ITM全開式包裝機煙包翻轉系統的設計
2022-01-08 09:26:14李志勇劉長勝
煙草科技 2021年12期
關鍵詞:系統
李志勇,劉長勝
廈門煙草工業有限責任公司,福建省廈門市海滄區新陽路1號 361022
ITM 全開式包裝機是由荷蘭ITM 集團公司生產的一種中支煙包裝設備,具有結構簡單、運行穩定等特點。由于該設備只包含小盒及小盒透明紙包裝機,沒有配備條盒及條盒透明紙包裝機,因此在生產中需要對YB65、YB95 等條盒包裝機進行改造,以解決小盒包裝機與條盒包裝機之間無法實現煙包輸送和對接的問題。小盒透明紙包裝機輸出的煙包一般為水平放置,條盒包裝機則要求輸入煙包為1×10 立式包裝,因此需要設計一種煙包翻轉系統以完成上下游不同煙包形式的轉換。針對此,陸宇楨等[1]基于凸輪機構往復式運動特征設計了一種小盒煙包翻轉系統,利用翻包模盒實現小盒煙包翻轉,將小盒煙包的包裝方式由二五平包改為立式包裝。羅文成等[2]針對FOCKE350S硬盒包裝機的小盒煙包翻轉系統,設計了反向轉動的圓錐齒輪機構和翻轉垂直塔部件,解決了小盒透明紙拉線搭口位置互換等問題。但上述裝置僅適用于單一機型,缺乏通用性,無法適用于ITM包裝機。為此,基于ITM 全開式包裝機設計了一種煙包翻轉系統,以期快速穩定地實現煙包翻轉和輸送,提高卷煙包裝設備運行效率。
1 系統設計
1.1 結構組成
煙包翻轉系統主要由水平翻轉裝置1、垂直翻轉裝置3、轉角推送裝置4 等部分組成,見圖1。系統中設計了一個L 形通道[3],通道前段是一條連續運行的輸送帶2,輸送帶2 上方依次安裝了水平翻轉裝置1 和垂直翻轉裝置3,通過輸送帶2 的輸送完成煙包5 的兩次翻轉,然后進入轉角推送裝置4;利用轉角推送裝置4 將煙包5 逐一推向通道后段,實現煙包立式包裝;L 形通道后段由兩條下同步帶6 和一條上同步帶7 組成,將煙包5 輸送至下游機,實現上下游包裝設備的對接。

圖1 煙包翻轉系統結構示意圖Fig.1 Structure of cigarette packet turnover system
1.2 煙包水平翻轉裝置設計
1.2.1 工作原理
水平翻轉裝置由環形帶1、翻轉軸承2、支架3、同步帶4、輸送帶5 等部分組成,其作用是將橫向水平放置的煙包水平翻轉90°轉變為縱向水平放置,見圖2。煙包在頂部環形帶1 和底部輸送帶5 的同步輸送下向前運動,經過翻轉軸承2 時發生翻轉;環形帶1 的動力來自同步帶4,環形帶1 與輸送帶5 的運行方向相同并保持同步,以保證煙包順利輸送;翻轉軸承2 通過支架3 固定,能夠上下左右進行調節,以更好地適應煙包翻轉功能。
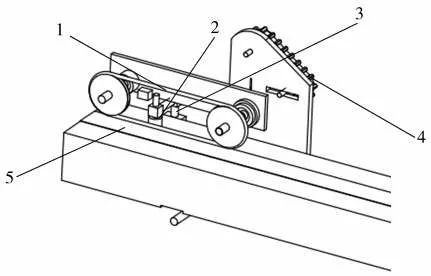
圖2 水平翻轉裝置結構示意圖Fig.2 Structure of horizontal packet turning device
1.2.2 同步帶傳動結構和帶輪參數
