MARKⅢ 圍護(hù)系統(tǒng)側(cè)工藝門關(guān)聯(lián)結(jié)構(gòu)關(guān)鍵施工技術(shù)
2022-01-05 07:42:02江南造船集團(tuán)有限責(zé)任公司黃佳偉楊長順
中國船檢 2021年12期
江南造船(集團(tuán))有限責(zé)任公司 黃佳偉 楊長順 凌 偉
液化氣體運輸船舶最常見的貨物圍護(hù)系統(tǒng)為薄膜型和獨立型兩種,目前世界LNG船舶中近80%應(yīng)用薄膜型液艙,薄膜型液艙主要有NO.96型和MARK III型兩種,主要區(qū)別在于兩層屏蔽和絕熱層材料。這兩種薄膜圍護(hù)系統(tǒng)都是法國GTT公司開發(fā)的專利技術(shù)。薄膜型圍護(hù)主要包括主屏蔽、次屏壁和絕緣層。NO.96型液艙的首層屏壁與次層屏壁均為殷瓦鋼,而絕熱層則是裝有珍珠巖顆粒的層合板木箱組成。MARK III型液艙的主屏蔽為不銹鋼波紋板,次層屏蔽為三層復(fù)合材料薄膜,絕熱層則是聚氨酯泡沫。
典型薄膜型液艙船體結(jié)構(gòu)為八邊形橫剖面的柱狀體,為便于人員及物資材料進(jìn)出液艙,需在舷側(cè)立面開設(shè)工藝口。整艙圍護(hù)系統(tǒng)完工后,在舷側(cè)工藝門處預(yù)留或搭設(shè)新腳手架平臺,用于該區(qū)域主船體結(jié)構(gòu)焊接、涂裝及圍護(hù)系統(tǒng)施工。本文將通過某型船MARK Ⅲ LNG燃料艙為例,研究、總結(jié)薄膜型液艙側(cè)工藝門施工中關(guān)聯(lián)結(jié)構(gòu)部分的關(guān)鍵技術(shù)。
總體施工要求
側(cè)工藝門區(qū)域鋼結(jié)構(gòu)施工時,由于艙內(nèi)其他區(qū)域的圍護(hù)系統(tǒng)均已完工,因此在施工過程中對防火及防塵措施是重中之重。通常在側(cè)工藝門鋼結(jié)構(gòu)施工前,四周安裝臨時封邊結(jié)構(gòu),與整艙圍護(hù)系統(tǒng)形成封閉空間,以滿足前期整艙主/次層空間密性試驗。后期鋼結(jié)構(gòu)施工完成后,需拆除臨時封邊。在鋼結(jié)構(gòu)焊接方面,一般采用二氧化碳?xì)怏w保護(hù)焊,焊接過程產(chǎn)生大量熱量和煙塵。剖口方向設(shè)置確定施工面,考慮勞動強(qiáng)度的同時降低明火、污染的隱患。精準(zhǔn)控制焊接熱輸入,避免高溫破壞周邊的圍護(hù)系統(tǒng)及鋼板底漆性能。