SG-80220SD數控臥矩平面磨床主軸振動故障分析及處理
2022-01-25 07:21:04蔣召杰
金屬加工(冷加工) 2022年1期
關鍵詞:檢測
蔣召杰
廣西機電技師學院 廣西柳州 545005
1 序言
柳州市某企業模具制造加工車間,SG-80220SD數控臥矩平面磨床在正常運行工作中,噪聲增大;磨削加工工件進給量較大時(吃刀量0.10mm),主軸振動特別明顯,噪聲增大,溫度升高,加工工件表面有明顯振紋,表面粗糙度超差,而且經常出現主軸“抱死”,造成機床無法正常工作。結合日常維修經驗,通過拆下磨頭主軸觀察,發現主軸軸頸徑向圓跳動、軸頸圓度和圓柱度超差,主軸軸頸位置有明顯拉傷線紋,說明主軸精度不符合要求,而且主軸前后滑動軸承已燒壞,出現大面積不均勻灼傷黑斑,接觸面積只有30%。
2 SG-80220SD數控臥矩平面磨床磨頭主軸結構
SG-80220SD數控臥矩平面磨床(見圖1)磨頭主軸的兩個滑動軸承通過軸承座分別固定在機身上的兩個同軸孔內。設備的工作精度主要由機身上兩個同軸孔的同軸度、軸承座精度、主軸軸承精度和主軸精度保證。裝配時,前后軸承同軸度不能調整,加之軸承間隙很小,因此機身上的兩個同軸孔以及軸承、軸承座的同軸度要求很高,需在φ0.005mm以內,制造和裝配工藝復雜,適用于高精度磨床。

