基于ABAQUS的多層銅鋁超聲金屬焊接過程
2022-01-07 00:56:10張選峰安純堯蘇含玉李喜峰
焊接 2021年10期
張選峰, 安純堯, 蘇含玉, 李喜峰
(上海大學,上海 200072)
0 前言
近年來,隨著新能源汽車產業的發展,鋰離子電池在新能源汽車產業發展中占據重要的地位。由于不同種類汽車對電池的要求不同,鋰離子電池通常需要通過極耳的串、并聯組合成不同參數的動力電池包[1]。超聲波金屬焊接具有焊接時間短、焊接界面溫度低、無需助焊劑及環保等優點[2]。目前已經廣泛的應用于鋰離子電池極耳的焊接工藝[3]。
超聲波金屬焊接工藝過程中超聲振動的能量主要消耗在工作材料界面,導致材料界面溫度顯著升高和嚴重的塑性變形[4]。但是由于超聲波金屬焊接的時間非常短,精確測量超聲波金屬焊接過程金屬片中心的溫度具有一定的困難[5];且焊接樣品焊縫的形貌難于觀察。為了更加快速便捷的獲得焊接過程中的溫度與焊接樣品的焊縫形貌,建立有限元模型的方法能夠快速的獲得試驗數據,加速超聲波金屬焊接試驗的試錯過程和更加方便的獲得超聲波焊接的可靠參數[6]。
近年來,關于銅鋁異種金屬超聲焊接行為的仿真得到了持續的關注。Shen等人[7]采用Deform軟件建立了單層三維銅鎳異種金屬的有限元仿真模型,分析不同焊接持續時間下的微觀組織演變。Jedrasiak等人[8]總結了前人進行的超聲焊接仿真工作,將超聲波金屬焊接仿真中的熱模型與形變模型分解,再通過焊接試驗獲取的數據重新耦合超聲金屬焊接模型,精確的預測鋁鋼超聲焊接的溫度和發熱率。Shen等人[4]同時使用Abaqus軟件和Deform軟件建立了三維異種金屬超聲波焊接有限元模型,將超聲波金屬焊接仿真時間延長到了1 s,提供了超聲金屬焊接受工藝參數影響和材料參數影響的全面解決方案。