合理設(shè)置加強(qiáng)筋(在圍護(hù)系統(tǒng)開始施工前要安裝燒焊結(jié)束),控制焊接變形控制,確保整體和局部平整度。在涂裝方面,低溫油漆與鋼板的粘合力以及低溫油漆與環(huán)氧膠水粘合力,直接影響整個圍護(hù)系統(tǒng)施工質(zhì)量,涂裝作業(yè)關(guān)鍵技術(shù)參數(shù)的研究至關(guān)重要。
總體上,涉及到施工工序及順序如下,本文將對每個工序涉及施工技術(shù)難點進(jìn)行研究和分析總結(jié)。

臨時封邊安裝
在圍護(hù)系統(tǒng)設(shè)計中,通過在側(cè)工藝門四周安裝臨時封邊,封閉整艙圍護(hù)系統(tǒng)的主/次層空間,以滿足前期整艙密性試驗要求。總體上,臨時封邊安裝流程和常規(guī)圍護(hù)系統(tǒng)類似,包括絕緣板、次屏蔽粘貼、上橋板及波紋板焊接等。考慮其臨時性,重點關(guān)注以下幾個方面:
1、折邊板與主船體結(jié)構(gòu)焊接前,焊縫兩側(cè)10mm范圍內(nèi)的油漆需打磨干凈,以確保焊接質(zhì)量,注意打磨范圍。
2、臨時次屏蔽粘貼時,在保證密性的情況下,可酌情減少膠水粘貼寬度,減少后續(xù)打磨膠水工作量。
3、臨時次屏蔽的粘貼順序和布置要考慮后續(xù)正式粘貼的施工空間以及修補(bǔ)可行性,尤其十字縫位置。
4、封板與四周波紋板搭接尺寸,避免影響后續(xù)拆除臨時封邊工作。
船體結(jié)構(gòu)部分
1、船體結(jié)構(gòu)
側(cè)工藝門船體結(jié)構(gòu)類型隨船型和選取位置的差異而有所不同,在本項目中側(cè)工藝門處的船體結(jié)構(gòu)是一個三層船殼帶水平桁及實肋板的結(jié)構(gòu)。在部分LNG運輸船項目中,一般為雙層船殼帶水平桁的結(jié)構(gòu)。無論哪種結(jié)構(gòu),整體吊裝或零散片體逐一吊裝,都存在吊裝定位難度極大、耗時長等問題。因此在本項目中,整個結(jié)構(gòu)拆分成船體外板結(jié)構(gòu)和內(nèi)殼板結(jié)構(gòu)兩部分(見圖1)。拆分原則一般可考慮以下幾個方面:
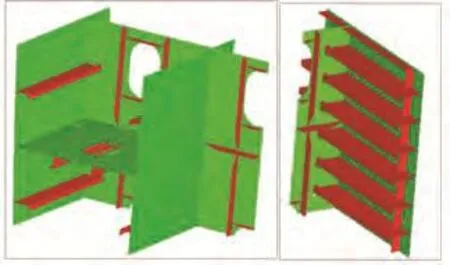
圖1 船體外板/內(nèi)殼板結(jié)構(gòu)圖
(1)內(nèi)殼板帶部分結(jié)構(gòu),避免焊接時破壞反面艙內(nèi)低溫油漆;
