A508-3鋼回火焊道接頭組織和性能
2022-01-07 00:58:06唐威
焊接 2021年10期
唐威
(山西機電職業技術學院,山西 長治 046011)
0 前言
低合金高強鋼部件在焊接制造或修復后,通常需要進行焊后熱處理來降低熱影響區硬度,減小焊后殘余應力,從而保證焊接接頭具有更高的安全裕度。但對于在役的大型核電設備,采用焊后熱處理維修成本高,而且長時的停機可能會為企業帶來更多的損失,對于某些在役部件,受結構限制,焊后無法進行焊后熱處理,這無疑為后期的安全使用帶來隱患。為解決此類問題,近年來出現了能夠免除焊后熱處理的回火焊道焊接技術,并在美國機械工程師協會(ASME)標準中進行了詳細的規定。
在ASME第IX中規定,回火焊道焊接技術是在特殊的位置熔覆焊道層,該焊道層能夠作用在前序焊道的焊縫金屬或焊接熱影響區上,起到改善相應區域冶金性能的作用。該技術最初出現是為了通過后續焊道的焊接熱作用來替代傳統的焊后熱處理,具體的實施可以通過控制不同焊道層的焊接熱輸入來實現,比如更換電流或者改變焊條直徑。回火焊道技術的出現不僅免除了在役部件焊接修復的焊后熱處理,同時也縮短了停工時間,降低了維修成本。國內在回火焊道技術方面研究較少,直到2012年國內才開始有相關報道,如張亦良等人[1]對回火焊道焊后的殘余應力進行了分析測試;劉京等人[2]采用激光焊的方法在P20鋼表面實施了雙層回火激光熔覆修復技術;秦建[3]針對SA508-3鋼回火焊道焊接技術進行了系統的研究,提出來回火模式和淬火模式兩種回火焊道實施條件;司佳鑫等人[4]對回火焊道的標準化研究提出了思考;劉鳴宇等人[5]成功在核電蒸汽發生器封口焊缺陷部位實施了回火焊道技術。但是目前國內可查到的回火焊道技術均是基于同種材料連接的修復技術,在異種材料連接的焊接修復方面還未見相關報道。