Huang等人[6]使用Abaqus軟件建立二維同種金屬超聲金屬焊接有限元模型,擬合不同情況下的摩擦系數,探究超聲焊接過程中的發熱機制。李歡等人[5]使用Ansys軟件建立三維單層銅鋁異種金屬材料熱機械有限元模型,由于軟件功能的限制,在模型中無法直接使用超聲波焊頭作為加載條件。然而,實際電池金屬焊接應用,涉及到多層同種極耳與異種極耳引片焊接,其溫度變化與塑性變形規律有所不同,存在更多的不定因素。
文中針對電池疊片的多層銅極耳片與異種鋁極耳引片的超聲金屬焊接,利用Abaqus/Explicit軟件建立了多層銅鋁異種金屬焊接熱機械二維有限元仿真模型,使用激光測振儀測量焊接過程中焊頭的振動作為仿真的加載條件,分析模型的表面溫度、焊縫溫度與塑性變形,并通過試驗對有限元分析結果進行驗證,闡述超聲波金屬焊接過程中產熱與塑性變形的機制。
1 超聲波金屬焊接數據測量
圖1為超聲波焊接系統,其中紅外攝像機的型號為FLIR T630sc,用于檢測超聲金屬焊接期間工件表面溫度的變化過程,數字激光測振儀的型號為多普勒NOVA SENSE,用于測量焊接過程中焊頭的振幅。圖2為焊接過程中實際測量的焊頭振幅,為模型模擬實際焊接振幅數據。試驗焊接系統為自己設計的焊接機,額定功率為2 600 W,振動頻率為20 kHz。焊接工藝參數為夾緊力800 N,振幅15 μm,焊接時間1 s,焊頭和底座材料為高速鋼,焊頭滾花形狀為條狀,一共10條,焊頭滾花輪廓為矩形。文中的焊接試驗中采用平面砧座,材料為高速鋼。焊接材料為11 mm×20 mm×0.2 mm的T2純銅和A6061鋁。焊接片采用重疊放置,最上層為銅片,中間層與下層為鋁片。

圖1 超聲焊接系統試驗裝置
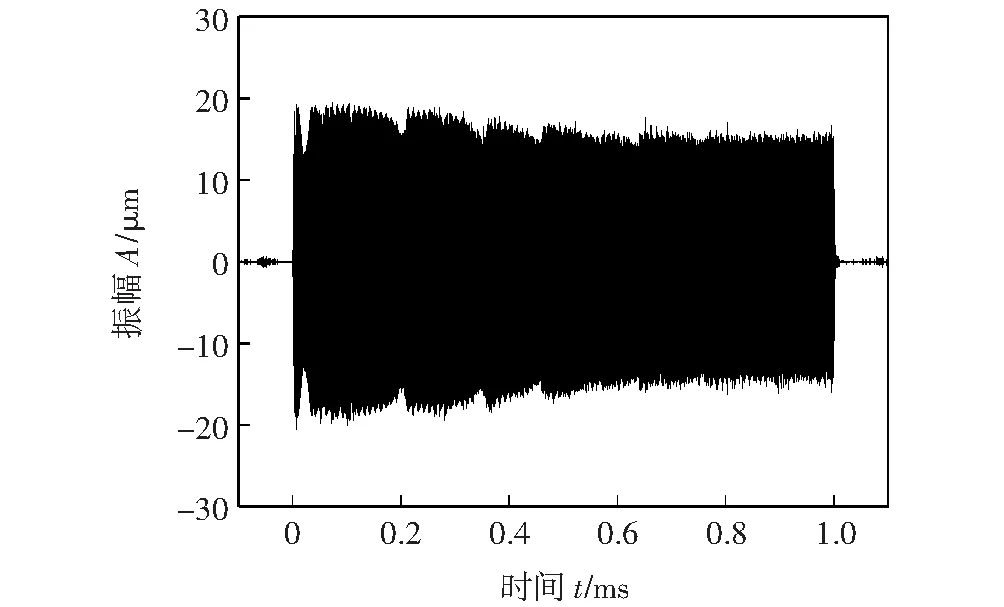
圖2 焊頭振幅實際試驗測量數據
2 數值模擬過程
2.1 材料屬性和模型
