缸體鑄件清潔度質量持續改善
2021-12-29 10:40:26劉五寶利任澤萬修根
鑄造設備與工藝 2021年5期
關鍵詞:工藝
劉五寶,利任澤,萬修根
(江鈴汽車股份有限公司鑄造廠,江西 南昌 330001)
1 背 景
缸體內腔清潔度質量是汽車發動機的關鍵質量特性,直接影響發動機的使用性能與使用壽命。與之相關的常見缺陷是發動機拉缸、拉瓦、活塞磨損、連桿磨損、水道或油道堵塞,因此越來越受到重視,除需要控制內腔殘余異物總量外,還要控制殘余異物的顆粒度大小[1],對于我廠來說,清潔度質量影響的因子有很多,如坭芯砂潰散性能、缸體保溫時間、涂料的滲透深度、清理過程工藝等。
G501 汽油機缸體是我廠新開發的薄壁缸體,缸體平均壁厚3 mm,清潔度質量要求鑄件內腔異物總量≤2.5 g,加工清洗后顆粒度≤2 000 μm.為了保證這一要求,需要對缸體油道進行噴丸處理,但因噴丸機噴嘴數量有限,對缸體水套只能靠拋丸來保證。開發初期,因擊芯工藝、缸體水套結構及油漆工藝等原因,清潔度質量偶有超標情況發生,主要指缸體內腔異物(坭芯砂、批縫鐵、鋼丸、油漆等)清理不干凈,內腔殘余異物總量超標,缸體加工成成品后,對缸體進行清潔度檢測發現缸體內有粉末顆粒度尺寸超差現象,質量過程能力為CPK1.03,而對于關鍵質量特性,CPK 值要求在1.67 以上,清潔度需要持續改善至1.6 g 之內。本文針對這些問題進行了一些摸索。
2 持續改善
2.1 擊芯工藝改進
本廠使用的擊芯機為L415 型,缸體用擊芯架擺放好后,前后端使用擊芯塊振擊缸體,動力源為壓縮空氣,使得缸體水套、油道內腔坭芯砂松散,然后脫落,如圖1 所示。由于原生產的鑄件相似度大,擊芯機的擊芯塊振擊缸體部位、振擊時間、振擊氣壓這些工藝參數等均相對固定可不調整,對于G501缸體薄壁件,既要保證缸體坭芯砂去除,還要保證擊芯不損傷缸體,需要重新設計擊芯塊振擊缸體部位、振擊時間、振擊氣壓這些工藝參數。

圖1 L415 型擊芯機進行缸體擊芯
結合系列試驗,最終通過設備改造增加一路氣管、增加一套控制程序(見圖2),來控制具體擊芯關鍵參數,最終優化為擊芯氣壓0.45 MPa~0.60 MPa,擊芯時間為12 s~15 s,增加的程序專門擊芯G501缸體薄壁件,缸體擊芯架高度設計為402 mm.擊芯后缸體水套及油道內腔坭芯砂去除95%以上,缸體損傷缺陷率為0.而改善前,缸體內腔芯砂殘留問題與缸體損傷問題交叉出現。
2.2 拋丸工藝改進
我廠用的拋丸機是DV-2 機械手型拋丸機,機械手夾持缸體在拋丸室內旋轉,拋丸室內布置4 個拋頭,拋頭的電機功率為4×45 kW,拋丸的材料是1.7#鑄鋼丸,單個缸體拋丸時間為60 s.
投產初期,出現缸體水套內坭芯砂拋丸不干凈問題,經分析主要原因為:
1)G501 缸體不同于我廠一直以來生產的其他缸體,該缸體水套腔左右側無出砂孔,僅水套頂面存在空腔比較窄的排砂通道(寬約為7 mm),并且水套腔很深,擊芯時水套砂只是擊散而未排出,嚴重影響后續的拋丸處理;
2)因拋頭噴射距離和噴射角度難以掌握,必須通過試驗來尋求最佳噴射位置和時間[2]。
通過試驗調整摸索,采取如下措施:
1)調整拋丸啟動角度為缸體頂面朝下,啟動時,缸體邊倒砂邊拋丸,以保證缸體水套擊打鋼丸數量多;
2)調整拋丸旋轉方式,將初期設計的鐘擺式拋丸+旋轉方式,調整為缸體一直旋轉式拋丸,針對G501 缸體水套形狀,增加水套部位倒砂及拋丸時間11 s;
3)調慢缸體旋轉速度,由120°/s,調整為90°/s,以更好的傾倒缸體水道內的坭芯砂,以及保證更多的鋼丸擊打水套本體。
通過優化G501 缸體擊芯、拋丸兩道工序之后,缸體內腔清潔度(主要是坭芯砂)質量得到很大提升,通過統計數據分析,過程能力已達到CPK1.97,如圖3 所示。
2.3 G501 缸體靜電噴粉工藝改進
我廠缸體鑄件表面采用靜電噴粉(樹脂粉末)工藝,缸體非噴涂部位采用擋板遮擋,使得粉末噴不到缸體水套、油道內腔。G501 缸體開發初期,缸體加工成成品后,對缸體進行清潔度檢測,發現缸體內有粉末顆粒度尺寸超差現象(要求≤2 000 μm),實際測量為長2 519 μm×寬1587 μm,如圖4所示。主要是由于鑄件靜電噴粉后,表面的粉末在加工后,粉末不易破碎,而是形成片狀或者大顆粒狀存在于缸體水套、油道內,因其有一定粘性不易沖洗去除,故此造成缸體清潔度超標問題。
2.3.1 試驗方案
由于影響顆粒度的因素復雜且較多,為了較好地改善顆粒度問題,主要對電壓、粉末厚度、固化溫度、固化時間、粉末類別五個因子的兩個水平進行DOE 實驗,具體試驗方案與試驗結果見表1.

表1 G501 缸體靜電噴粉工藝試驗設計及顆粒度結果
2.3.2 試驗結果分析
通過試驗數據進行Minitab 分析可得出如圖5所示的結果,即樹脂粉末原材料成分、缸體表面粉末厚度尺寸、粉末固化溫度這三者為顯著因子。
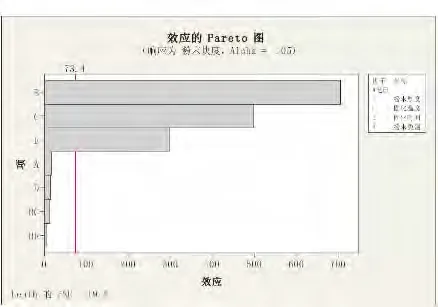
圖5 體表面粉末顆粒度影響因子圖示
另外,要控制好粉末顆粒度達標,即缸體表面粉末顆粒度在1 002 μm 左右,從圖6 結果得知,三個顯著因子應控制為:缸體表面粉末厚度70 μm;固化溫度260 ℃;粉末原材料使用HF20JL 型號粉末。

圖6 體表面粉末顆粒度優化工藝數據
2.3.3 應用結果
在后續批量生產過程中,選用HF20JL 型號粉末原材料,缸體表面粉末厚度控制在50 μm~80 μm,固化溫度設定區間240 ℃~265 ℃,進行大批量生產,缸體進行加工后,表面粉末顆粒度全數合格,在600 μm~1 105 μm 范圍內。
3 結束語
通過從擊芯、拋丸、靜電噴粉三個關鍵工藝過程入手,對設備、工裝、過程工藝參數、原輔材料等幾個方面進行工藝優化,G501 缸體的清潔度質量得到了改善,并取得顯著效果,積累了一些經驗,本文旨在總結改善過程,為后續改進提供參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