眾所周知,核級部件在焊接制造中常涉及到異種金屬的連接問題,因此文中以低合金高強鋼A508-3鋼為研究對象,以壓力容器焊接時常用的鎳基Ni690為焊接材料,在A508-3鋼表面實施了異種材料的回火焊道焊接技術,并對焊后接頭的組織和力學性能進行了分析測試,同時與傳統的焊接修復接頭進行了對比,以期能夠為后續回火焊道焊接技術在工程制造和修復領域推廣應用提供數據支撐。
1 試驗方法
待焊材料和焊材分別取A508-3鍛件和φ4.0 mm Ni690,其化學成分見表1。A508-3母材為調質態,經受900 ℃×6 h后水淬+680 ℃×4 h回火熱處理。焊接方法為焊條電弧焊,試驗分別采用常規焊接工藝和回火焊道工藝在A508-3鋼表面堆焊6層焊道,為考察回火焊道焊接接頭的組織與性能,設置了常規焊接工藝+焊后熱處理(590 ℃×2 h)的工藝方案。具體的焊道排布示意圖[6]如圖1所示,同層相鄰焊道的搭接量為50%。

表1 試驗用母材及焊材化學成分(質量分數,%)
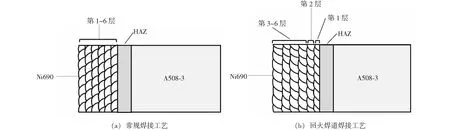
圖1 焊道排布示意圖
不同焊道層的焊接工藝參數見表2,為了減少焊接熱影響區的冷裂紋敏感組織,試件均在焊前預熱至150 ℃。為了對比回火焊道技術的效果,除了常規焊接工藝外,對常規焊接工藝試件進行焊后熱處理(590 ℃×2 h)以軟化焊接熱影響區并釋放應力,而回火焊道試件則保持焊態。