試驗焊接的金屬片采用T2純銅和6061鋁合金,材料隨溫度變化的性能參數[9-12]已在表1與表2列出。 銅的泊松比和密度分別為0.35和9 800 kg/m3,鋁的泊松比和密度分別為0.33和2 700 kg/m3,焊頭和砧座的材料都為高速鋼,其材料特性見表3[11]。
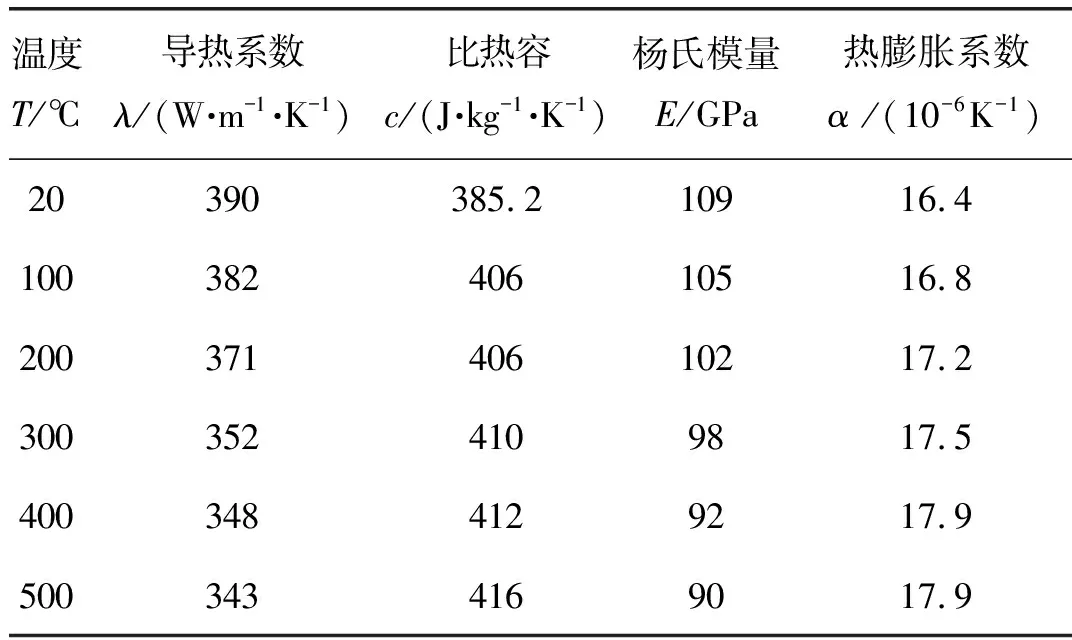
表1 T2銅物理性能隨溫度變化
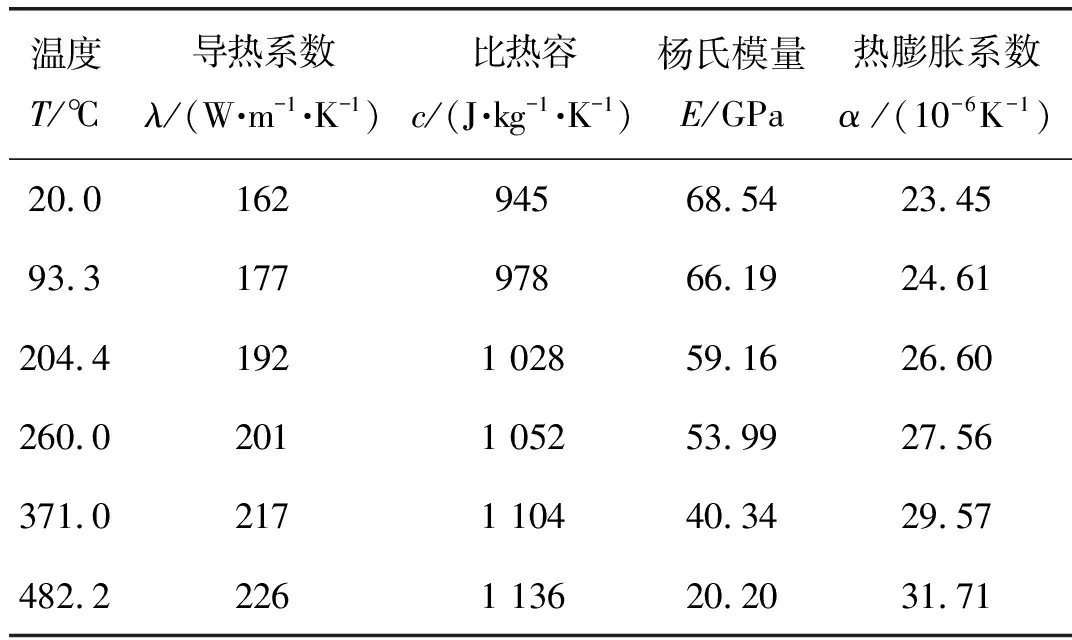
表2 6061鋁合金物理性能隨溫度變化
表3 鋼的材料參數
在進行超聲波金屬焊接時,焊接材料處于高應變率變形狀態,金屬材料的溫度因為摩擦和塑性變形而升高,同時金屬片一直暴露在高強度超波能量下,引入包含聲軟化修正的Johnson-Cook模型參數[12],具體參數見表4,其中銅的修整系數為0.189,鋁的修正參數為0.155。
表4 T2銅和6061鋁的Johnson-Cook材料特性
2.2 有限元模型建立
使用Abaqus軟件中的Explicit模塊建立二維有限元模型,在模型中將網格定義為四節點熱-力耦合四邊形單元CPE4R。模型的網格劃分如圖3所示, 由6 520個單元組成,8 150節點構成。

圖3 二維超聲金屬焊接有限元模型
所有相互接觸面進行摩擦和熱傳導定義,假設焊頭與砧座為完全彈性。仿真過程分為2個連續的步驟:第一步金屬片的夾緊過程,由于這一步對分析結果沒有影響,為了節約計算成本,假設壓力集中施加在焊接頭的頂部中心,壓強從零上升到預設壓力值只需要10 ms;第二步超聲波發生器通過焊頭施加強制振動過程。該試驗中,通過測量超聲波焊接過程中的焊頭振動位移,并添加為仿真過程中為加焊頭的位移。實際焊接過程中焊頭的振幅如圖2所示。焊頭的振動方程由以下方程給出:
A=Amaxsin(2πf·t)
(1)
式中:Amax是測得振動幅度;f是振動頻率;t是焊接時間。其數值大小與試驗參數一致。
在超聲波金屬焊接的過程中,法向壓力和切向超聲波振動導致焊接部分的溫度升高[3]。超聲波焊接過程產生的熱量分為摩擦熱和塑性變形熱,模型中的熱模型采用焊接熱模型[13]。模型中熱量耗散比取90%,砧座底面和超聲波發生器頂面的溫度保持恒定為室溫,與空氣環境的對流傳熱系數為5 W/(m2·℃)[3],環境溫度為室溫。
熱量的計算對于仿真的準確性至關重要,因此文中的模型針對于不同的界面分別采用的更加精確的摩擦系數。具體摩擦系數如表5[5,11,14-15]。
表5 不同接觸面摩擦系數
3 仿真結果分析與討論
3.1 仿真溫度場分布
圖4為1 s時的仿真溫度分布圖,最高溫度為441.1 ℃,出現在銅片的中間部位。銅片與鋁片焊縫的溫度分布與銅片與焊頭的接觸界面的溫度分布基本相同,溫度場以中心垂直線為軸線成對稱分布。形成這種分布的原因是中心向外界散熱的速度較慢,邊緣向外界的散熱速度較快。
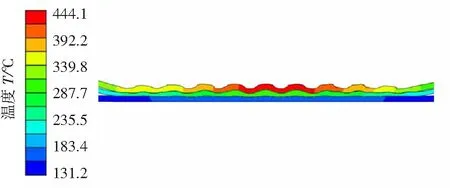
圖4 有限元仿真1.0 s時溫度分布云圖
圖5為仿真中工件最高溫度隨時間的變化曲線,從圖中可以看出溫度變化分為3個階段。0 s~0.2 s與0.8~1.0 s為快速升溫階段,0.2 s至0.8 s升溫速度較慢。
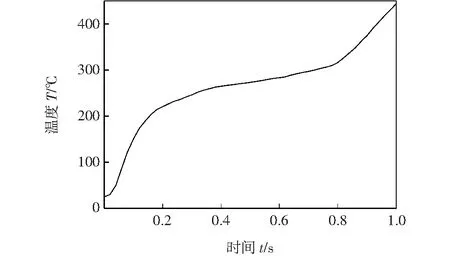
圖5 超聲焊接試驗工件最高溫度隨時間變化
3.2 仿真塑性形變
圖6為焊頭下移量隨時間的變化關系,其中1 s時對應最大下移量為0.149 mm。在0.8 s時,開始出現焊頭下移量急劇增加。
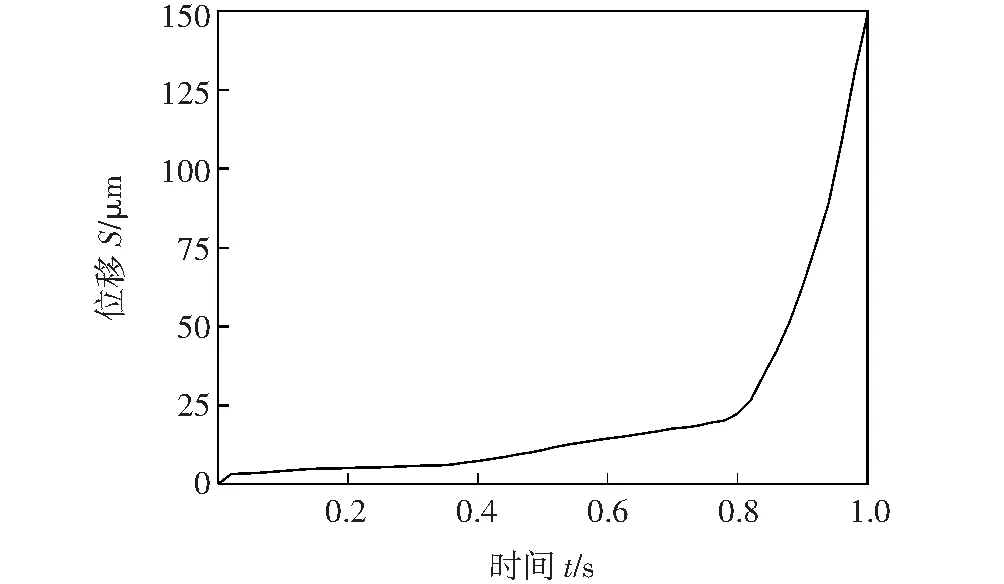
