汽車右后門板順序閥熱流道大型薄壁注塑模具設計
2022-01-27 05:50:00張維合馮國樹朱曉敏吳梓純葉明山宋東陽
中國塑料 2022年1期
張維合,馮國樹,朱曉敏,吳梓純,葉明山,杜 海,宋東陽,王 靖
(1.廣東科技學院,廣東 東莞 523000;2.廣東華睿智連電子科技有限公司,廣東 東莞 523777)
0 前言
汽車門板是汽車的重要內飾件,也是車門的重要組成部分,見圖1。它集美觀性、安全性、舒適性與裝飾性為一體,還要滿足人機工程、功能性和方便性等要求。在側碰時提供適當的緩沖保護,對車外噪音提供屏蔽功能,其復雜程度僅次于正副儀表板。汽車門板模具結構復雜,成型難度大。我院承接東風汽車集團有限公司某款汽車右后門板注塑模具設計并取得圓滿成功。本文設計了一副大型薄壁順序閥控制的熱流道注塑模具。

圖1 汽車右后門護板總成效果圖Fig.1 Right rear door of car
1 塑件外觀要求與結構工藝分析
圖2為該款汽車右后門板塑件圖,材料為聚丙烯樹脂/三元乙丙橡膠/滑石粉(PP/EPDM/TD20),收縮率為1.2%。這種共混改性材料克服了普通PP性能上的不足,具有較好的流動性、較低的熱扭曲溫度(100℃)、較高的光澤度、剛性以及沖擊強度,綜合性能大幅提高,而且表面抗劃痕性能非常好,耐臭氧、耐熱、耐候等耐老化性能優異,大大提高了門板的彈性[1]。
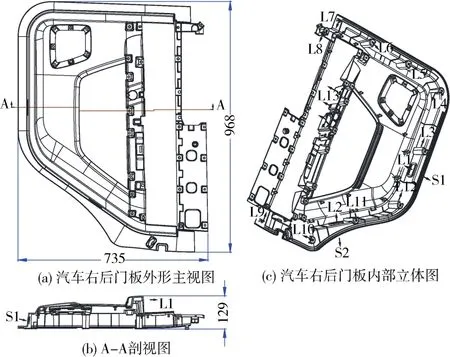
圖2 汽車右后門板零件圖Fig.2 Car right?tuer hinten
該款門板的結構特點為:(1)最大外形尺寸為:968 mm×735 mm×129 mm,平均壁厚為2.5 mm,最大壁厚為3 mm。熔體最大流長比:600÷3=200,大于150,屬于大型薄壁塑件。(2)表面需要做皮紋處理,A面(即外觀面)脫模角至少取5(°)。外觀和尺寸精度要求高,不允許有收縮凹痕、熔接痕和氣紋等外觀缺陷。(3)塑件外側面有2處側孔,內側有13個卡扣,結構復雜,脫模困難。(4)為提高門板剛性,設計了很多加強筋,增加了模具的制造難度和熔體的填充阻力。
2 澆注系統設計及模流分析
2.1 澆注系統設計
為保證門板外觀質量,模具采用“熱流道+普通流道+側進膠”的進膠方式[2]。鑒于以前門板注塑模具采用同步進膠的普通熱流道會產生熔接痕、填充不足以及變形等成型缺陷,本次右后門板注塑模具澆注系統采用4點順序閥熱流道進膠(即采用SVG技術),進膠順序為G1→G2→G3→G4,通過調整各點膠時間來保證門板的成型質量,見圖3。
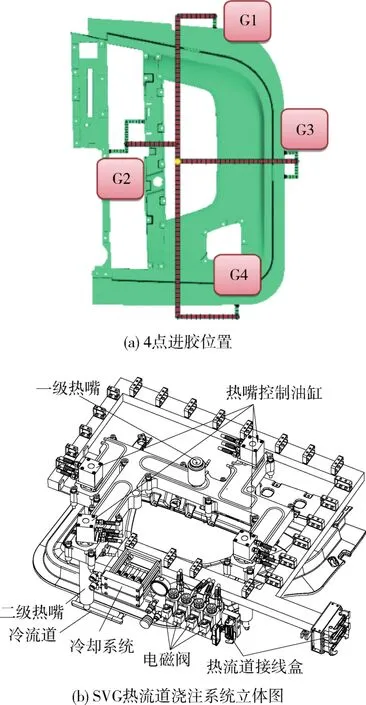
圖3 汽車右后門板熱流道系統Fig.3 Sequential valve hot runner system
2.2 模流分析
為檢驗該澆注系統的合理性,進行模流分析。
(1)填充時熔接痕分析
圖4為汽車右后門板填充時的熔接痕分布圖,可以看出,塑件外觀面無明顯熔接痕,孔引起熔接痕較短但不可避免,熔接痕產生在塑件非外觀面上,符合門板外觀要求。

