基于曲軸輪廓誤差分析的隨動(dòng)磨床軸性能預(yù)測(cè)*
2022-01-19 06:12:36房小艷盛曉偉孫以澤
制造技術(shù)與機(jī)床 2022年1期
房小艷 盛曉偉 孫以澤
(①東華大學(xué)機(jī)械工程學(xué)院,上海 201620;②上海機(jī)床廠有限公司上海磨床研究所,上海 200093)
曲軸是汽車發(fā)動(dòng)機(jī)的關(guān)鍵部件,其加工質(zhì)量直接影響發(fā)動(dòng)機(jī)的性能和可靠性,因此曲軸加工在汽車工業(yè)中起著重要的作用。在大規(guī)模汽車發(fā)動(dòng)機(jī)曲軸生產(chǎn)線上,為了滿足加工精度和效率要求,數(shù)控曲軸隨動(dòng)磨床已被廣泛使用[1-2]。曲軸隨動(dòng)磨削是通過控制工件的回轉(zhuǎn)軸(C軸)和砂輪的橫向進(jìn)給軸(X軸)即C-X兩軸聯(lián)動(dòng)的方式保持砂輪外圓和曲軸連桿頸始終相切[3-6]。隨動(dòng)磨削方法比需要適當(dāng)夾具和反復(fù)調(diào)整回轉(zhuǎn)中心的傳統(tǒng)磨削方法具有更高的加工效率,更高的柔性和更高的精度[1]。依據(jù)隨動(dòng)磨削工藝的特點(diǎn),曲軸輪廓誤差中包括隨動(dòng)磨床C軸和X軸的位置控制誤差信息,而曲軸輪廓誤差又是曲軸生產(chǎn)現(xiàn)場(chǎng)隨機(jī)抽檢最直觀的數(shù)據(jù)。因此,如果能夠找出曲軸輪廓誤差和隨動(dòng)磨床C軸、X軸位置控制誤差之間的對(duì)應(yīng)關(guān)系,就能夠通過曲軸輪廓誤差分析去預(yù)測(cè)隨動(dòng)磨床C軸和X軸的性能,對(duì)于曲軸隨動(dòng)磨床的可靠性維護(hù)具有重要意義。
曲軸輪廓誤差中蘊(yùn)含著隨動(dòng)磨床的性能信息,砂輪的狀態(tài)信息和曲軸材料的特征信息[7]。傳統(tǒng)的輪廓誤差信號(hào)分析方法大多以積分變換為基礎(chǔ),如傅里葉變換、小波變換等,需要根據(jù)輪廓誤差信號(hào)特征人工設(shè)計(jì)選擇合適的基函數(shù),匹配信號(hào)特征分量。積分變換方法對(duì)人工先驗(yàn)知識(shí)依賴性較強(qiáng),在分析處理實(shí)際的復(fù)雜多變信號(hào)時(shí)缺少自由度和自適應(yīng)性,難以同時(shí)兼顧并有效提取信號(hào)中的各種變化特征。自從Huang N E等提出經(jīng)驗(yàn)?zāi)B(tài)分解(empirical mode decomposition, EMD)方法[8]和集總經(jīng)驗(yàn)?zāi)B(tài)分解(ensemble empirical mode decomposition, EEMD)方法[9]以來,吸引了眾多學(xué)者的關(guān)注。近年來出現(xiàn)了多種新的信號(hào)分解方法,比如局部均值分解(local mean decomposition, LMD)方法[10]、本質(zhì)時(shí)間尺度分解(intrinsic time-scale decomposition, ITD)方法[11]、經(jīng)驗(yàn)小波變換(empirical wavelet transform, EWT)方法[12]、變分模態(tài)分解(variational mode decomposition, VMD)方法[13]和自適應(yīng)局部迭代濾波(adaptive local iterative filtering, ALIT)方法[14]等。以上信號(hào)分解方法無需根據(jù)先驗(yàn)知識(shí)設(shè)計(jì)基函數(shù),分解是后驗(yàn)的,完全由數(shù)據(jù)驅(qū)動(dòng),對(duì)信號(hào)變化具有自適應(yīng)能力,因此該類分解方法統(tǒng)稱為自適應(yīng)模態(tài)分解方法。各種自適應(yīng)模態(tài)分解方法各有優(yōu)劣,適用于不同類型的復(fù)雜信號(hào)分解。本文作者在文獻(xiàn)[7]中提出基于EEMD的曲軸輪廓誤差分析方法,雖然該方法可以分解出與隨動(dòng)磨床C軸和X軸相對(duì)應(yīng)的分量,但是無論在方便性、快速性還是分解質(zhì)量上都與本文提出的方法有所差距。
本文首先給出由隨動(dòng)磨床軸位置控制誤差計(jì)算曲軸輪廓誤差的方法。其次提出基于VMD的曲軸輪廓誤差分析方法。最后采用提出的計(jì)算和分析方法,找出曲軸輪廓誤差與隨動(dòng)磨床C軸和X軸位置控制誤差之間的對(duì)應(yīng)關(guān)系,從而實(shí)現(xiàn)由曲軸輪廓誤差分析對(duì)隨動(dòng)磨床軸性能的預(yù)測(cè)。
1 由軸位置控制誤差計(jì)算曲軸輪廓誤差的方法
曲軸隨動(dòng)磨床結(jié)構(gòu)簡(jiǎn)圖及所研究誤差數(shù)據(jù)來源如圖1所示,曲軸磨削后可測(cè)量曲軸各連桿頸的輪廓誤差。曲軸隨動(dòng)磨床的數(shù)控系統(tǒng)具有跟蹤功能,可實(shí)時(shí)采集C軸和X軸的位置控制誤差。