其中,回火焊道工藝前3層的焊接熱輸入分別為0.89 kJ/mm,1.03 kJ/mm,1.46 kJ/mm,對應熱輸入比值為1∶1.17∶1.46,常規焊接工藝前3層的焊接熱輸入均為0.89 kJ/mm,對應熱輸入比值為1∶1∶1。
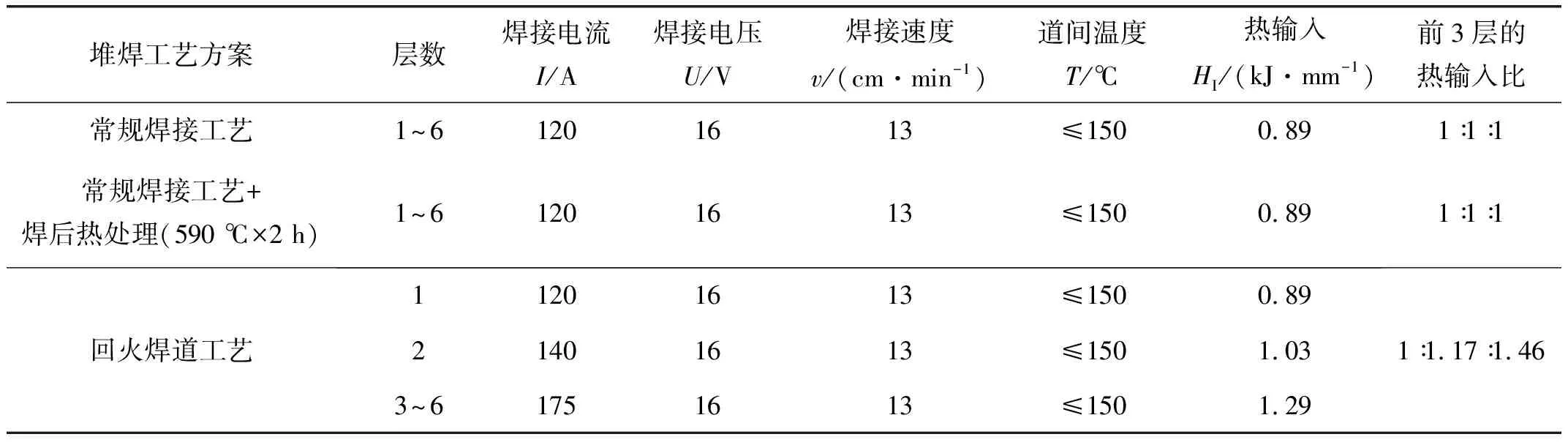
表2 試驗用焊接工藝參數
3種試件分別采用線切割的方法沿垂直于焊道方向制取橫截面尺寸約20 mm×15 mm的金相試樣,試樣應涵蓋所有焊層及部分母材,經研磨拋光和4%的硝酸酒精溶液侵蝕后,在金相顯微鏡下觀察焊接接頭的顯微組織,并使用顯微硬度計對各焊接接頭進行顯微硬度測試HV0.2)。采用掃描電鏡觀察焊接接頭熔合區形貌,并用EDS能譜分析儀測量熔合區元素分布。
2 試驗結果與分析
2.1 金相組織分析
截取的橫向試樣的宏觀形貌如圖2所示。A508-3鋼母材受焊接熱循環影響,緊鄰熔合線下側存在一個明顯的熱影響層,寬度大約1~2 mm,首層相鄰焊道熱影響區存在明顯的重疊情況。熔合線上側為6層Ni690焊條堆焊焊道,焊道寬度大約5~10 mm,堆焊層總厚度約12~14 mm不等。與常規焊接工藝相比,回火焊道工藝相鄰焊道的搭接量控制在大約50%。
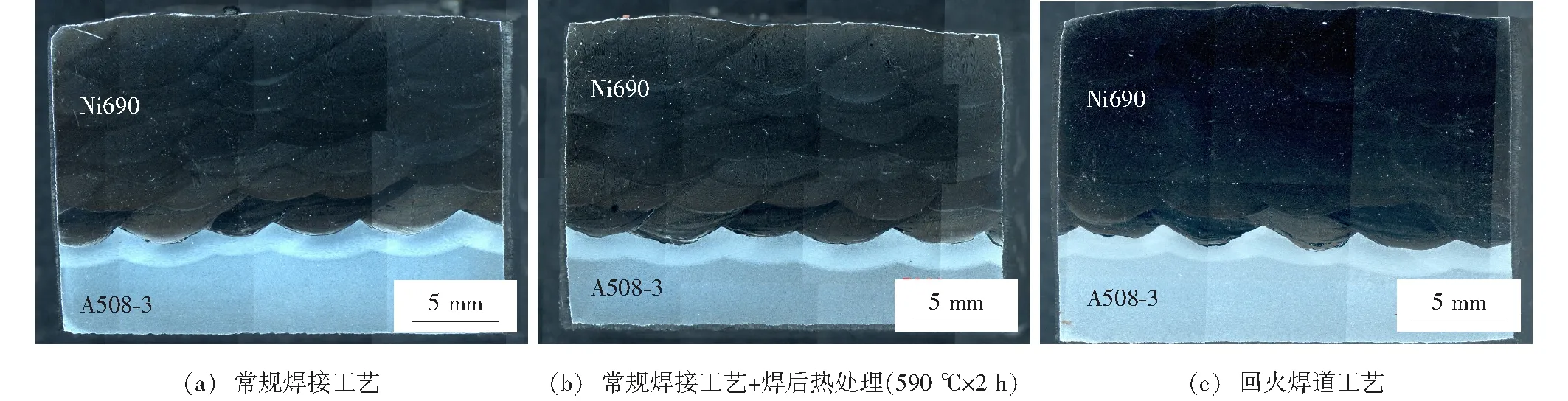
圖2 橫向試樣宏觀形貌
