熱鍍鋅鋼管焊縫失效分析
2022-01-23 09:39:02王遠志翟永利王志偉
山西冶金 2021年6期
王遠志,翟永利,王志偉,李 凱
(邯鄲市正大制管有限公司,河北 邯鄲 056700)
熱鍍鋅管是將焊管浸入熔融鋅液中,使鋅與鐵基體反應產生鋅鐵合金層,提高鋼管耐腐蝕能力,增加鋼管的使用壽命。鍍鋅管質量的好壞受焊管性能好壞的影響,而焊管性能主要受焊縫的影響。焊接過程中夾雜物等未能及時排除,會降低焊縫沖擊韌性,影響焊接質量,所以焊縫通常是高頻焊管最薄弱的部分[1]。大量的研究表明[2-3],HFW鋼管焊接過程中形成冷焊、灰斑、夾雜物是導致焊縫韌性降低最主要的原因。HFW鋼管主要采用熱軋帶鋼,其化學成分、內在缺陷(夾雜物和帶狀組織)、外觀缺陷以及幾何尺寸,都對焊管質量有一定影響[4]。鋼種的S和P屬于有害物質,容易造成開裂,提高m(Mn)/m(Si)比值,可降低硫化物夾雜和焊縫開裂傾向[5]。焊接溫度是保證焊接質量的關鍵因素,然而焊接溫度的控制十分困難,多數是根員工的實際經驗來操作的,不僅保證不了溫度的準確性,還耗費時間[6]。一般用焊接功率控制焊接溫度,若焊接溫度過低,帶鋼對接邊緣未能完全熔化,夾雜物不易排出,從而形成焊接缺陷;相反,若焊接溫度過高,則帶鋼對接邊緣熔化的金屬過多,會產生過熱或過燒,甚至使焊縫擊穿。同時會造成回流夾雜,對探傷過程有一定的影響。熔化焊接溫度一般控制在1 350~1 400℃[5-7]。我國從1990年后,HFW鋼管開始批量應用于油氣輸送領域。然而,由于裝備技術水平和檢查評價標準的限制,HFW鋼管產品的一些缺陷未能及時發現[8-9]。主要對熱鍍鋅鋼管在使用過程中出現焊縫開裂失效的現象進行研究,以管體宏觀及微觀分析、理化檢測、焊縫金相分析等手段,對熱鍍鋅焊縫失效的原因進行分析,為熱鍍鋅管的生產及應用提供參考。
1 試驗材料和特征
1.1 試驗材料
如圖1所示試驗材料采用經過水壓試驗無泄漏后,在使用一段時候后出現焊縫開裂的熱鍍鋅焊管,鋼管的型號為DN32×3.0,材料為Q195。由圖1可以看出該鍍鋅焊管的焊縫區域為沿軸向延伸的長方形凸棱,焊縫處有明顯的線性缺陷,并且線性缺陷已經裂穿,這是冷焊造成的,原因在于焊管焊接時,焊接溫度較低,擠壓量較大。

圖1 焊縫開裂的熱鍍鋅焊管
1.2 材料的宏觀和微觀特征
1.2.1 材料的宏觀特征
在熱鍍鋅焊管線狀缺陷開口最大的部位截取橫向試塊,如下頁圖2所示觀察試塊內表面的整體形貌,可以發現斷口一側的內表面上密集分布著大量的腐蝕坑,而另一側上僅兩個腐蝕坑,斷口邊緣無腐蝕坑,說明在服役過程中,該焊管約30%的區域腐蝕嚴重,焊縫區域緊鄰腐蝕嚴重區域,說明在該焊管運行時,該焊縫有時可能部分浸入流體中,有時可能未浸入流體中。將兩相對斷口對齊后,發現斷口之間的裂縫呈溝槽狀。根據該斷口之間裂縫的橫向與縱向形貌,判定該裂縫為典型的高頻焊管上經常出現的“溝槽腐蝕”類缺陷。
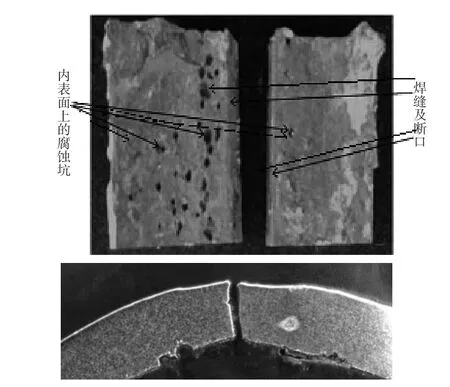
圖2 焊管內表面焊縫附近的腐蝕形貌
觀察下頁圖3所示“溝槽腐蝕”類缺陷的斷口形貌后發現,斷面上分布著腐蝕產物;外壁處分布著剪切唇,說明該“溝槽腐蝕”類缺陷由焊管內表面起裂;由穿透性缺陷的斷口形貌判斷,該缺陷由內壁起裂,擴展到外壁;斷面較平直,說明缺陷擴展速度較快,這與焊縫存在冷焊缺陷有關。
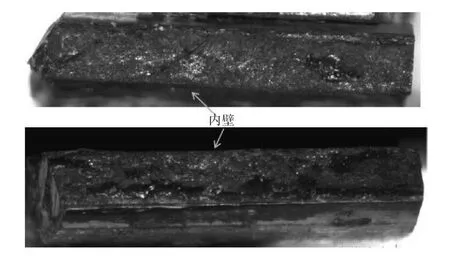
圖3 溝槽腐蝕類缺陷的斷口形
1.2.2 微觀形貌特征
在熱鍍鋅焊管內表面“溝槽腐蝕”缺陷處取樣,使用掃描電鏡及能譜儀進行分析,分別觀察100μm、20μm和10μm時熱鍍鋅焊管內表面的微觀形貌。如圖4所示,觀察腐蝕區域的SEM形貌,發現該區域鍍鋅層有嚴重的脫落,同時鐵基表面已經腐蝕。