在隨動(dòng)磨削過程中,砂輪總是與曲軸連桿頸相切,曲軸連桿頸的輪廓是由砂輪的往復(fù)運(yùn)動(dòng)跟隨曲軸的回轉(zhuǎn)運(yùn)動(dòng)形成的[7]。在理想情況下,曲軸連桿頸的輪廓是一個(gè)標(biāo)準(zhǔn)的圓,此時(shí)隨動(dòng)磨床的C軸和X軸滿足磨削運(yùn)動(dòng)理論控制方程。然而,在實(shí)際加工中,C軸和X軸的運(yùn)動(dòng)控制均有誤差,因此,實(shí)際磨削得到的曲軸連桿頸并不是一個(gè)標(biāo)準(zhǔn)的圓。對(duì)實(shí)際加工得到的曲軸連桿頸輪廓采用最小二乘擬合可以獲得基圓,實(shí)際輪廓和基圓的差就是輪廓誤差[7]。在位置控制中,實(shí)際值和理論值的偏差是不可避免的,因此,導(dǎo)致曲軸連桿頸輪廓誤差的主要根源就是C軸和X軸的位置控制誤差。由C軸和X軸位置控制誤差計(jì)算曲軸輪廓誤差的過程如圖2所示。

2 基于VMD的曲軸輪廓誤差分析方法
VMD方法是一種非遞歸分解方法,它能夠自適應(yīng)得將復(fù)雜多分量信號(hào)分解為調(diào)幅-調(diào)頻分量,而且對(duì)噪聲穩(wěn)定[13]。VMD將分解后的本證模態(tài)函數(shù)(intrinsic mode functions, IMFs)定義為解析的調(diào)幅-調(diào)頻模型,將調(diào)幅-調(diào)頻模型參數(shù)與IMF帶寬關(guān)聯(lián)。根據(jù)IMF的窄帶性質(zhì),通過帶寬最小化求解調(diào)幅-調(diào)頻參數(shù),從而獲得IMF。同其他自適應(yīng)模態(tài)分解方法相比,VMD具有嚴(yán)密的數(shù)學(xué)理論基礎(chǔ)支持[15]。當(dāng)使用VMD方法分解信號(hào)時(shí),約束變分優(yōu)化問題為:
(2)
式中:uk(t) 為第k個(gè)IMF;ωk為對(duì)應(yīng)的中心頻率;K為分解的數(shù)目;x(t)為待分解信號(hào)。
為了將式(2)的約束變分優(yōu)化問題轉(zhuǎn)化為無約束問題,需要引入二次懲罰因子α和Lagrange乘子λ,以便快速收斂并增強(qiáng)約束。通過引進(jìn)這兩個(gè)參數(shù),增廣的Lagrange表達(dá)式如下所示:
L[{uk(t)},{ωk},λ(t)]