橫向試樣的顯微組織如圖3~圖5所示。從圖中可以看出,A508-3鋼母材組織為初生回火馬氏體組織和貝氏體組織組成。經歷焊接熱循環后熱影響區粗晶區和臨界粗晶區組織均為回火索氏體組織。常規焊接工藝+焊后熱處理的臨界粗晶區和粗晶區組織為回火索氏體組織,但是晶粒尺寸明顯長大。回火焊道工藝的粗晶區顯微組織為回火索氏體組織,臨界粗晶區為晶粒內部的回火索氏體+晶界處晶粒細小的回火索氏體組織,但與焊后熱處理結果相比,由于前1層所經受的焊后熱處理時間較短,晶粒無明顯長大。
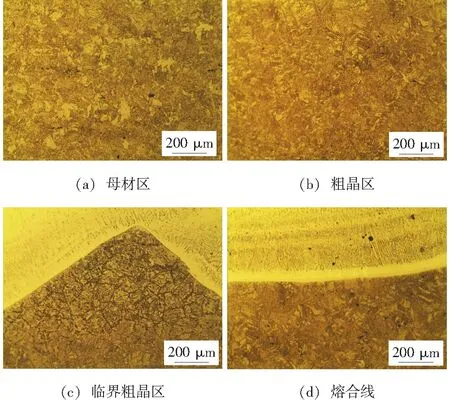
圖3 常規焊接工藝試樣的顯微組織
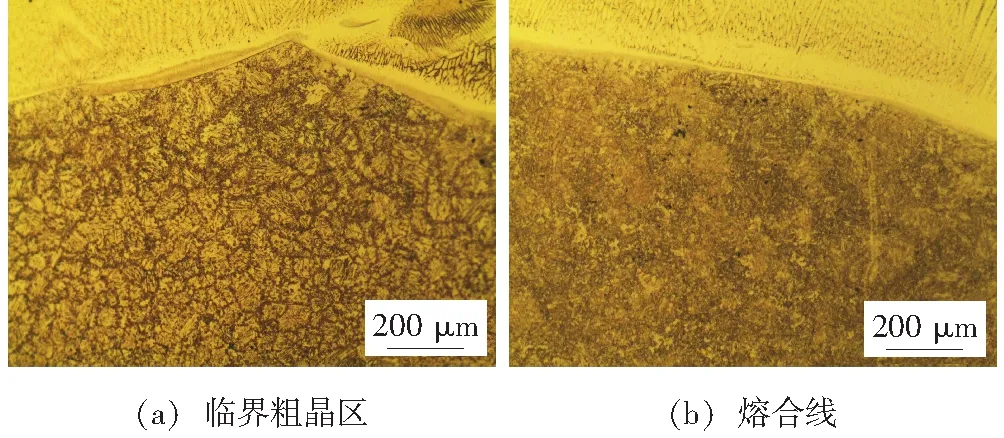
圖4 常規焊接工藝+焊后熱處理(590 ℃×2 h)試樣的顯微組織
由圖可知,Ni690堆焊層組織為奧氏體組織,在結合界面靠近熔合線的焊縫區域,存在一個明亮的過渡區域,過渡區寬度大約20~100 μm。結合文獻[6]可知,過渡區由馬氏體組織組成,這是由于母材和焊材化學成分差異造成的。
2.2 顯微硬度結果與分析
圖6為橫向試樣熔合線附近的顯微硬度測試結果示意圖(圖中橫向“0”點為熔合線位置)。從圖中可以看出,整體上熱影響區硬度最高,馬氏體條帶次之,焊縫區和母材區最低。與常規焊接工藝相比,熱處理后A508-3鋼焊接熱影響區硬度降幅較大,顯微硬度平均降幅達30 HV0.2,母材區硬度降幅次之,焊縫區和馬氏體條帶硬度降幅最小。回火焊道工藝試樣熱影響區硬度降幅最大,顯微硬度平均降幅達40 HV0.2,焊縫區和馬氏體條帶硬度降幅次之,母材區硬度基本不變。這表明常規焊接工藝+焊后熱處理和回火焊道工藝都可以降低焊接接頭各區域的硬化程度,由于粗晶區和臨界粗晶區受回火作用時間較長的緣故,因此熱影響區硬度降幅最大。從一定程度上講,回火焊道工藝可以獲得媲美常規焊接工藝+焊后熱處理的焊接接頭,而且回火焊道工藝接頭的硬度均勻性最優。
