全傘式水輪發(fā)電機(jī)組軸線調(diào)整及控制
2022-01-14 08:02:32于萬利
科學(xué)技術(shù)創(chuàng)新 2021年35期
于萬利
(中國安能集團(tuán)第二工程局有限公司廈門分公司,福建廈門 361000)
1 旋轉(zhuǎn)軸系結(jié)構(gòu)組成
全傘式水輪發(fā)電機(jī)組旋轉(zhuǎn)部分一般由轉(zhuǎn)輪、水輪機(jī)軸、下端軸、轉(zhuǎn)子中心體、上端軸五部分組成,受推力水平度和軸系直線度的影響,旋轉(zhuǎn)部分存在水平徑向離心力,造成機(jī)組旋轉(zhuǎn)部分徑向滑移擺動(dòng)。為控制滑擺,一般會(huì)在軸系分設(shè)上、下、水導(dǎo)瓦及推力導(dǎo)瓦,使旋轉(zhuǎn)部分在允許的范圍內(nèi)轉(zhuǎn)動(dòng)、擺動(dòng),機(jī)組在推力瓦與各部導(dǎo)瓦束縛下平穩(wěn)旋轉(zhuǎn),并經(jīng)導(dǎo)瓦、機(jī)架和頂蓋將滑擺產(chǎn)生的徑向力傳至機(jī)組基礎(chǔ)混凝土。
2 軸線旋轉(zhuǎn)偏折分析
機(jī)組旋轉(zhuǎn)時(shí),并不是鉛錘旋轉(zhuǎn)軸線旋轉(zhuǎn),而是既有自轉(zhuǎn)又有公轉(zhuǎn)如圖1 所示。鏡板不平、軸線偏折、動(dòng)平衡及旋轉(zhuǎn)部件與固定部件的擦碰是機(jī)組發(fā)生振擺的主要原因。
2.1 軸線旋轉(zhuǎn)偏折原因
2.1.1 推力鏡板的水平影響
推力鏡板安裝水平規(guī)范均要求均不大于0.02mm/m,是因?yàn)闊o論推力瓦是剛性支撐還是彈性支撐,受下機(jī)架加工、安裝誤差等不可控因素影響,推力瓦、推力鏡板不可能絕對(duì)水平,因此機(jī)組旋轉(zhuǎn)必定有振擺存在。
2.1.2 軸系加工誤差影響
軸線的擺度受機(jī)組的轉(zhuǎn)速和測量位置影響,一般允許在0.02-0.05mm/m,水輪機(jī)導(dǎo)軸承處的絕對(duì)擺度在任何條件下均不得大于0.35mm。受軸系加工及安裝精度、系統(tǒng)誤差的影響,各連接軸不可能處于同一直線上,必定出現(xiàn)軸心偏折,故造成實(shí)際旋轉(zhuǎn)中心和鉛錘中心不重合,產(chǎn)生振擺。
2.1.3 旋轉(zhuǎn)部件與固定部件接觸影響
除各道軸承外,上下迷宮環(huán)、主軸密封、油盆固定密封及滑動(dòng)密封等,與機(jī)組旋轉(zhuǎn)體之間的間隙也非常小,一般在0.1-0.5mm 之間,安裝過程中若中心偏差,會(huì)造成機(jī)組旋轉(zhuǎn)過程中,受熱膨脹,持續(xù)給旋轉(zhuǎn)體施加外力,造成機(jī)組振擺,且這種情況會(huì)隨機(jī)組溫度升高而增加,最終造成振擺超標(biāo)。
另外,造成機(jī)組振擺還有機(jī)組動(dòng)平衡、磁拉力不均勻、導(dǎo)葉開關(guān)不同步等原因,在此不再細(xì)述。
2.2 自公轉(zhuǎn)軸心常見工況
2.2.1 若推力無傾斜且軸線無偏折,此工況機(jī)組鉛錘旋轉(zhuǎn)軸與實(shí)際旋轉(zhuǎn)軸重合,機(jī)組旋轉(zhuǎn)僅自轉(zhuǎn)而無公轉(zhuǎn),故機(jī)組運(yùn)行平穩(wěn)無擺振,此為理想工況而非現(xiàn)實(shí)。