式中:〈,〉表示內(nèi)積。

VMD的完整算法如下:
(4)
(5)
λn+1=λn+
(6)
(3) 檢查收斂條件:
(7)
式中:ε為收斂終止條件,如果滿足條件,則停止分解,否則令n=n+1,返回步驟(2)。
3 磨削實(shí)驗(yàn)及誤差數(shù)據(jù)分析結(jié)果
3.1 磨削實(shí)驗(yàn)
一臺(tái)數(shù)控隨動(dòng)磨床用來加工曲軸連桿頸,該機(jī)床型號(hào)是上海機(jī)床廠有限公司研制的H405-BF數(shù)控曲軸隨動(dòng)磨床,磨削實(shí)驗(yàn)布局如圖3所示。數(shù)控系統(tǒng)是西門子840D,在曲軸磨削過程中,使用具有跟蹤功能的數(shù)控系統(tǒng)實(shí)時(shí)采集C軸和X軸的位置控制誤差。磨削完成后,測(cè)量曲軸連桿頸的輪廓誤差,如圖4所示。磨削采用CBN砂輪,砂輪半徑299.970 mm。磨削曲軸是來自上汽通用LTG發(fā)動(dòng)機(jī)生產(chǎn)線,連桿頸直徑48.040 mm,偏心距49.000 mm[7]。
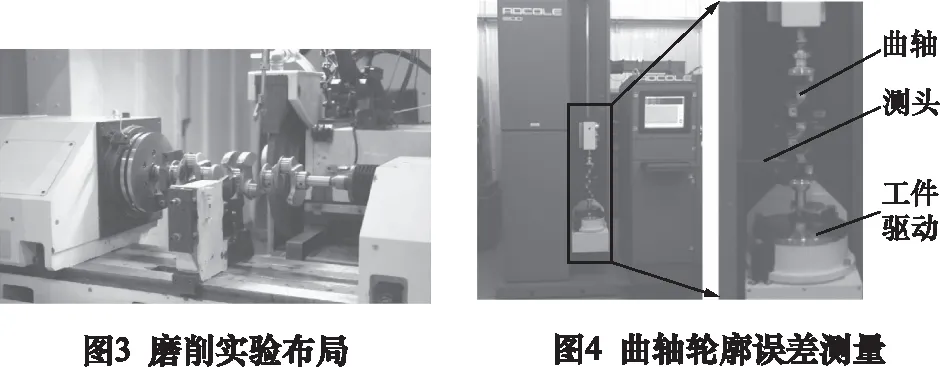
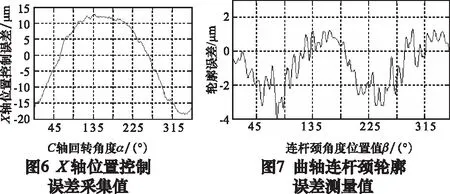
C軸和X軸位置控制誤差的采樣周期是4 ms,采集結(jié)果如圖5和圖6所示。曲軸磨削后,使用ADCOLE 1200SH綜合測(cè)量?jī)x測(cè)量曲軸連桿頸輪廓誤差,測(cè)量數(shù)據(jù)經(jīng)過截止頻率為50 UPR的高斯濾波,輪廓一周360°,測(cè)量1 440個(gè)點(diǎn),測(cè)量結(jié)果如圖7所示。

3.2 由軸位置控制誤差計(jì)算曲軸輪廓誤差的結(jié)果
忽略數(shù)控曲軸隨動(dòng)磨床砂輪架、砂輪和砂輪主軸的變形,C軸和X軸的位置控制信息等價(jià)于砂輪中心的軌跡信息。由于在測(cè)量曲軸連桿頸輪廓誤差時(shí),使用了截止頻率為50 UPR的高斯濾波,因此在由軸位置控制誤差計(jì)算曲軸輪廓誤差時(shí),為具更好的可比性,使用了相同的濾波處理。按照?qǐng)D2方法計(jì)算的由C軸位置控制誤差和X軸位置控制誤差引起的曲軸輪廓誤差分別如圖8和圖9所示。


3.3 基于VMD的曲軸輪廓誤差分析結(jié)果
使用VMD進(jìn)行曲軸輪廓誤差分解,必須提前確定分離的IMF數(shù)量K。根據(jù)第1部分的描述,曲軸輪廓誤差主要受到隨動(dòng)磨床C軸和X軸的影響,因此將數(shù)量K設(shè)置為2,即將原始輪廓誤差實(shí)驗(yàn)數(shù)據(jù)分解為2個(gè)分量,分解結(jié)果如圖10所示。
4 討論
4.1 基于VMD曲軸輪廓誤差分析結(jié)果討論
將圖10曲軸輪廓誤差VMD分析結(jié)果分別與圖8C軸位置控制誤差引起的輪廓誤差和圖9X軸位置控制誤差引起的輪廓誤差進(jìn)行比較,明顯可以看出圖10中的IMF1分量、IMF2分量分別對(duì)應(yīng)X軸位置控制誤差引起的輪廓誤差和C軸位置控制誤差引起的輪廓誤差。該對(duì)應(yīng)關(guān)系可由圖11和圖12進(jìn)行驗(yàn)證,在圖11中IMF1分量基本上與X軸位置控制誤差引起的曲軸輪廓誤差相同,同樣在圖12中,IMF2分量基本上與C軸位置控制誤差引起的曲軸輪廓誤差相同。以上分析和討論表明,可以通過VMD曲軸輪廓誤差分析去預(yù)測(cè)隨動(dòng)磨床C軸和X軸的性能或性能變化趨勢(shì)。