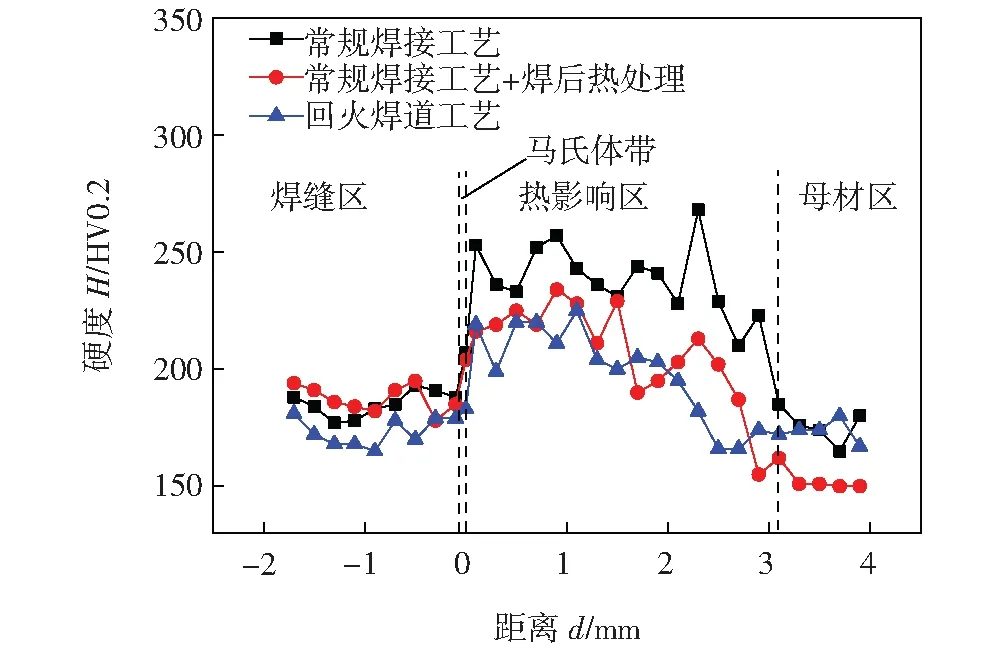
圖6 顯微硬度測試結果
2.3 熔合區組織與成分分析
熔合區的顯微組織如圖7所示。由圖可知,熔合線靠近焊縫一側區域為馬氏體帶,馬氏體帶寬度從幾十微米至上百微米不等,其放大后的形貌如圖8所示。從形態上看,馬氏體呈柱狀晶形態,從熔合線朝向熔池中心生長,直至進入焊縫消失。這與焊縫的奧氏體晶粒生長方向、晶粒形態相似,但是馬氏體帶硬度值卻明顯高于奧氏體焊縫。
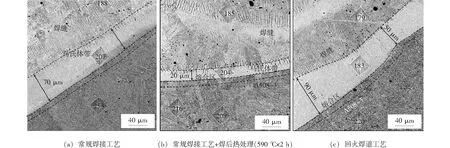
圖7 熔合區的顯微組織

圖8 馬氏體帶的形貌
實際上,馬氏體帶的硬度介于焊縫和粗晶區之間,這將起到力學性能橋接的作用。馬氏體帶在焊態時硬度最高(硬度值為207 HV0.2),熱處理后硬度略微下降(硬度值為204 HV0.2),但仍高于回火焊道工藝的馬氏體帶硬度值(硬度值為183 HV0.2)。與熔合區相鄰的母材一側區域為粗晶區,粗晶區硬度較高(硬度值為253 HV0.2),熱處理后粗晶區硬度值明顯下降(硬度值為208 HV0.2或216 HV0.2),而采用回火焊道工藝的試樣硬度(硬度值為220 HV0.2)趨于兩者之間,且降幅約為熱處理效果的73%~89%。馬氏體帶的組織和性能與其化學成分密切相關[7]。