2.2.2 若推力傾斜但無軸線偏折,此工況機(jī)組繞鉛錘旋轉(zhuǎn)軸公轉(zhuǎn)、又繞實(shí)際旋轉(zhuǎn)軸自轉(zhuǎn),因公轉(zhuǎn)故有振擺。
2.2.3 若推力傾斜且軸線偏折,此工況機(jī)組繞鉛垂旋轉(zhuǎn)軸公轉(zhuǎn),又各段軸繞各自實(shí)際旋轉(zhuǎn)軸自轉(zhuǎn),因公轉(zhuǎn)與多軸自轉(zhuǎn)機(jī)組會(huì)多頻振擺,現(xiàn)實(shí)機(jī)組皆為此工況。
3 軸線盤車確定偏折
軸線盤車就是在各導(dǎo)瓦軸領(lǐng)或連軸法蘭處架設(shè)百分表,通過讀表求取擺度值,進(jìn)而確定推力傾斜與軸心偏折相位及大小,通過加墊、刮削、對(duì)連接螺栓施加非對(duì)稱偏差扭矩等方式調(diào)整機(jī)組軸線。
3.1 軸承抱瓦位置
一般情況下,選擇靠近推力的兩處導(dǎo)瓦抱緊,單側(cè)瓦間隙控制在0.03mm/m-0.05mm/m。全傘式機(jī)組推力在下導(dǎo)軸承,因此多采用抱緊上導(dǎo)軸承和水導(dǎo)軸承進(jìn)行盤車。
3.2 軸線安裝檢查
調(diào)整機(jī)架水平→調(diào)整推力受力值→檢查推力鏡板水平→連接鏡板與推力頭→檢查連接下端軸與轉(zhuǎn)子中心體→檢查連接水輪機(jī)軸與發(fā)電機(jī)軸→檢查連接上端軸與轉(zhuǎn)子中心體→對(duì)稱、按要求抱緊盤車導(dǎo)瓦。
3.3 盤車前準(zhǔn)備
以上下迷宮環(huán)與轉(zhuǎn)輪間隙為基準(zhǔn),整機(jī)組處于中心位置。根據(jù)機(jī)組各軸承導(dǎo)瓦數(shù)量和技術(shù)要求,對(duì)稱抱緊盤車導(dǎo)瓦(軸瓦單邊間隙通常0.03-0.05mm),用千斤頂輕推主軸檢查抱瓦間隙,同時(shí)檢查其他導(dǎo)瓦應(yīng)離開大軸且處于自由狀態(tài)。復(fù)核定轉(zhuǎn)子空氣間隙并將上導(dǎo)、下導(dǎo)及水導(dǎo)軸領(lǐng),水發(fā)連軸法蘭、上端軸與轉(zhuǎn)子連接法蘭±X、±Y 及450處8 等分。架設(shè)8 個(gè)百分表,并調(diào)整讀數(shù)至百分表最大測量行程的一半。
3.4 軸線調(diào)整盤車
確認(rèn)轉(zhuǎn)動(dòng)軸為自由狀態(tài)后,將測點(diǎn)1 對(duì)+X 方向起盤,盤車需連續(xù)緩慢進(jìn)行,讀表員讀表同時(shí)做好記錄,盤車1 周表針應(yīng)回零。每次需盤車2-3 周,各處擺度值皆以+X 處讀數(shù)為準(zhǔn),以+Y 處讀數(shù)校核。從同位置起盤三周且以+X 讀表為準(zhǔn),有利于數(shù)據(jù)算出各處絕對(duì)擺度與凈擺度值;繪制四軸空間位置關(guān)系;以盤車數(shù)值、圖表、曲線判定推力傾斜相位及大小,判定軸線偏折相位及大小。
3.5 繪制擺度曲線
擺度曲線一般情況為正余弦線,根據(jù)盤車數(shù)據(jù),繪制凈擺度曲線如圖2 所示,找出擺度偏差最大和最小點(diǎn)。