4.2 VMD和EEMD輪廓誤差分析方法比較
本文提出的基于VMD的輪廓誤差分析方法和作者在文獻(xiàn)[7]中提出的基于EEMD的輪廓誤差分析方法,雖然都能分離出與數(shù)控曲軸隨動(dòng)磨床C軸和X軸相對(duì)應(yīng)的分量,從而可以通過這些分離出的分量去分析判斷C軸和X軸的性能。兩種分析方法相互比較,VMD方法更加方便,更加快速,分解效果也更好。首先,VMD方法沒有EEMD方法的邊界效應(yīng)問題和模態(tài)混疊問題,EEMD雖然是對(duì)EMD方法的改進(jìn)并用于消除模態(tài)混疊,但從實(shí)際輪廓誤差的分析結(jié)果來看,并沒有完全消除。其次, EEMD需要在每步EMD之前添加高斯白噪聲,因此效率不如VMD。最后,VMD方法可以直接分離出對(duì)應(yīng)C軸和X軸的輪廓誤差分量,而EEMD方法不僅在分解前需要對(duì)邊界做周期拓展,在分解后還需做一些后續(xù)的處理和高低頻分量的對(duì)比分析。


5 結(jié)語
本文給出了由數(shù)控隨動(dòng)磨床C軸、X軸位置控制誤差計(jì)算曲軸連桿頸輪廓誤差的方法,為找出C軸、X軸位置控制誤差與曲軸輪廓誤差的對(duì)應(yīng)關(guān)系提供了計(jì)算依據(jù)。
提出了基于VMD的輪廓誤差分析方法。通過磨削實(shí)驗(yàn),從數(shù)控系統(tǒng)中采集C軸和X軸位置控制誤差數(shù)據(jù),并測(cè)量磨削后的曲軸連桿頸輪廓誤差數(shù)據(jù)。由采集的C軸和X軸位置控制誤差數(shù)據(jù)分別計(jì)算其對(duì)輪廓誤差產(chǎn)生的影響,作為進(jìn)行輪廓誤差分析的對(duì)比依據(jù)。對(duì)測(cè)量的曲軸輪廓誤差數(shù)據(jù)進(jìn)行基于VMD的輪廓誤差分析,獲得2個(gè)IMF分量。
將基于VMD的輪廓誤差分析結(jié)果與C軸和X軸位置控制誤差引起的輪廓誤差進(jìn)行對(duì)比分析和驗(yàn)證,得出的結(jié)論如下:IMF1分量對(duì)應(yīng)的是X軸位置控制誤差引起的輪廓誤差,IMF2分量對(duì)應(yīng)的是C軸位置控制誤差引起的輪廓誤差。將VMD方法和EEMD方法進(jìn)行對(duì)比,基于VMD的輪廓誤差分析方法更方便,更快速,分解效果更好。
通過曲軸輪廓誤差分析,找出其各分量與數(shù)控隨動(dòng)磨床C軸和X軸的對(duì)應(yīng)關(guān)系,為從隨動(dòng)磨削工件輪廓誤差預(yù)測(cè)機(jī)床關(guān)鍵功能部件性能提供了可能,可以作為關(guān)鍵功能部件預(yù)防性維護(hù)的依據(jù)。對(duì)于通過抽檢監(jiān)控方式改進(jìn)曲軸自動(dòng)化生產(chǎn)線的效率和加工精度具有重要意義。
猜你喜歡
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
廣西科技大學(xué)學(xué)報(bào)(2016年1期)2016-06-22 13:10:37
Coco薇(2016年2期)2016-03-22 02:42:52
湖北經(jīng)濟(jì)學(xué)院學(xué)報(bào)·人文社科版(2015年8期)2015-12-29 05:53:07
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
航空學(xué)報(bào)(2015年4期)2015-05-07 06:43:35
上海電機(jī)學(xué)院學(xué)報(bào)(2015年4期)2015-02-28 14:30:00
計(jì)算物理(2014年2期)2014-03-11 17:01:39