調整后的AFC系統參數對板形具有很好的控制效果。
6 結論
通過對X 型六輥可逆軋機智能板形自動控制系統進行深入研究,掌握先進的箔材板形控制技術,才能結合FPC 用高撓曲壓延銅箔生產實驗不斷挖掘板形自動控制潛力;利用AFC File Player 軟件查看軋制力、傾斜、彎輥和分段冷卻調控的效果,分析板形出現中浪、復合浪等不良的原因,為優化軋制工藝和AFC 控制參數提供科學指導依據;支撐輥輥形優化、AFC 控制參數優化和目標板形曲線的合理設置等,對提高FPC 用高撓曲壓延銅箔板形控制精度起關鍵作用。同時,由于FPC 用高撓曲壓延銅箔在生產中的控制環節很多,工藝很復雜,使控制結果容易出現波動。雖然目前板形控制還無法達到“零缺陷”,但是追求產品板形的“零缺陷”和客戶的高滿意度,一直是我們不懈努力的奮斗目標。