同步帶傳動結構見圖3。主動輪4 將動力傳遞給從動輪3,從動輪3 與環形帶相連。張緊輪1對同步帶張緊,與支撐輪2 共同作用使主動輪4 和從動輪3 運行方向相反,保證環形帶與輸送帶的運行方向一致。
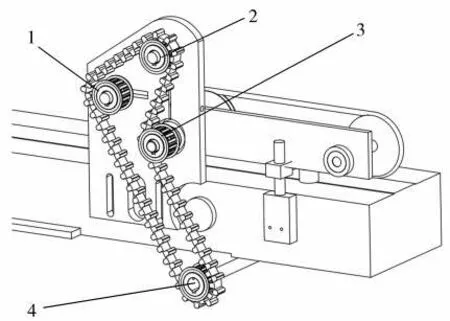
圖3 同步帶傳動結構示意圖Fig.3 Structure of synchronous belt driving
設主動輪轉速為n1,從動輪轉速為n2,已知n1=n2=200 r/min,電機功率P=120 W,可得:①同步帶傳動的設計功率Pd=120 W。②根據設計功率Pd和主動輪轉速n1,查表[3]可確定同步帶型號為L,節距Pb為9.525 mm。③查表可知同步帶的最小許用齒數Zmin=12 齒,在帶速和安裝尺寸允許下,齒數盡可能選用較大值,故確定主動輪齒數Z1和從動輪齒數Z2均為16 齒。④設主動輪的節圓直徑為d1,從動輪的節圓直徑為d2,d1=d2=Pb×Z1/π=9.525×16/3.14=48.54 mm。⑤帶速v=πd1n1/60 000=0.51 m/s <vmax,vmax為同步帶允許最大轉速,取40 m/s[3]。⑥在三維裝配圖中進行測量,確定同步帶長度Ln=960.8 mm,已知節距Pb為9.525 mm,計算可得齒數為100.87 齒,取整為101 齒。⑦設基準帶寬為bs0,查表取bs0=25.4 mm;主動輪嚙合齒數系數為Kz,查表取Kz=1;基準額定功率為P0,查表取P0=0.12kW。根據文獻[4]可得,同步帶寬度bs≥查表選擇同步帶寬度為25.4 mm,主動輪和從動輪寬度為27 mm。
1.3 煙包垂直翻轉裝置設計
1.3.1 工作原理
煙包垂直翻轉裝置由三角導向塊2、螺旋凸曲面6、螺旋凹曲面8 等部分組成,其作用是實現煙包垂直翻轉,見圖4。利用入口導向板4 將煙包7的左側與三角導向塊2 重合,三角導向塊2 的尖端低于輸送帶3 的厚度,且斜度小于30°;通過輸送帶3 的輸送,煙包7 左側實現初步傾斜,為煙包7進入曲面通道做好準備;螺旋凸曲面6 從開始均勻過渡到結束,相當于一條直線由水平開始進行切割,一邊切割一邊旋轉,直到旋轉90°,與水平直線垂直,切割出的曲面有利于煙包7 完成直立翻轉;螺旋凹曲面8 與螺旋凸曲面6 相互吻合,凹曲面與凸曲面相隔一包煙的距離,便于煙包7 實現直立翻轉。

圖4 煙包垂直翻轉裝置結構示意圖Fig.4 Structure of vertical packet turning device
1.3.2 ADAMS 仿真
煙包運行速度最高為120 包/min,取安全系數為2,故理論運行速度為240 包/min。利用軟件CATIA 建立三維模型裝配體,再導入ADAMS 軟件中進行動力學仿真[5-8]。從仿真過程中可以看出,煙包能夠順利完成翻轉,在此過程中煙包首先與小三角塊發生接觸產生相互作用力,然后依次與凸曲面和凹曲面接觸產生作用力,具體受力情況見圖5。
