淺談保證K6 型轉向架搖枕內部密實度的工藝方法
2021-12-29 10:40:20郭曉東
鑄造設備與工藝 2021年5期
郭曉東
(牡丹江中車金緣鑄業有限公司,黑龍江 牡丹江 157013)
隨著近年軌道交通的快速發展,鐵路貨車載重量很大,可以用來運輸各種貨物,轉向架是貨車底盤中的關鍵部件,對貨車的穩定性起著關鍵性的作用。因此,轉向架中的搖枕側架內部密實度質量直接影響著整車行車安全性和穩定性,其中,搖枕內部密實度質量一直是鐵道貨車行業極為關注的問題之一,也是CRCC 審核中重點關注的檢測項點。近年來國鐵集團實施的“雙延長”(即延長檢修周期、延長使用壽命),將K6 搖枕、側架的運用期限由當前的25 年提高到了30 年,對配件內部密實度要求更加嚴格,進而滿足TB/T1959-2006《鐵道貨車搖枕、側架靜載荷及疲勞試驗》[2]中靜載荷及疲勞試驗要求及使用性能,密實度是決定靜載荷和疲勞試驗是否通過、保證行車安全的重要考核指標。為了確保鐵路運輸安全,本文以轉K6 型轉向架搖枕為研究對象,對提高搖枕的內部密實度進行了深入的研究。
1 搖枕的結構特點
轉K6 轉向架搖枕均為箱形結構,搖枕結構如圖1 所示。搖枕沿長度方向呈魚腹形,結構比較復雜,上平面中部為心盤座,設有心盤銷孔,用于安插中心銷,周邊設有心盤螺栓孔;兩端上平面設有旁承座,下平面設有突出的圓臍或彈簧止檔,用于彈簧定位;端部兩側設有四個斜楔槽和搖枕擋;內腔常設置各種結構的立筋。通常情況下,搖枕側面中部的兩個橢圓孔用于安裝通過式基礎制動、交叉支撐裝置。搖枕上平面和底部設有對稱的工藝孔。這種結構既能保證搖枕具有足夠的強度,又可節約鋼水用量,減輕自重。
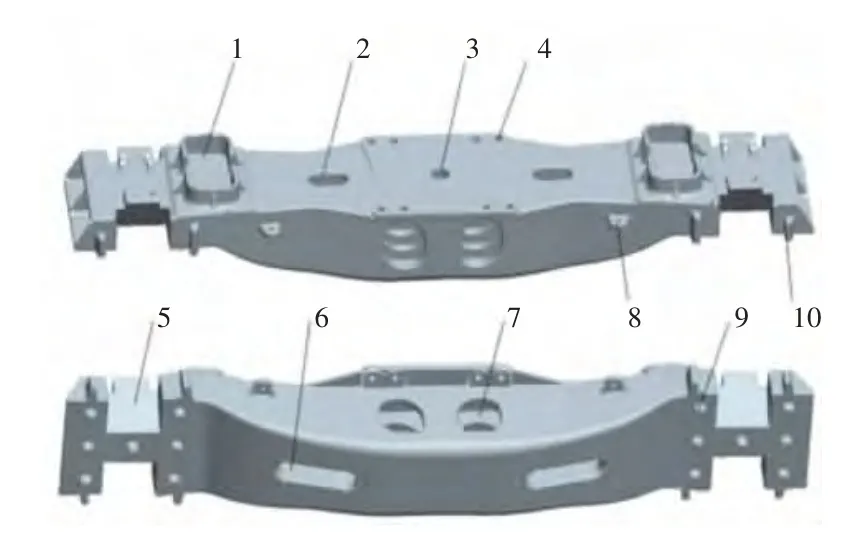
圖1 轉K6 型搖枕結構簡圖
2 搖枕內部密實度檢測的標準要求
鑄件密實度是指鑄件內部的縮孔、縮松和疏松等缺陷的嚴重程度,搖枕關鍵部位的內部密實度決定鑄件的使用性能。TB/T3012-2016《鐵道貨車鑄鋼搖枕、側架》[3]中規定,根據搖枕的受力狀態應劃分出A、B 兩個重要部位并在產品圖樣中規定,搖枕的A 部位、B 部位劃分見圖2.搖枕的A、B 部位內密實度至關重要,在內部密實度檢測手段上,采用射線探傷、超聲波探傷、解剖三種檢測手段,以保證產品內部質量及工藝穩定性。
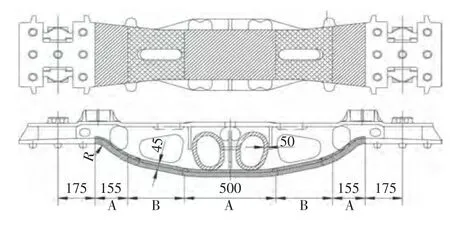
圖2 搖枕A、B 部位劃分示意圖(單位:mm)