圖4 汽車門板填充時熔接痕分布圖Fig.4 Analysis of weld marks
(2)收縮凹痕分析
圖5為汽車右后門板收縮凹痕分布圖,可以看出:塑件外觀沒有明顯收縮凹痕,塑件加強筋與司筒柱背面有輕微凹痕。
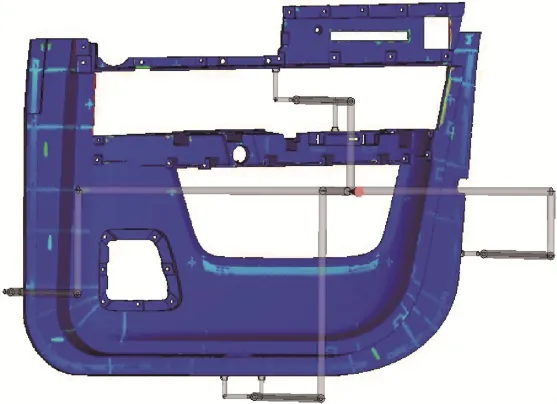
圖5 汽車門板零件收縮凹痕分布圖Fig.5 Analysis of shrinkage
(3)總體變形分析
圖6為汽車右后門板總體變形分布圖,可以看出:塑件總體最大變形量較小,沒有明顯的翹曲變形現象。

圖6 汽車右后門板零件總體變形分布圖Fig.6 Analysis of deformation
模流分析結論:塑件外觀填充較順暢,非外觀處較明顯滯留,沒有填充不良。無明顯困氣,外觀無熔接痕。體積收縮均勻,無嚴重縮痕。塑件總體變形小,符合設計要求。
3 模具結構分析
1模1腔,采用順序閥控制的熱流道4點進膠澆注系統。塑件外側倒扣S1,S2在定模側,均采用“油缸+鏟基+滑塊”的間接隧道抽芯結構。塑件內側共有13個倒扣,由于在塑件內側,皆采用“斜頂+斜頂桿”的側向抽芯結構。模具詳細結構見圖7。本模具最大外形尺寸為:1 700 mm×1 200 mm×902 mm,總質量約18 t,屬于大型注塑模具[3]。