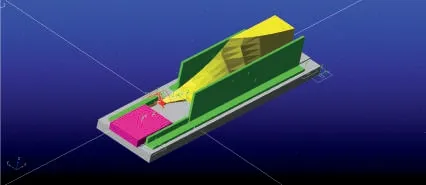
圖5 煙包動力學仿真示意圖Fig.5 Simulation diagram of dynamics of cigarette packet
由圖6a 可見,煙包與小三角塊在剛接觸時產生的作用力最大,為7.6 N。由圖6b 可見,煙包在翻轉過程中與凸曲面發生接觸產生的最大作用力為2.2 N。由圖6c 可見,煙包在翻轉過程中與凹曲面發生接觸產生的最大作用力為3.5 N。對煙包進行擠壓實驗,利用壓力計檢測造成煙包損傷的最大擠壓力,結果表明煙包端角處承受的最大擠壓力為20 N。因此,系統中三角導向塊的斜度和曲面均能滿足設計要求,能夠順利完成煙包翻轉,保證煙包質量。

圖6 煙包在翻轉過程中的受力情況Fig.6 Force exerted on cigarette packet during turnover
1.4 煙包轉角推送裝置設計
1.4.1 工作原理
煙包轉角推送裝置由上板組件5、下板組件2、左板組件1、右板組件3、推送組件4 等部分組成,其作用是改變煙包輸送方向,即由縱向轉為橫向輸送,見圖7。左板組件1 中包含檢測片和探頭,檢測片用于檢測是否有煙包輸入,當輸入通道有一定數量煙包時,檢測片發生形變,探頭檢測到檢測片后向控制系統發送信號;右板組件3 具有一定的壓縮量,可以對煙包施加壓力,有利于煙包排列整齊;控制系統接到信號后,輸出控制信號發送給電磁閥,驅動推送組件4 中的氣缸帶動推桿頭完成推煙動作。
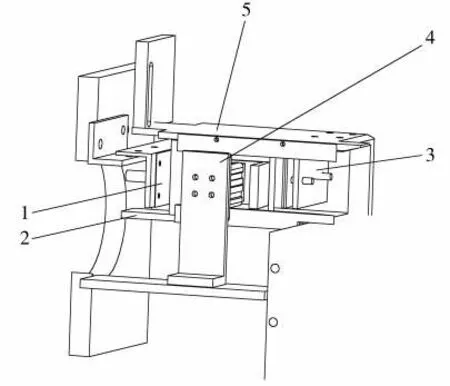
圖7 煙包轉角推送裝置結構示意圖Fig.7 Structure of deflective pushing device for packets
1.4.2 氣缸的選擇
普通雙作用氣缸的理論輸出力為:

式中:F0為氣缸理論輸出力,N;D 為氣缸直徑,mm;p 為氣缸工作壓力,取值0.5 MPa。
氣缸的負載率η是指氣缸的實際負載力F 與理論輸出力F0的比值。氣缸的實際負載力由工況決定,負載率η的選取與氣缸的負載性能及氣缸的運動速度相關[9]。根據系統結構,本研究中選擇氣缸行程為30 mm。經過模擬實驗,測得煙包推送力(實際負載力)F=20 N,煙包推送速度不超過240 包/min。氣缸行程包括推程和回程,氣缸速度約為240 mm/s,故選擇η=0.5。根據負載率η的定義和公式(1)計算可得,氣缸理論輸出力F0=F/η=40 N,D2=4F0/πp=101.9 mm,即所選氣缸的直徑要大于10.1 mm。為便于控制且避免在行程終端產生沖擊及噪聲,最終選擇帶磁感開關的緩沖氣缸ADNGF,型號ADNGF-20-30-P-A。
1.5 控制系統