圖6 有限元仿真過程中焊頭隨時間下移量變化
3.3 仿真驗證
3.3.1溫度驗證
通過紅外攝像儀實時監測焊接試驗過程中的工件溫度,對限元分析的溫度模擬結果進行驗證。測量方法為:將紅外攝像儀的鏡頭對焦至工件的邊緣,記錄焊接過程的溫度變化情況。圖7為紅外測溫儀測溫結果與模擬結果對比,從圖中可以看出試驗測溫結果在0.2 s附近和0.8 s附近都出現了拐點,總體溫度擬合效果較好。
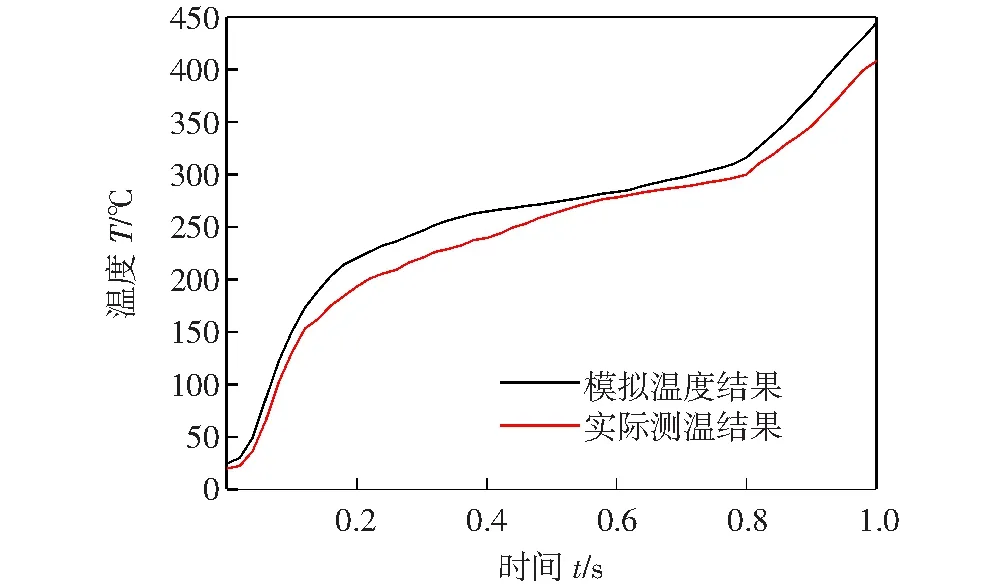
圖7 模擬最高溫度結果與試驗測量最高溫度對比
3.3.2塑性變形驗證
圖8分別為0.6 s,0.8 s和1.0 s時仿真模擬和焊接試驗得到的焊接式樣橫截面圖,其中試驗樣品金相經過10%的氫氧化鈉溶液處理15 min,并用5%的硝酸溶液清洗,經光學顯微鏡觀察得到的金相結果。從圖中可以看出,焊頭滾花并未完全的嵌入工件表面,這與焊接參數有關。中間齒形嵌入比較平整,兩邊的齒形較為圓滑,主要原因是較薄的工件在焊頭焊接的邊緣處會發生上翹的現象,導致焊頭在振動過程中壓痕發生改變。通過觀察不同時間的焊接式樣的金相圖,可以得知鋁片的變量要大于銅片的形變量,且與銅片相鄰的鋁片形變量最大。由于下砧座為平面,導致鋁片的塑性變形量只能向兩邊延伸,從圖中可以得知鋁片的厚度明顯比銅片薄。通過焊接試驗的金相結果得知,有限元模型較好的模擬了金屬片的形變。
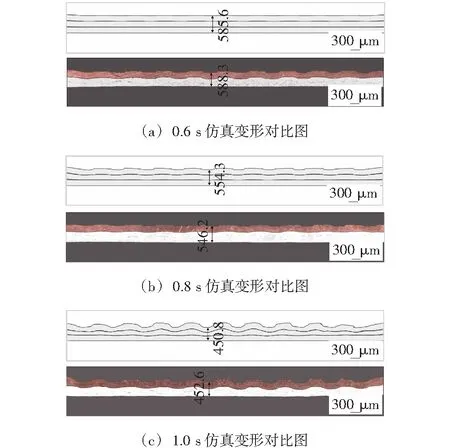
圖8 不同時間仿真形變與試驗金相對比
3.4 結果討論
從圖4溫度場分布的仿真結果可知,0.2 mm厚的銅片在超聲焊接過程中上下面的溫度分布基本一致,其中溫度最高處為銅片的中心處,形成這種分布的原因是中心向外界散熱的速度較慢,邊緣向外界的散熱速度較快。