熔合區的元素分布圖如圖9所示。Cr,Ni元素自焊縫向母材一側擴散導致熔合區含量迅速減少,降低了奧氏體穩定性,當熔池邊緣的冷卻速度達到馬氏體轉變的臨界速度時,在熔合線處產生馬氏體,并向熔池生長成為馬氏體帶。回火焊道時因后續焊道的焊接熱輸入增大,Cr,Ni元素向母材一側擴散增多,隨著成分過渡區寬度增大,造成過渡區奧氏體穩定性下降而轉變為馬氏體,因此馬氏體帶寬度明顯增大。然而,回火焊道接頭的馬氏體帶成分Cr,Ni元素含量仍高于常規焊接工藝+焊后熱處理接頭和常規焊接工藝接頭,使其馬氏體轉變程度較低,從而降低馬氏體帶的硬度。
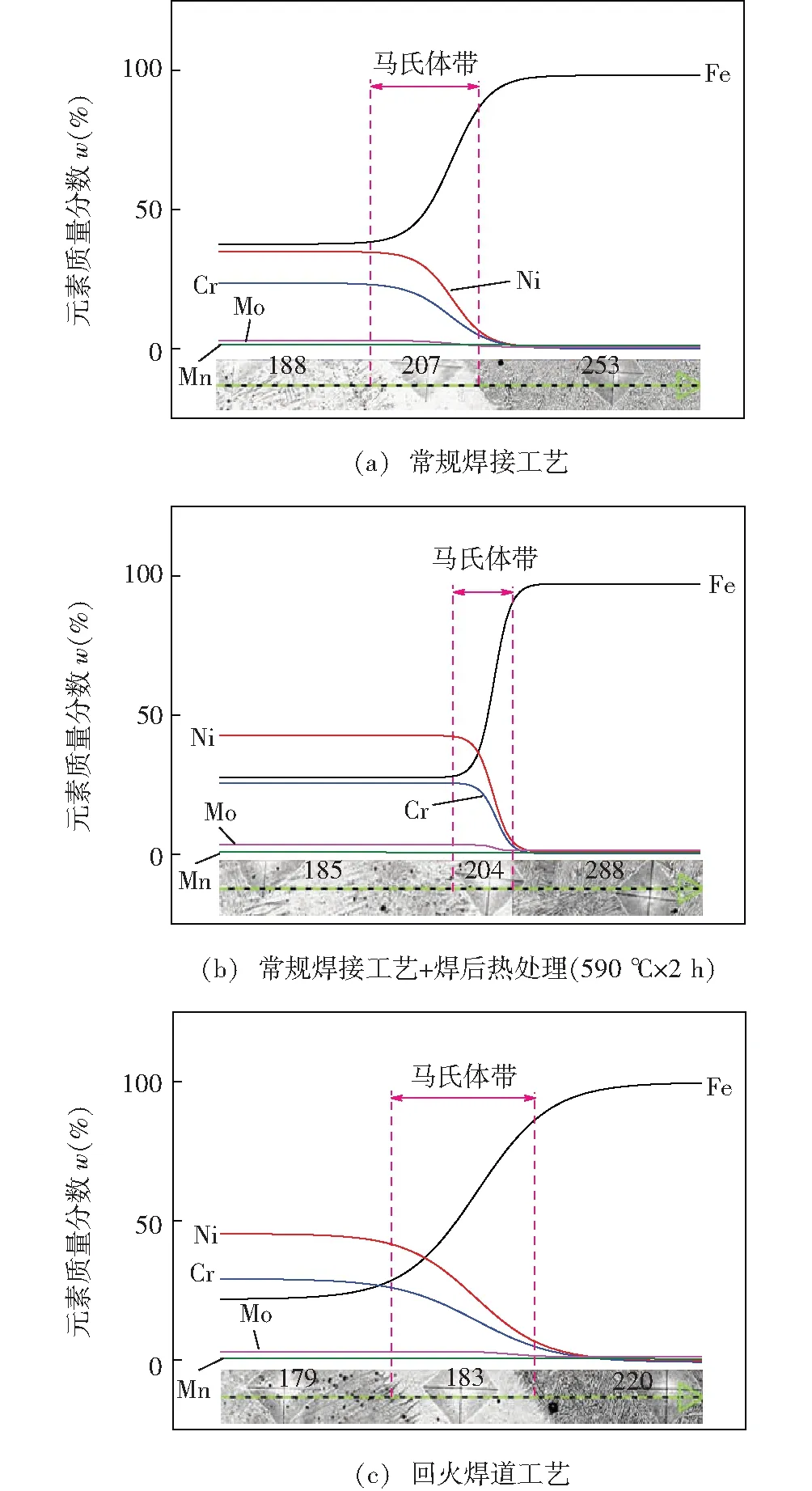
圖9 熔合區的元素分布
上述分析表明,常規焊接工藝+焊后熱處理的接頭硬度雖然粗晶區硬度明顯降低,但是馬氏體帶的硬度降低不明顯,而采用回火焊道焊接技術的焊接接頭粗晶區和馬氏體帶的硬度均明顯降低。這表明回火焊道技術可以同時軟化粗晶區和熔合區,其中粗晶區硬度約為熱處理效果的73%~89%。
3 結論
(1)與常規焊接工藝+焊后熱處理結果相比,回火焊道工藝的粗晶區顯微組織為回火索氏體組織,臨界粗晶區為晶粒內部的回火索氏體+晶界處晶粒細小的回火索氏體組織,晶粒尺寸無明顯變化。
(2)回火焊道工藝可以獲得媲美常規焊接工藝+焊后熱處理的焊接接頭,而且回火焊道工藝接頭的硬度均勻性最優。
(3)常規焊接工藝+焊后熱處理的接頭硬度雖然粗晶區硬度明顯降低,但是馬氏體帶的硬度降低不明顯,而采用回火焊道焊接技術的焊接接頭粗晶區和馬氏體帶的硬度均明顯降低。回火焊道技術可以同時軟化粗晶區和熔合區,其中粗晶區硬度約為熱處理效果的73%~89%。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24