控制系統由控制板、探頭、電磁閥、氣缸等部分組成,見圖8。通過檢測探頭將信號輸入控制板,控制板再將控制信號發送給電磁閥[10-11],驅動推送組件動作,由氣缸帶動推桿頭完成推煙動作后復位,如此循環往復,實現煙包轉角后,由縱向轉為橫向輸送。如果發生煙包堵塞,堵塞探頭1 發出報警信息,并使上游機(小盒透明紙包裝機)處于待機狀態,直至堵塞故障排除后上游機恢復運行。當煙包達到一定數量時,下游機啟動探頭8 控制下游機啟動,中速探頭7 與高速探頭6 控制下游機的運行速度,實現上下游包裝設備的順利對接。
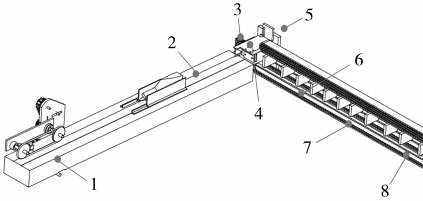
圖8 L 形通道控制系統示意圖Fig.8 Schematic diagram of L-shaped channel control system
由圖9 可見,當上游機輸入的煙包進入煙包轉角推送裝置時,觸發轉角推送啟動探頭1;當煙包累積到一定數量時,觸發轉角推送啟動探頭2;經PLC 控制,電磁閥換向,驅動氣缸完成推煙動作;當氣缸運行到最前方,氣缸到位探頭1 檢測到氣缸時,電磁閥換向,氣缸回退,直至回退探頭檢測到氣缸到位探頭2,由此完成一個推煙過程。在此過程中如果發生煙包堵塞,氣缸未在規定時間內檢測到氣缸到位探頭1 或氣缸到位探頭2 時,控制系統發出停機信號并報警“推桿堵塞”。
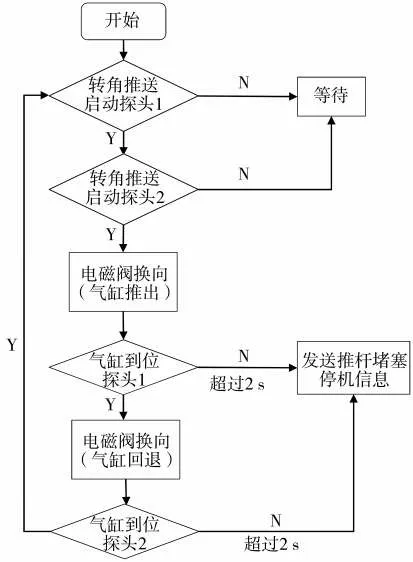
圖9 煙包轉角推送裝置流程圖Fig.9 Flow chart of deflective pushing device for packets
2 應用效果
2.1 實驗設計
材料:“純香”牌卷煙(廈門煙草工業有限責任公司)。
設備:ITM 包裝機(荷蘭ITM 集團公司)。
方法:ITM 包裝機煙包翻轉系統安裝調試完畢后,設置運行速度為100 包/min,統計系統運行時間和故障時間并計算系統運行效率,運行效率=[(運行時間-故障時間)/運行時間]×100%;根據GB5606.3—2005[12]對條盒外觀質量進行檢測。統計時間為3 個月,取平均值。
2.2 數據分析
由表1 可見,ITM 包裝機使用煙包翻轉系統后,設備運行穩定,系統運行效率達到97.7%,不合格煙包數量為0,有效解決了煙包翻轉和輸送問題,實現了上下游包裝設備的順利對接。
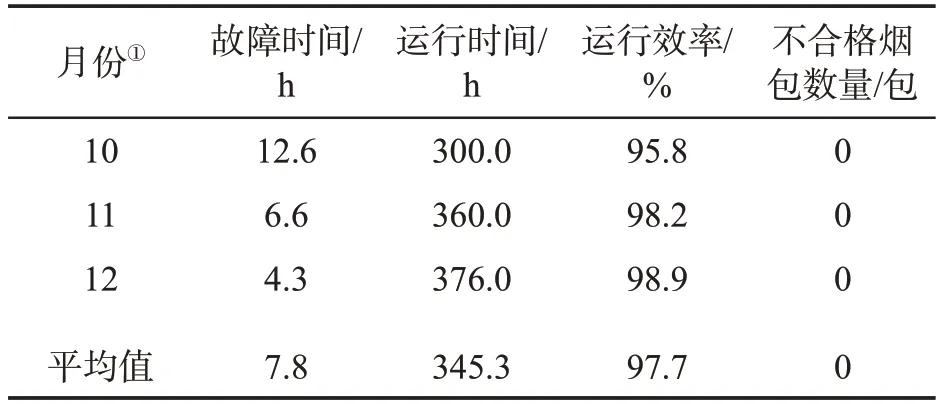
表1 煙包翻轉系統測試數據Tab.1 Test data of cigarette packet turnover system
3 結論
根據ITM 全開式包裝機的結構特點設計了一種煙包翻轉系統,將水平放置的煙包經過兩次翻轉和轉角推送,完成煙包的立式包裝,實現了上下游包裝設備的順利對接。以廈門煙草工業有限責任公司生產的“純香”牌卷煙為對象進行測試,結果表明:ITM 包裝機安裝煙包翻轉系統后,設備運行穩定,系統運行效率達到97.7%,煙包外觀質量合格,能夠滿足生產工藝要求。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32