溫度對比結果圖7中,焊接過程中通過仿真得到的溫度與實際測量的溫度變化過程基本一直,都是在0.2 s和0.8 s附近出現了拐點。在0.2 s處出現拐點的主要原因是在溫度上升到180 ℃后,鋁和鋁的摩擦系數大幅度下降,導致了0.2 s后摩擦產熱減小,溫度上升速度變慢。從圖6中可以得知,在0.8 s前焊頭的下移量較小,且焊頭的下移速度隨時間變長而緩慢增加。在0.8 s后焊頭的下移量顯著增大,且下移速度隨時間的增加焊頭的速度仍在增加。對比圖5得知,在0.8 s之前的主要熱量來源為界面的摩擦熱,0.8 s后熱量的來源包括摩擦熱和塑性形變熱,導致溫度上升速度變快,同時結合表1與表2中材料的楊氏模量與熱膨脹系數隨溫度的變化關系,合理的解釋了塑性變形的快慢與溫度的關系,當溫度升高到一定溫度時,材料更加容易變形。
從圖8中0.8 s與1.0 s的金相圖中可以得知,焊接樣品的中心壓痕要比樣品邊緣的壓痕要深,結合圖4,這是因為越遠離樣品的中心,焊接過程中的溫度越小,而溫度對塑性形變有較大的影響。
4 結論
(1)使用Abaqus/Explicit軟件建立了包含不同界面的摩擦系數、材料的聲軟化效應及實際焊接振動振幅等多參數的多層銅鋁二維超聲金屬有限元仿真模型。
(2)模擬溫度場分布結果表明,多層銅鋁進行超聲波焊接時,其溫度最高點位于上層銅片的中心處。且溫度分布在金屬內部向外部以階梯形式擴散。
(3)多層銅鋁超聲波焊接過程中,當焊接樣品到達一定的狀態時,整體的塑性變形突然猛烈的增加,鋁片的塑性變形量要大于銅片的塑性變形量,形變量最大的金屬片為與銅接觸的鋁片。
(4)通過測量焊接試驗過程的溫度和觀察不同焊接時間焊接樣品的金相來檢測模型的準確性,試驗結果與模擬結果吻合較好,較為準確的模擬了焊接過程中的溫度與塑性形變規律。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24