(2)拆分2個或以上結(jié)構(gòu),內(nèi)殼結(jié)構(gòu)優(yōu)先完工,確保液貨艙內(nèi)圍護(hù)系統(tǒng)施工盡快開始,與外部結(jié)構(gòu)并聯(lián)施工。
2、坡口方向設(shè)置
在本項目中,船體結(jié)構(gòu)的焊接采用單面焊雙面成型技術(shù)。僅從焊接工藝角度,焊縫坡口的不同朝向均滿足規(guī)范要求。結(jié)合現(xiàn)場施工操作性、安全性等方面綜合考慮,選擇坡口朝向空艙或壓載艙一側(cè)。
上述兩種坡口方向各有優(yōu)缺點(見表1),具體需根據(jù)實際情況而選擇最合適方案。
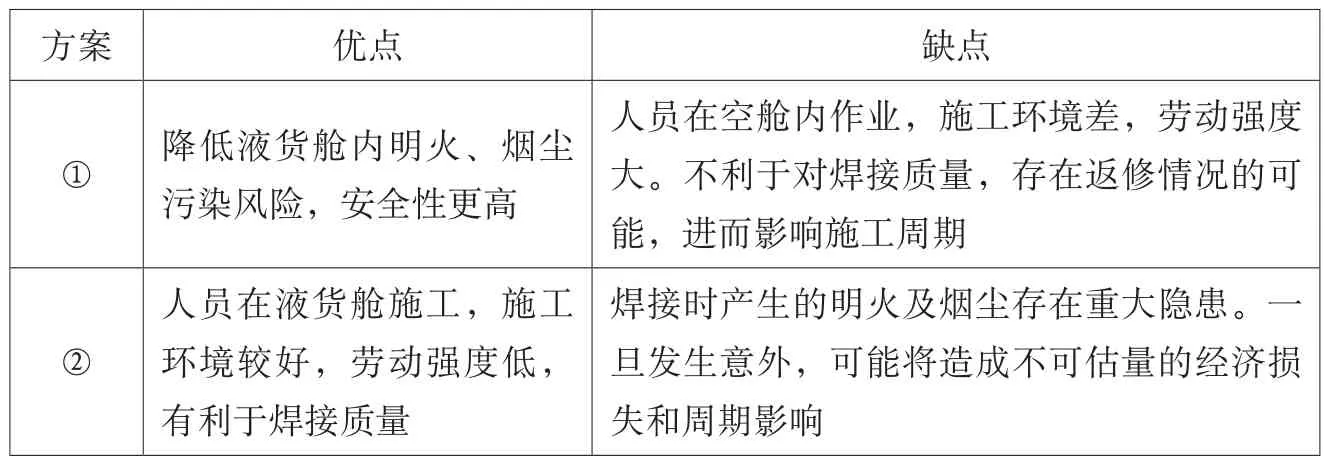
表1 兩種坡口方向方案的優(yōu)缺點對比
上述兩種不同的坡口方案,在船體裝配和燒焊的過程中,艙內(nèi)的看火人員都是必要的。
3、焊接變形控制
焊接變形是焊接過程不可避免的一個問題,為滿足后續(xù)圍護(hù)系統(tǒng)的安裝,焊后整體的平整度需格外關(guān)注。除控制焊接熱輸入、合理設(shè)置焊接順序等,在結(jié)構(gòu)設(shè)計時,需在側(cè)工藝開口四周做加強(qiáng)處理(GTT設(shè)計時對船體一半要求)。一般可在距開口位置200mm增加加強(qiáng)筋,如開口周邊有縱向或橫向結(jié)構(gòu)且距離合適的可視為加強(qiáng)結(jié)構(gòu),無需單獨設(shè)置加強(qiáng)筋(見圖2)。
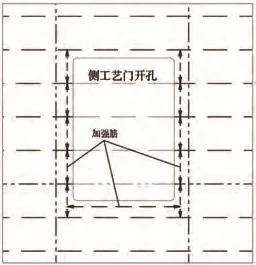
圖2 某船側(cè)工藝門開孔區(qū)域典型結(jié)構(gòu)
4、焊接熱輸入控制
在側(cè)工藝門周邊的圍護(hù)系統(tǒng)和臨時封邊安裝結(jié)束后,其中上下口距離結(jié)構(gòu)焊縫僅200mm左右(見圖3)。如采用常規(guī)焊接工藝,焊接過程中產(chǎn)生的大量熱輸入可能會破壞周邊圍護(hù)系統(tǒng)及鋼板油漆,同時存在較大的燃火隱患。因此需研究相應(yīng)的施工技術(shù),并通過模擬試驗進(jìn)行驗證。

圖3 側(cè)工藝門區(qū)域示意圖
在本項目中,選用KCC的Kovinyl VP186低溫底漆和UNITECH的ULBM100/200環(huán)氧膠水。在整個焊接過程中,需確保在一定區(qū)域內(nèi)低溫底漆和環(huán)氧膠水不受高溫影響導(dǎo)致性能失效。為合理控制焊接熱輸入,采用與實船內(nèi)殼板同樣板厚材質(zhì)的材料進(jìn)行模擬試驗,模擬試驗的總體要求如下:
(1)采用分段退焊法。
(2)在橫對接焊縫兩側(cè)距焊縫60mm、90mm、150mm、200mm標(biāo)記測溫線,在立對接焊縫兩側(cè)距焊 縫100mm、150mm、200mm標(biāo)記線測溫線。
(3)整個焊接過程中,測量并記錄所有測溫線的溫度。
(4)基于焊接工藝說明書,明確剖口角度、裝配間隙、打底、填充、蓋面各階段焊接具體參數(shù)。
經(jīng)模擬試驗,對樣板分別進(jìn)行橫、豎對接縫焊接,調(diào)整焊接參數(shù)及測量記錄不同測溫線位置鋼板溫度(見圖4)。結(jié)合試驗結(jié)果,總結(jié)如下:

圖4 模擬試驗樣板
(1)采取分段退燒,每段距離300mm~500mm。
(2)焊縫150mm測溫線處溫度高于82℃時,停止燒焊,自然冷卻。直至焊縫溫度冷卻至90℃以下,可繼續(xù)燒焊。
(3)針對不同焊道的焊接,需相應(yīng)調(diào)整工藝參數(shù)(見表2)。
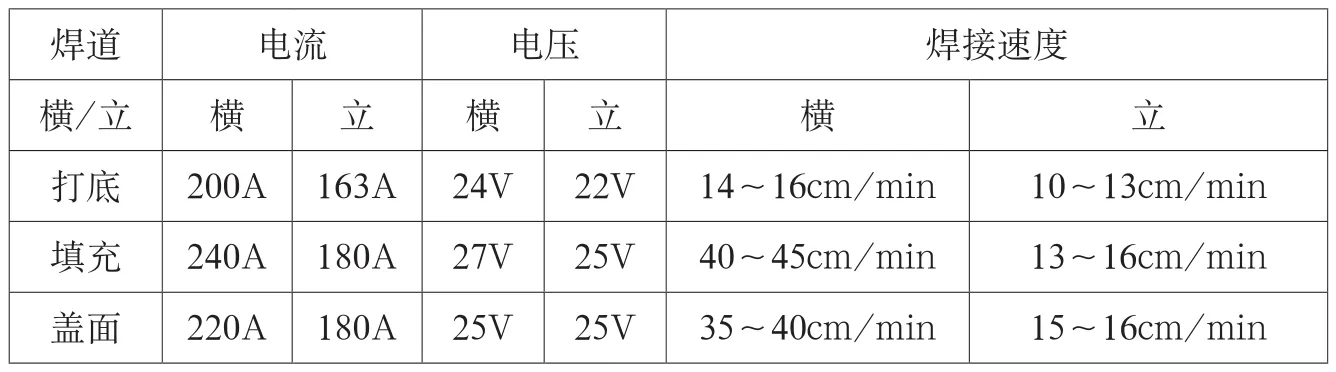
表2 各種艇型適用認(rèn)證模式一覽表
(4)距離焊縫兩側(cè)150mm以內(nèi)的低溫底漆,受高溫影響性能失效,需重新打磨、油漆。其他區(qū)域漆面原則上可以保留。
上述涉及的參數(shù)及指標(biāo)來源于本項目中所應(yīng)用的焊接工藝說明書,在不同項目中,需根據(jù)板厚、板規(guī)、焊接工藝及焊接設(shè)備等進(jìn)行類似模擬實驗,確保在整個焊接過程合理管控?zé)彷斎氲挠绊憽?/p>
5、低溫底漆拉力試驗
MARK Ⅲ型圍護(hù)系統(tǒng)中,絕緣層與主船體鋼板之間通過環(huán)氧膠水粘貼固定,兩者之間有一層低溫底漆。低溫底漆與鋼板表面以及低溫底漆與環(huán)氧膠水之間粘連性能直接影響整個圍護(hù)系統(tǒng)施工質(zhì)量,因此在圍護(hù)系統(tǒng)施工前,低溫底漆的性能需通過拉力試驗進(jìn)行確認(rèn)(見圖5)。
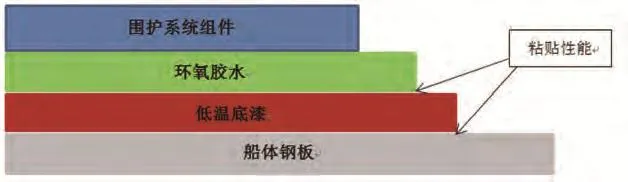
圖5 低溫底漆層示意圖
根據(jù)焊接熱輸入試驗,距離焊縫150mm以內(nèi)的區(qū)域需重新打磨、油漆。涂裝作業(yè)7天后油漆完全固化,拉力試驗的準(zhǔn)備工作、膠水固化(至少48小時)、正式試驗(見圖6),共需要9天時間確認(rèn)油漆性能。在滿足要求的情況下,可以開始圍護(hù)系統(tǒng)的施工。為了縮短這個周期,可以通過試驗下述試驗的方式來驗證實船上油漆打磨重新施工的工藝,通過此方法可以提前做油漆拉力試驗,進(jìn)而避免等工的現(xiàn)象。