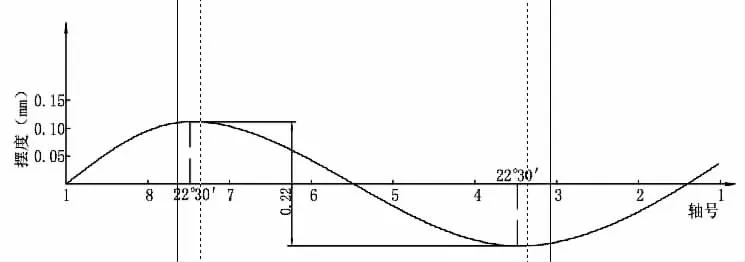
圖2 機(jī)組擺度曲線示意圖
3.6 確定最大擺度
8 等分盤車記錄求證最大擺度值,以此值作為軸線調(diào)整與抱瓦依據(jù),此法雖被廣泛采用,實(shí)則也存在偏差。因盤車時(shí),機(jī)組轉(zhuǎn)動(dòng)部分為不間斷旋轉(zhuǎn),人為讀數(shù)未必剛好在8 等分點(diǎn)讀值。最大擺度值與次最大擺度值相差越大,則最大擺度值誤差越大,因此一般情況需要旋轉(zhuǎn)2-3 周,反復(fù)校核機(jī)組擺度測量值。通過盤車曲線求得最大擺度越準(zhǔn)確,以此值作為軸線調(diào)整與抱瓦依據(jù)會(huì)更精確。
4 軸線調(diào)整處理方法
軸線調(diào)整前應(yīng)綜合分析各軸空間位置關(guān)系與擺度曲線后,再確定各軸軸線總體調(diào)整方案。牽一發(fā)而動(dòng)全身,故不可盲目調(diào)整。機(jī)組軸線調(diào)整如同物體三維空間找正,通常先找正X、Y向水平面,再找正Z 向鉛垂面,機(jī)組軸線調(diào)整亦如此,其順序?yàn)椋合日{(diào)推力瓦水平,再調(diào)各軸軸線鉛錘,全傘式機(jī)組軸線調(diào)整自中間到兩端。
4.1 推力受力檢查調(diào)整
推力受力直接決定鏡板的水平,推力托盤變形值與平均變形值只差不超過平均變形值的±10%,檢查安裝過程中,各測量數(shù)據(jù),確認(rèn)軸線偏折與鏡板水平的關(guān)系,若卻因水平造成偏折,則需對(duì)鏡板受力重新調(diào)整。同時(shí)檢查鏡板與推力頭的連接螺栓扭力值扭矩值及偏差應(yīng)符合要求。
推力瓦水平與受力調(diào)整:將鏡板及推力頭置于推力瓦,在±X、±Y 四點(diǎn)測量鏡板與推力支座基板間距離,以此判定推力瓦傾斜大小及相位,通過調(diào)整剛性推力支座抗重螺桿,或彈性推力支座內(nèi)彈簧,使推力鏡板整體水平度≤0.02mm/m。通過抗重螺桿內(nèi)應(yīng)變探針測定各瓦應(yīng)力,其偏差≤±10%,機(jī)組受力轉(zhuǎn)化與盤車前后復(fù)測推力瓦水平與受力。
4.2 發(fā)電機(jī)軸軸線調(diào)整
發(fā)電機(jī)大軸是指與轉(zhuǎn)子中心體下方相連的大軸,全傘式機(jī)組的發(fā)電機(jī)大軸可與推力連接,也可不與推力連接。鏡板、推力頭及發(fā)電機(jī)軸一體制造的,則無需發(fā)電機(jī)軸軸線調(diào)整,但測其擺度值可校驗(yàn)推力瓦水平度。
4.2.1 確定軸線擺度量及相位。
在全傘式機(jī)組下導(dǎo)瓦a 處與水發(fā)連軸法蘭b 處各設(shè)2 個(gè)百分表,測得a、b 處32 點(diǎn)讀數(shù),盤車架表位置如圖3 所示。設(shè)盤車軸瓦間隙為e、b 處到鏡板距離為L,通過盤車測得a 處全擺度為Φa、b 處全擺度為Φb,由此求得b 處凈擺度為Φb-a、b 處傾斜值j、凈擺度Φb/a。

圖3 盤車架表位置示意圖
Φa=Φa-180-Φa-0=ej=Φb-a/2Φb/a=2j/L