搖枕射線探傷檢測執行TB/T3105.1《鐵道貨車鑄鋼搖枕、側架無損檢測第一部分:射線照相檢驗》[4],鑄鋼搖枕、側架射線照相缺陷分為A、B、CA、CB、CD、E六類,對于搖枕A、B 部位各類缺陷都做了明確要求,氣孔類缺陷一般在IV 級以下,夾砂或夾渣類缺陷針對部位一般在IV-V 級以下,收縮率缺陷針對部位一般在IV-V 級以下,不允許存在裂紋類缺陷,內部密實度要求等級較為嚴格。
超聲波探傷檢測也是檢測內部密實度的重要方式之一,在鑄鋼搖枕、側架產品上,雖然該檢測方式逐漸被射線探傷所代替,也不作為產品交驗依據,但在制造廠生產過程中,超聲波探傷具有檢測方便、快捷的優勢,對產品內部質量起到很好的輔助監控作用。
搖枕解剖檢測執行TB/T3012-2016《鐵道貨車鑄鋼搖枕、側架》[3],滿足第3.7.1 條搖枕、側架鑄件的密實度解剖檢查結果應符合附錄B 的要求,且評定區域內所在集中縮孔面積不應超過該部位內切圓的30%;滿足第4.6.1 條密實度要求,密實度檢查采用實物鋸切解剖檢查的方法進行,搖枕和側架的解剖部位及評定區域按附錄E 規定。
3 搖枕鑄造工藝分析及選擇
3.1 搖枕應力分布狀態分析
K6 搖枕因結構原因存在應力集中部位,例如搖枕斜楔根部、邊A 部位等。應力幅值較大部位容易造成疲勞破壞,這些鍵部位的密實度是保證搖枕疲勞壽命的根本,提高搖枕內部密實度至關重要,搖枕應力分布狀態如圖3 所示,A、B 部位所受應力顯著大于其他部位,最大應力部位集中在搖枕邊A處,應力值在261 MPa 以上。

圖3 搖枕應力分布狀態圖
3.2 搖枕鑄造工藝的選擇
3.2.1 搖枕澆注位置與分型面
鑄型澆注位置與分型面的選擇密切相關,國內制造企業在搖枕工藝設計中心盤位于上箱,分型面一般選擇在上部,大多數國家也采用這種方式,如圖4 所示。分型面盡量上移,使內腔砂芯大部份位于下型,砂芯定位更準確,提高了下芯及合箱精度。同時,重要承載部位位于澆注位置的下型,受重力影響,下型密實度優于上型,鑄件受力位置質量易得到保證。心盤面可設置冒口對心盤部位進行補縮,冒口位于頂部,有利于澆注過程中的排氣、排渣,提高了心盤處鑄件的密實度,心盤加工質量可以得到充分保障。

圖4 心盤在澆注位置上箱
3.2.2 搖枕冒口設計
搖枕心盤面處熱節較大,位于澆注位置上箱,便于設置冒口進行補縮。國內外搖枕型砂工藝有酯硬化水玻璃砂工藝、CO2硬化水玻璃砂工藝、潮模砂工藝、呋喃樹脂砂工藝以及V 法造型工藝等,在澆注過程中會產生氣體,需要有較好的排氣系統,避免氣孔缺陷。心盤部位冒口多為明冒口,在補縮鑄件的同時起到排氣作用。搖枕斜楔檔頂部處于澆注位置較高的平面,該部位相對較厚,易產生縮孔和嗆火缺陷,該部位應設置冒口,冒口采用明冒口或帶排氣的暗冒口,可設置帶易割片的發熱保溫冒口。