圖7 汽車右后門板注塑模具結構圖Fig.7 Injection mold stracture of car right?tuer hinten
3.1 成型零件及排氣系統設計
模具定、動模均采用整體式,定模A板采用718H預硬模具鋼,調質至32~36 HRC。動模B板采用P20,調質至30~34 HRC。為了保證塑件的表面質量要求,型腔和型芯粗糙度為Ra=0.8 μm。塑件加強筋多,深度大于8 mm需要設計鑲件,鑲件都能從分型面側拆裝[4]。
模具定、動模插穿角度取5°,由于插穿處需要精確定位,在配模時,定動模需要緊配,為了方便模具制造與維修,在動模側設計了11塊5°耐磨塊。
用UG設計分型面時盡量使用延伸、掃掠和網格等方法,少用或者不用拉伸的方法,以保證分型面光滑平順無尖角。這樣的分型面方便加工,分型面也不容易出飛邊。
汽車右后門板注塑模具屬于淺型腔大型薄壁注塑模具,排氣槽主要開設在分型面上,由一級排氣槽、二級排氣槽和三級排氣槽組成,見圖8。分型面上的排氣槽不但排氣效果好,而且加工方便,不容易堵塞。靠近鑲件或壁厚最薄處也開設了排氣槽,因為這些地方最容易形成熔接痕。分型面上排氣槽都與外部貫通,防止形成內循環。排氣槽都沒有與定位止口、流道和澆口等干涉。排氣槽與排氣槽之間的距離都控制在60~80 mm之間[5]。
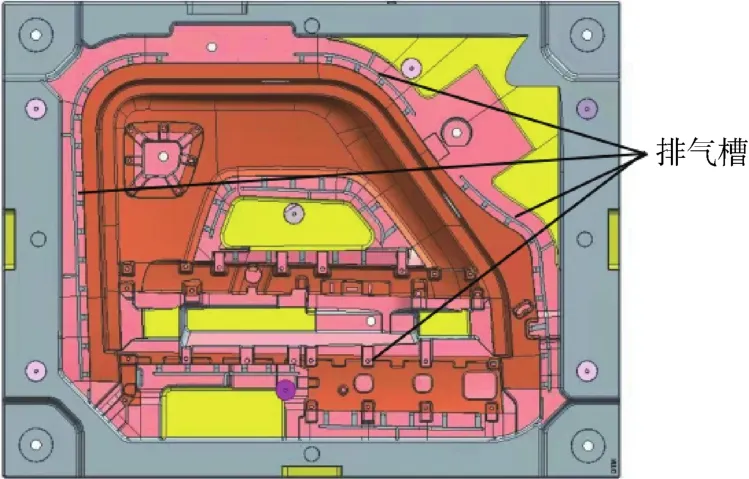
圖8 汽車右后門板排氣系統Fig.8 Exhaust system of the injection mould
3.2 側向分型與抽芯機構設計
塑件外側面共有2個倒扣S1和S2,都在定模側,模具采用“油缸+T形塊+滑塊”的油缸間接大角度隧道抽芯結構,結構很復雜,是本模具的核心結構,詳見圖7和圖9。該機構的驅動零件是油缸39和40,裝配在定模A板3上,它們分別驅動T形塊24和37,通過傾斜10°的T形槽帶動滑塊進行側向抽芯。鎖緊零件是油缸和T形塊,詳見圖10。為減小磨損,前端導向段設計了單邊1°~3°的斜度,為了保證抽芯滑塊的定位可靠,前端需要設計臺階定位[6]。滑塊導向塊需要在A板上做冬菇頭定位,保證滑塊運動平穩、安全、可靠。
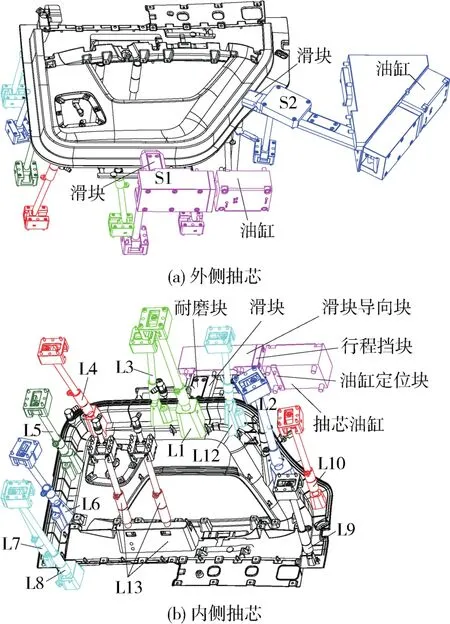
圖9 汽車右后門板注塑模側向抽芯機構(立體圖)Fig.9 Core?pulling mechanism of the injection mold

圖10 外側側向抽芯機構S1和S2Fig.10 Core?pulling mechanism of out side
內側倒扣L13的側向孔多,極容易粘斜頂,側向孔脫模斜度均大于5(°)。與塑件外側倒扣S1和S2相對應的內側也是倒扣,模具采用斜頂機構,分別為L1,L2,詳見圖9(b)。設計這種內外側抽芯時,為保證抽芯準確,滑塊與斜頂需要設計定位結構,在此處,模具在滑塊上設計了四面錐面定位。模具滑塊的四面都設計了耐磨塊,作用是減少滑塊磨損,同時減少了鉗工工作量,方便加工[7]。由于斜頂數量多,斜頂座需要錯開安裝,而且必須采用正裝與反裝兩種形式,以避免斜頂座之間的干涉。
3.3 溫度控制系統設計
汽車門板投影面積較大,為提高生產效率,保證模具溫度均勻,防止塑件脫模后變形,模具定模設計了12組水路,動模設計了10組水路,定、動模水路交叉布置,形成了縱橫交錯的“隨形水路”。定、動模隨形水路均由“直通式水管(俗稱線形運水)+隔片式冷卻水井”的組合式溫度控制系統,模具每個熱嘴附近都單獨設計了一組冷卻水路[8],見圖7和圖11。為避免冷卻水道與相關模具元件發生干涉,同時又不影響塑件冷卻效果,模具定、動模均設計了一進一出的內循環式冷卻水道。內循環式冷卻水道通過中途塞來改變水流方向,從而避免了因外部接駁而導致的漏水和運輸不便。
由于模具水路設計合理,冷卻充分,加之采用了先進的SVG熱流道澆注系統,注塑周期控制在50 s以下,下降了10%,塑件的尺寸精度達到了MT3(GB/T 14486),提高了1級,門板最大變形量由0.6 mm降為0.3 mm。