圖1 SG-80220SD數控臥矩平面磨床
3 故障檢查
1)對SG-80220SD數控臥矩平面磨床機床進行水平檢測,機床在縱向、橫向均達到技術要求。
2)對SG-80220SD數控臥矩平面磨床砂輪及砂輪卡盤進行平衡檢測,測量數據均達到技術要求。
3)對SG-80220SD數控臥矩平面磨床磨頭主軸前、后滑動軸承的軸向竄動和徑向圓跳動進行打表檢測[1],并參考查閱該機床說明書,得到磨床主軸檢測數據見表1。
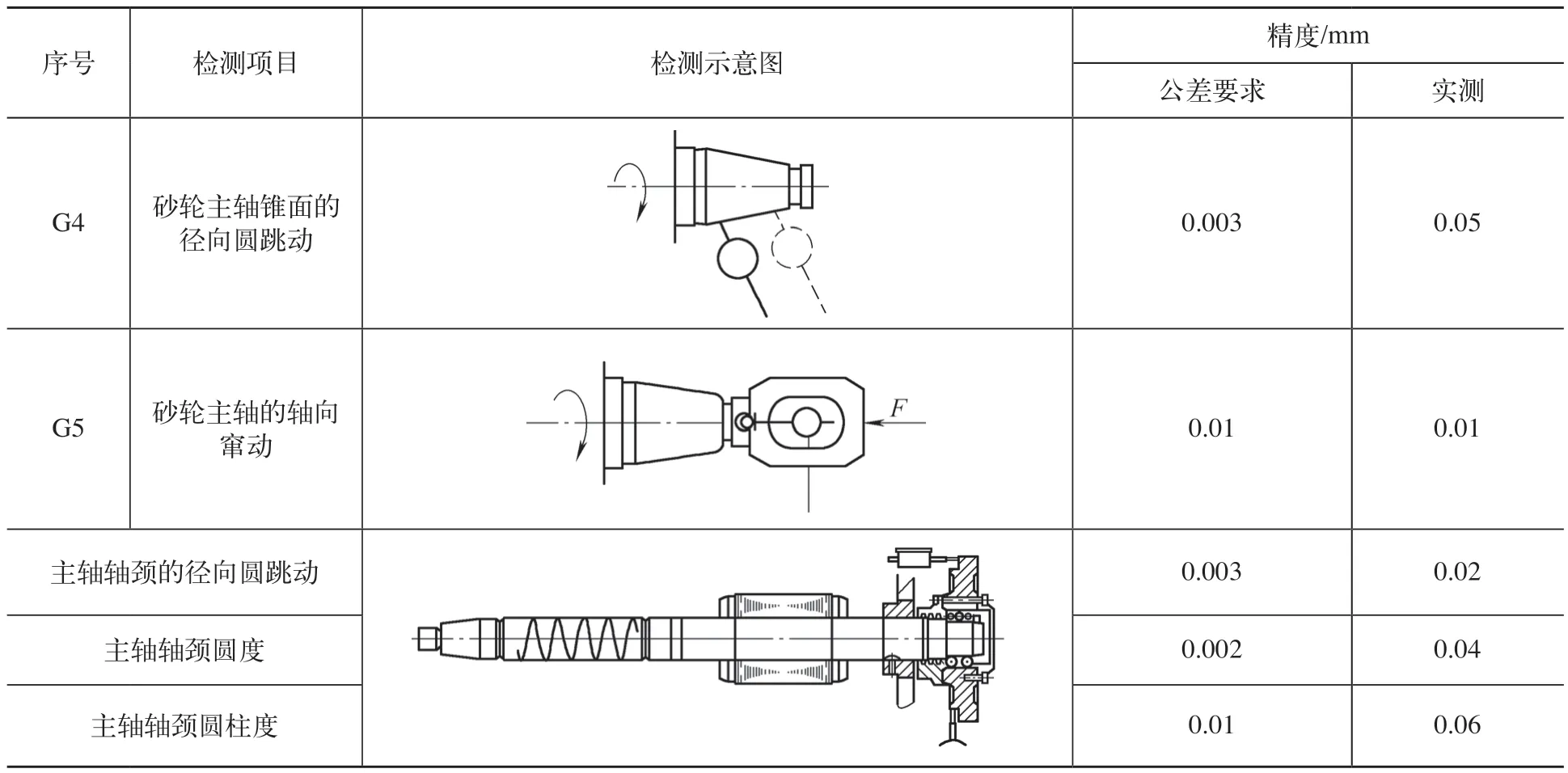
表1 SG-80220SD數控臥矩平面磨床主軸檢測數據
4)對主軸箱油液質量進行分析,發現潤滑油清潔度較差。
4 故障驗證分析
1)通過檢測數據分析,砂輪主軸錐面的徑向圓跳動實測數據值0.05mm,大于允許差值(允差是0.003mm);主軸軸頸的徑向圓跳動實測數據值0.02mm,大于允許差值(允差是0.003mm);主軸軸頸圓度實測數據值0.04mm,大于允許差值(允差是0.002mm);主軸軸頸圓柱度實測數據值0.06mm,大于允許差值(允差是0.01mm)。主軸軸頸徑向圓跳動、軸頸圓度和圓柱度嚴重超差,這是造成主軸經常出現“抱死”,造成機床無法正常工作,加工工件表面有明顯振紋,以及工件表面粗糙度超差的主要原因。
2)打開主軸箱,分別對潤滑油及滑動軸承油池檢查,發現有雜質、污物,潤滑油渾濁。當主軸或滑動軸承混入雜質后,極易發生非液體摩擦,并損傷主軸和滑動軸承。這些問題會加快主軸和磨頭主軸前后滑動軸承的磨損,從而造成機床出現主軸“抱死”,造成機床無法正常工作。
3)拆開磨頭主軸,觀察到其前后滑動軸承軸瓦的研傷磨損情況嚴重,如圖2所示,有明顯的不均勻灼傷黑斑,軸瓦前、后端接觸、研傷和磨損程度差別較大。

圖2 主軸滑動軸承軸瓦研傷磨損情況
5 故障處理措施
5.1 主軸及磨頭滑動軸承的維修
(1)主軸的修復 已磨損的主軸采用鍍鉻工藝恢復原尺寸,經精磨和拋光處理,保證其各尺寸精度和表面粗糙度達到精度標準。要求主軸軸頸相對主軸軸線的徑向圓跳動≤0.003mm,圓度≤0.002mm,錐度在每100mm長度上≤0.008mm,表面粗糙度值Ra為0.8μm,錐面相對主軸的徑向圓跳動≤0.003mm。
(2)滑動軸承的軸瓦修復 具體如下。
1)粗刮軸瓦(見圖3)。在主軸與滑動軸承配刮時,均勻涂抹紅丹粉,采用淺刮工藝,下刀要輕。以主軸為基準進行研磨粗刮,把接觸點先刮出來,刮削面應成小蝌蚪形狀,刮刀完成每一次切削運動后,要不斷交換運動方向,接觸點成菱形、網格狀,滑動軸承內表面的接觸點應均勻,在25mm×25mm面積內接觸點應有14~16個。當滑動軸承軸瓦上出現均勻點后,開始進行精刮。