3.2.3 冷鐵和鑄筋
冷鐵與澆冒口配合應用,控制引導鑄件局部同時凝固和冒口區域的順序凝固,防止鑄件產生縮孔、疏松、裂紋等缺陷。冷鐵分為外冷鐵和內冷鐵兩種,K6 搖枕只使用外冷鐵。搖枕外冷鐵采用圓鋼和隨形外冷鐵較多,一般在圓角半徑不大于R15 mm時多采用圓鋼外冷鐵,圓角半徑大于R15 mm 時多采用成形外冷鐵,冷鐵厚度一般以壁厚的0.8 左右為宜。
鑄筋可防止鑄件產生裂紋、變形缺陷。搖枕的內腔拐角部位容易產生熱裂紋,除局部采用冷鐵等措施外一般都要設置防裂筋。搖枕壁厚一般在16 mm~30 mm 之間,防裂筋的厚度選取一般在6 mm左右,防裂筋根部設置合理的過渡圓角。
3.3 效果驗證
通過以上工藝方案確定后,將重要承載部位放在澆注下型,上型使用冒口進行補縮,搖枕密實度從根本上得到保證;通過冷鐵和冒口控制鋼水凝固過程,同時合理設置鑄筋,防止了慣性缺陷的產生,產品質量得到了提高。目前,工藝設想已經應用于實際生產,經射線探傷、超聲波探傷、解剖三種主要檢測手段進行檢驗,滿足搖枕內部密實度的要求,并通過了CRCC 產品鑒定,在我廠已經實現批量生產。
對K6 搖枕做了射線檢測,滿足TB/T3105.1《鐵道貨車鑄鋼搖枕、側架無損檢測第一部分:射線照相檢驗》[4],檢測圖片如圖5 所示。
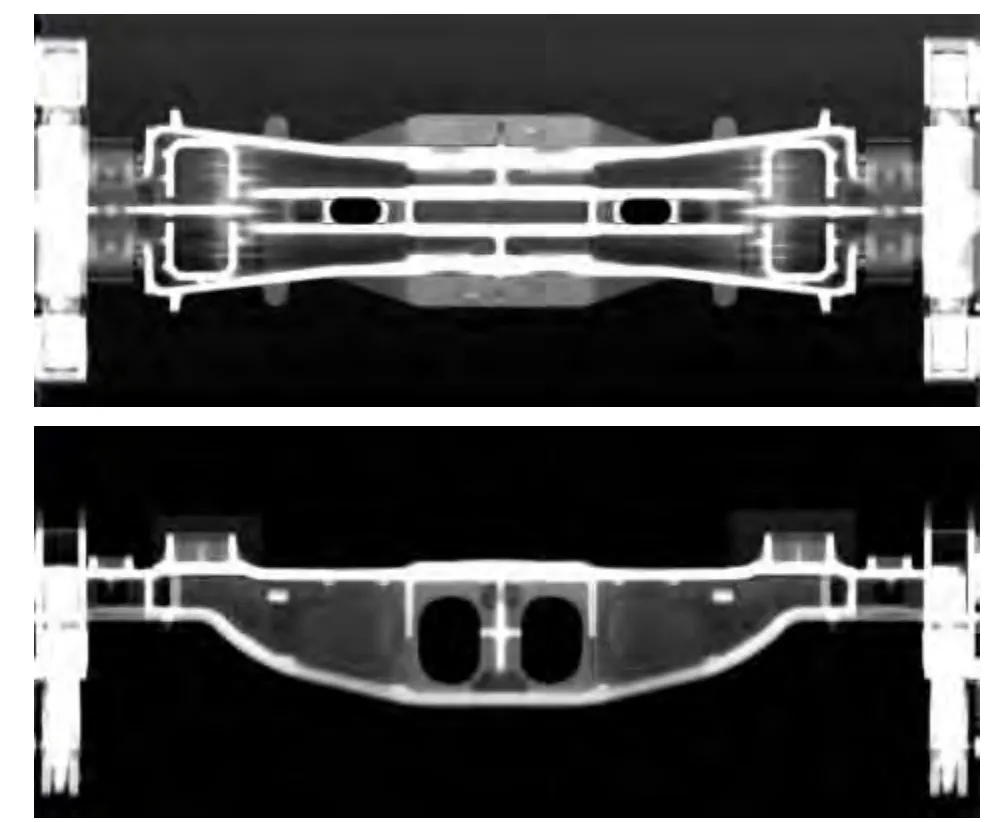
圖5 搖枕射線檢測圖片
超聲波在工件內傳播將會產生反射和衰減現象,當工件內部存在缺陷時,缺陷部位將會反射聲波,形成缺陷波顯示,縮松缺陷的反射波,如圖6 所示。當工件內沒有缺陷時,探傷儀示波屏上將只有界面波和底波,并且底波高度正常。經過檢測,目前工藝方案的搖枕超聲波檢測結果合格。
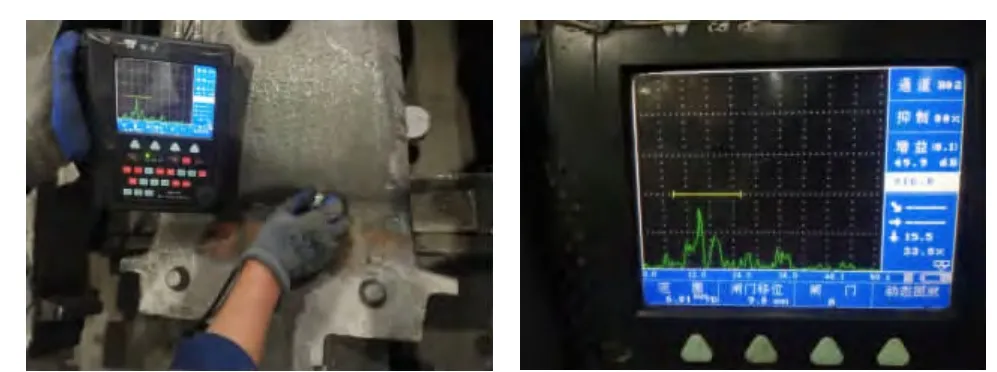
圖6 縮松缺陷的反射波示意圖
對搖枕關鍵部位解剖并對剖面進行判定,滿足TB/T3012-2016《鐵道貨車鑄鋼搖枕、側架》[3]對內部密實度要求,如圖7 所示。

圖7 解剖剖面判斷圖
4 結論
通過分析結構,確定搖枕關鍵承載部位,為鑄造工藝的確定提供參考,以保證搖枕足夠的強度;通過對搖枕澆注位置及分型面分析、冒口設計、冷鐵和鑄筋設置情況等方面進行工藝選擇;通過三種檢測方法對搖枕內部密實度進行全面檢測,證明目前選擇的工藝能保證搖枕內部密實度,可保證產品內部質量和使用性能。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