圖4 鍍鋅鋼管內壁SEM形貌
通過對熱鍍鋅焊管內壁能譜分析,在1 mm圖像分析元素成分如表1所示。腐蝕產物中含有氯原子與硫原子,說明焊管中運行的流體具有較強的腐蝕性;并且腐蝕產物中氧原子百分比達到46.01%,通過對比圖2可以看出腐蝕嚴重的區域有時浸入流體中,有時部分浸入流體中,而焊縫另一側除焊縫周圍有一些腐蝕外其余部分比較完好,說明這一側主要與空氣接觸鋅層起到了保護作用。因此熱鍍鋅管在強腐蝕性流體和空氣共同作用下鋅層的保護作用相對較弱容易發生腐蝕。
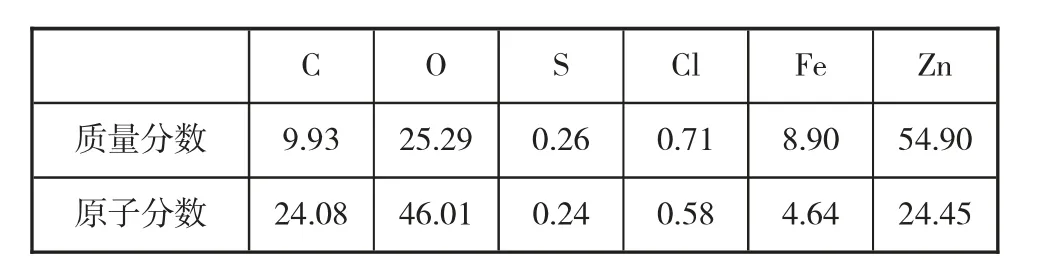
表1 腐蝕表面元素成分 %
2 理化檢測分析
2.1 化學成分
對熱鍍鋅焊管進行取樣進行金屬檢測,檢測出的化學成分如表2所示。結果顯示化學成分達到材料Q195的要求。

表2 化學成分表 %
2.2 拉伸性能和彎曲性能測試
在開裂鍍鋅管完好處取樣,進行拉伸性能測試結果如表3所示。結果顯示鍍鋅焊管的拉伸性能符合要求。

表3 拉伸性能測試結果
對開裂鍍鋅焊管進行彎曲性能測試,彎曲性能測試的指標是彎曲后的試樣不允許出現裂紋,結果顯示彎曲后焊縫處出現裂紋,試樣上其余部位無裂紋,說明在長時間使用后,焊縫的彎曲性能無法滿足。下面將通過觀察焊縫的金相,分析焊縫彎曲性能不足的原因。
3 金相分析
3.1 非金屬夾雜物檢驗
在焊縫處取金相試樣,進行非金屬夾雜物檢驗,檢驗標準為GB/T 10561—2015,,檢驗結果顯示,鋼中的硫化物級別較高,達到了1.5級,其他類型的夾雜物的級別較低;熔合線處無級別高于1.0級的非金屬夾雜物。焊縫中硫化物屬于有害雜質,硫化物級別較高對焊縫質量有一定的影響。
3.2 金相組織檢驗
在完好的焊縫處取金相試樣,進行金相組織檢驗,如圖6所示,發現母材與焊縫附近的帶狀組織為1級,材料的各向異性與帶狀組織有關,等級越高,各向異性越明顯,這也是做拉伸彎曲試驗時彎曲試驗不合格的原因。
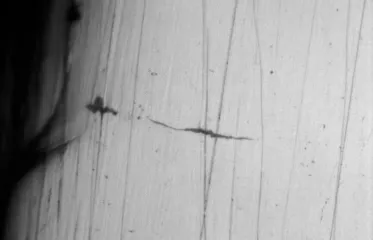
圖5 鋼中的硫化物

圖6 焊縫附近的金相組織
4 結論
1)本研究所涉及熱鍍鋅焊管開裂的主要原因是由于冷焊缺陷造成的,同時熱鍍鋅焊管在強腐蝕性流體和空氣共同作用下,使熱鍍鋅航管內壁發生腐蝕,腐蝕在具有冷焊缺陷的焊縫處加速了焊管開裂。
2)焊縫處金相存在帶狀組織,是導致彎曲試驗不合格的主要原因。
3)在工藝方面,焊管可以通過控制焊接溫度防止出現冷焊缺陷的發生;焊接完成后的焊縫可以采用中頻熱處理的方式改善焊縫組織性能,使焊縫組織性能和母體趨于一致;同時增加焊管內壁的鋅層厚度,避免在惡劣使用條件下出現嚴重的腐蝕現象。
猜你喜歡
西北工業大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(2021年10期)2021-12-24 17:23:35
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
輪胎工業(2020年9期)2020-03-01 18:58:44
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國機械工程(2018年14期)2018-09-22 01:14:04
制造業自動化(2017年2期)2017-03-20 14:26:13
江西理工大學學報(2015年3期)2015-12-22 05:26:21