圖3 粗刮軸瓦示意
2)精刮軸瓦。把前、后端滑動軸承裝入主軸軸承座內(見圖4),裝上定心法蘭,預緊螺釘。

圖4 前、后端滑動軸承裝入主軸軸承座
主軸配磨裝配如圖5所示。使用主軸來做研磨棒,轉動主軸,使前、后滑動軸承剛好與主軸接觸,使滑動軸承軸瓦上顯示出點狀,再把主軸旋轉拿出,然后對滑動軸承軸瓦進行精刮,如此反復研刮,直至達到要求為止。當滑動軸承在25mm×25mm面積內有16~20個接觸點時,內表面的接觸點應均勻[2],精刮修復(見圖6)完成。

圖5 主軸配磨裝配

圖6 軸瓦精刮修復
精刮好后的主軸軸組進行裝配,然后進行主軸徑向圓跳動和軸向竄動的測量,如圖7所示。要求主軸徑向圓跳動≤0.03mm,軸向竄動≤0.01mm,主軸轉動輕松自如。
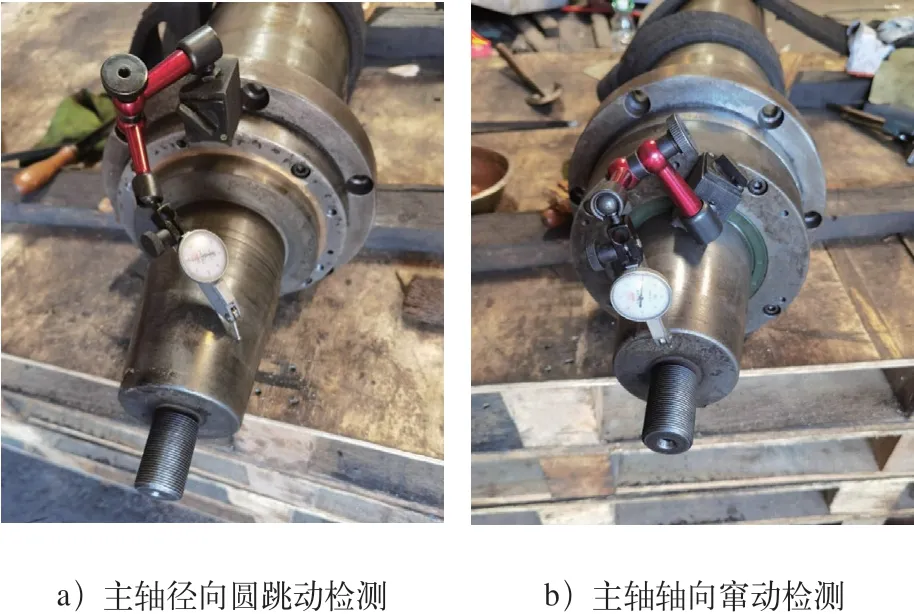
圖7 主軸徑向圓跳動和軸向竄動測量
5.2 主軸軸組裝配及精度檢測
主軸軸組裝配及精度檢測(見圖8)步驟如下。

圖8 主軸軸組裝配及精度檢測
1)用柴油或煤油清洗好磨頭主軸各零部件,并按裝配技術要求將各零部件裝配好。
2)把主軸軸組裝入機床主軸箱內,預緊端蓋螺釘,調整間隙,保證主軸與滑動軸承間隙為0.03mm,主軸旋轉360°要輕松自如[3]。然后檢驗主軸錐面的徑向圓跳動和軸向竄動,公差值≤0.02mm即可。
3)磨頭體內的潤滑油全部放掉,按要求過濾注入潤滑油。
4)空轉試車,使主軸與滑動軸承磨合均勻,測量軸承溫升正常。
5)開車試運行,熱檢測量主軸錐面徑向圓跳動和主軸軸向竄動,公差值≤0.03mm。
6)試車磨削加工工件,機床噪聲、溫升及振動正常,工件表面粗糙度達到技術要求,修復工作完成。
6 結束語
通過對SG-80220SD數控臥矩平面磨床主軸振動故障原因進行分析,并進行檢測,分析拆卸機床主軸主要部件磨損形式,找出合理有效的故障處理和修復辦法,解決了主軸“抱死”而造成機床無法正常工作的故障問題,機床工作狀況和工件加工精度均達到技術要求,表明該修理方案是正確合理的。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