圖11 汽車右后門板注塑模的溫度控制系統Fig.11 Cooling system of the injection mold
3.4 導向定位系統設計
大型薄壁注塑模具對導向定位系統的設計要求非常高。門板注塑模具4個角上各設計了1支?70 mm×285 mm的圓導柱,以及4個5°錐面止口定位機構。模具所有分型面配合斜度為5(°)。塑件外觀面需做皮紋,模具設計了4個邊鎖和1 °精定位[9],詳見圖12。

圖12 汽車右后門板模具立體圖Fig.12 Stereogram of the mould
導柱的長度必須高出定動模型芯最高點30 mm,否則在模具的制造和生產中可能會撞模,損壞模具。導柱安裝在定模側,這樣不但有利于機械手取件,避免塑件粘上導柱上的油污,而且導柱還起到支撐整個定模的作用,方便模具制造。
3.5 脫模系統設計
模具采用“推桿+斜頂+直頂+推管+油缸頂出”組合脫模機構,汽車右后門板面積大,且為PP料,為保證塑件頂出安全可靠及美觀,模具除了斜頂外,還設計了10個直頂,均勻分布在塑件上,詳見圖13。模具所有直頂桿底部都設計了調節塊,用以調節直頂桿長度,目的是避免在制作直頂桿時因加工誤差造成的直頂桿燒焊或作廢。開模后依靠推桿和斜頂推出塑件,推件固定板由注塑機通過油缸推動,在6支復位桿的作用下復位。2個脫模油缸規格為?80 mm×170 mm,油路并聯布置,可以保證模具的頂出平衡。圖14和圖15分別是模具和成型件的實物。

圖13 汽車右后門板注塑模具脫模系統Fig.13 Stereogram of ejection system

圖14 汽車右后門板注塑模具Fig.14 Injection mold of car right?tuer hinten

圖15 汽車右后門板成型塑件Fig.15 Car right?tuer hinten
4 模具工作過程
(1)PP/EPDM/TD20熔體通過一級熱射嘴進入熱流道板,在順序閥控制下按G1→G2→G3→G4順序進入模具型腔。(2)熔體在型腔中冷卻固化至足夠剛性后,油缸39和40分別拉動T形塊24和37,進行定模外側抽芯。(3)注塑機拉動動模固定板17,模具從分型面I處打開。(4)注塑機頂棍通過模具底板中心的K.O孔推動推件底板16,進而推動推桿和斜頂,一邊進行內側抽芯,一邊將抽芯塑件推離動模鑲件。(5)油缸39和40分別推動T形塊24和37復位。(6)注塑機推動動模合模,斜頂復位。(7)模具開始再一次注射成型。
5 結論
(1)根據汽車右后門板的結構特征和塑料的成型工藝性能,成功設計了一副大型薄壁注塑模具;通過采用4點順序閥熱流道澆注系統和“直通式水管+隔片式冷卻水井”組合式溫度控制系統,注塑周期下降了10%,塑件的尺寸精度提高了1級,達到了MT3(GB/T 14486),門板最大變形量由0.6 mm降為0.3 mm;
(2)模具采用“推桿+推管+斜頂+直頂+油缸頂出”的脫模機構,采用“斜頂+斜頂桿”與“油缸+T形塊+滑塊”的側向抽芯結構;成功解決了塑件內外倒扣多、脫模困難的難題;
(3)模具設計前期采用模流分析,對熔體填充、溫度、壓力、收縮凹痕、熔接痕和變形等進行了預測,為模具設計的成功奠定了基礎;模具結構先進合理,投產后運行安全平穩,脫模順利,塑件尺寸精度和外觀質量均達到了設計要求。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
汽車與安全(2019年9期)2019-11-22 09:48:03
藝術啟蒙(2018年7期)2018-08-23 09:14:18
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
舒適廣告(2008年9期)2008-09-22 10:02:48