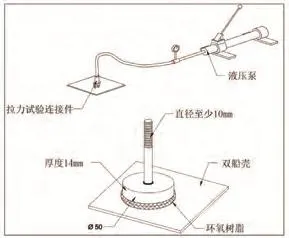
圖6 拉力試驗過程示意圖

圖7 試驗區(qū)域重新打磨/涂裝并測量相應(yīng)數(shù)值
經(jīng)研究發(fā)現(xiàn),在規(guī)定的溫濕度及露點下,主要有兩個因素直接影響低溫底漆的性能,即打磨后的粗糙度及干膜厚度。根據(jù)涂裝作業(yè)常規(guī)要求,粗糙度大于要滿足St3要求,干膜厚度在30~100μm均屬于合格,但上述兩個工藝參數(shù)范圍較為寬泛,將通過試驗來驗證船上油漆打磨后重新施工的最佳的工藝參數(shù),以達(dá)到最佳的施工質(zhì)量。具體試驗流程如下:
(1)內(nèi)殼板整體沖砂、涂裝。沖砂后記錄不同位置的粗糙度,油漆固化后測量對應(yīng)的漆膜厚度。
(2)在側(cè)工藝門兩側(cè),在距離焊縫150mm外劃出200*300的試驗區(qū)域,手工打磨、油漆,并記錄粗糙度及干膜厚度(見圖7)。
(3)在重新涂裝區(qū)域進(jìn)行拉力試驗,以驗證船上重新打磨涂裝的工藝性能。
經(jīng)過拉力試驗結(jié)果,在同等條件下,粗糙度在50~60μm,干膜厚度在50~70μm,拉力數(shù)值越高,油漆性能越好。后續(xù)在涂裝作業(yè)時,嚴(yán)格管控工藝參數(shù),確保良好的油漆性能,實現(xiàn)用工藝試驗的方法進(jìn)行替代常規(guī)拉力試驗,避免了等工時間。因此,總體上施工周期得到有效控制,實現(xiàn)連續(xù)生產(chǎn)、上下道有序銜接的管理理念。真正做到了在保證質(zhì)量的前提下,縮短施工周期,實現(xiàn)最大的經(jīng)濟(jì)效益。
臨時封邊拆除
在船體結(jié)構(gòu)部分結(jié)束后,可以開始拆除臨時封邊。總體上拆除順序是先金屬部分,后非金屬。在拆除金屬部分時,需格外小心,避免拆除過程損傷船體結(jié)構(gòu)和周邊圍護(hù)系統(tǒng)。一般情況下,折邊板可以考慮部分提前拆除。在拆除非金屬部分時,嚴(yán)格管控防塵保護(hù),避免出現(xiàn)次屏蔽等受污染的情況。
猜你喜歡
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24