Φb=Φb-180-Φb-0=2j+eΦba=Φb-Φa=(2j+e)-e=2j
根據(jù)盤車數(shù)據(jù)繪制軸線空間位置關(guān)系與繪制凈擺曲線,從而確定機(jī)組發(fā)電機(jī)軸傾斜值與傾斜相位。

表2 機(jī)組各部位擺動(dòng)允許值
4.2.2 確定加墊量及相位
求得軸線傾斜值與傾斜相位后,算出加墊量及相位,調(diào)整量計(jì)算如圖4 所示。因△ABC∽△def,故δ=jD/L=Φb-aD/2L 根據(jù)公式可知:最大加墊量為δ,加墊量相位與凈擺度連線垂直。

圖4 調(diào)整量計(jì)算示意圖
4.2.3 加墊注意事項(xiàng)。
加墊方向與正向凈擺度值相同,刮削方向與正向凈擺值相反,切不可混淆恰好相反。法蘭連結(jié)靠接觸面摩擦力傳遞扭矩,處理后接觸面積不小于規(guī)定值,且加墊為通長墊片,必須過軸線中心,不可點(diǎn)狀加墊。銅墊不得有折彎、翻邊、毛刺,減小加墊銅皮層數(shù)。此外,聯(lián)軸螺栓的伸長量或拉力值一般允許范圍為±10%,若鏡板水平、軸線直線度均滿足規(guī)范、設(shè)計(jì)要求,可通過在標(biāo)準(zhǔn)允許的范圍內(nèi)不對(duì)稱拉伸螺栓,也可起到調(diào)整軸線的作用。
5 機(jī)組啟動(dòng)校核試驗(yàn)
軸線盤車檢查完成后,機(jī)組空載啟動(dòng)運(yùn)行2 小時(shí),檢驗(yàn)轉(zhuǎn)動(dòng)軸線振擺度,過程中主要對(duì)機(jī)組振擺度和各軸承瓦溫、油溫進(jìn)行監(jiān)控。
5.1 振擺度監(jiān)控
機(jī)組達(dá)到額定空載轉(zhuǎn)速后,對(duì)機(jī)組各部位振動(dòng)、擺度進(jìn)行連續(xù)監(jiān)控并做好記錄,各部位振擺值符合要求,即說明機(jī)組軸線良好。各部位振動(dòng)、擺度允許值如表1、2 所示。

表1 機(jī)組各部位振動(dòng)允許值
5.2 溫度監(jiān)控。
溫度主要是對(duì)瓦溫、油溫進(jìn)行監(jiān)控,合金瓦瓦溫不超過75℃、塑料瓦瓦溫不超過45℃。實(shí)際安裝中,設(shè)計(jì)會(huì)根據(jù)瓦的材料不同,給出具體的報(bào)警溫度和停機(jī)溫度。各油盆內(nèi)部溫度偏差不大于5℃,確保油溫均勻。
6 結(jié)論
機(jī)組軸線調(diào)整是機(jī)組安裝調(diào)試的重中之重,直接關(guān)系到機(jī)組的實(shí)際運(yùn)行工況。雖然對(duì)偏折發(fā)生原因進(jìn)行了分析,詳細(xì)闡述了盤車確定偏折的步驟及方法,也系統(tǒng)給出了調(diào)整控制的方法方案,但主要是針對(duì)機(jī)組調(diào)試階段的檢查檢驗(yàn),實(shí)為對(duì)安裝過程中存在的問題給出的補(bǔ)救措施,因此,機(jī)組的實(shí)際運(yùn)行工況,起決定性作用的還是安裝過程要嚴(yán)格按照規(guī)程規(guī)范、技術(shù)標(biāo)準(zhǔn),提高工藝水平,才能確保機(jī)組質(zhì)量合格、指標(biāo)正常、運(yùn)行平穩(wěn)。