鋼筋籠滾焊機(jī)在大型地鐵場段施工中的應(yīng)用
2021-12-24 07:05:22林俊煌
工程建設(shè)與設(shè)計(jì) 2021年21期
林俊煌
(中交四航局第五工程有限公司,福州350008)
1 引言
目前,國內(nèi)樁基灌注樁鋼筋籠加工常選用人工擇取放樣并成型的施工工藝。該工藝投入人員多、勞動(dòng)強(qiáng)度高、機(jī)械化率低,而且加工質(zhì)量受人員操作技能水平影響大,主筋、螺旋筋間距不規(guī)范,垂直度難以控制等質(zhì)量問題突出。福州地鐵4號(hào)線車輛段前期征拆交地遲、業(yè)主工期要求緊;且作為帶上蓋物業(yè)開發(fā)項(xiàng)目施工的車輛段工程,蓋下樁基礎(chǔ)工程數(shù)量大(7 071根)及樁基整體質(zhì)量要求高。因此,普及標(biāo)準(zhǔn)化和機(jī)械化程度,滿足高質(zhì)量及高項(xiàng)目品質(zhì)追求,提高灌注樁施工效率及施工質(zhì)量,以保證大型軌道交通場段施工需要,成為一個(gè)亟待解決的難點(diǎn)。
2 工程概況
福州地鐵4號(hào)線車輛段建筑樁基礎(chǔ)為鉆孔灌注樁基礎(chǔ),總計(jì)7 071根。灌注樁樁徑主要包括φ800 mm、φ1 000 mm、φ1 200 mm 3種類型,樁長19~67 m,主筋應(yīng)有70 mm厚度混凝土保護(hù)層。鋼筋籠骨架縱筋采用18~30根、鋼筋等級(jí)HRB400、直徑分別為20 mm、22 mm、25 mm,采用焊接的連接方式,鋼筋的接頭長度和位置須滿足規(guī)范要求。鋼筋籠外側(cè)根據(jù)設(shè)計(jì)要求設(shè)置螺旋箍[鋼筋籠上方5d(d為鋼筋直徑)長度區(qū)域螺旋箍間距10 cm,其余間距20 cm,鋼筋型號(hào)HPB300φ10 mm],在鋼筋籠內(nèi)側(cè)每隔2 m設(shè)置1道HRB400 φ16 mm和HRB400φ20 mm的加勁箍鋼筋;定位筋采用HPB300φ10 mm,每截面沿周長設(shè)置4個(gè),縱向間距為2 m。
3 鋼筋籠滾焊機(jī)
3.1 研究背景
以福州地鐵4號(hào)線第3標(biāo)段車輛段工程為依托,針對(duì)地鐵項(xiàng)目標(biāo)準(zhǔn)化、機(jī)械化要求程度高,項(xiàng)目定位優(yōu)及灌注樁要求施工工期短、質(zhì)量要求高的工程特點(diǎn),在參閱國內(nèi)外先進(jìn)工藝技術(shù)及設(shè)備資料的基礎(chǔ)上,項(xiàng)目部通過引用鋼筋籠滾焊機(jī),提升了鋼筋籠施工效率及質(zhì)量,使施工節(jié)點(diǎn)按期完成。
3.2 工藝原理
采用數(shù)控滾焊一體機(jī),主筋間距由機(jī)械旋轉(zhuǎn)盤上的等間距圓孔自動(dòng)設(shè)置,箍筋間距則是通過動(dòng)力驅(qū)動(dòng)機(jī)構(gòu),由移動(dòng)旋轉(zhuǎn)盤行走速度及移動(dòng)旋轉(zhuǎn)盤、固定旋轉(zhuǎn)盤的旋轉(zhuǎn)速度決定,自動(dòng)盤圓調(diào)直、纏繞成型,且同步進(jìn)行焊接形成成品鋼筋籠。鋼筋籠數(shù)控滾焊機(jī)構(gòu)造如圖1所示。
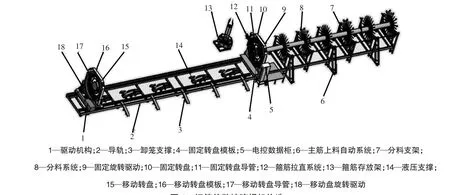
圖1 鋼筋籠數(shù)控滾焊機(jī)構(gòu)造
3.3 施工工藝要點(diǎn)
3.3.1 灌注樁鋼筋籠加工場地建設(shè)
灌注樁鋼筋籠加工場地宜采用封閉式鋼結(jié)構(gòu)廠房,合理規(guī)劃滾焊機(jī)位置,確保鋼筋原材和成品鋼筋籠的運(yùn)輸?shù)取Mǔ鰞?nèi)劃分為4個(gè)區(qū)域:(1)加工設(shè)備區(qū);(2)鋼筋原料堆放區(qū);(3)箍筋存放區(qū);(4)成品鋼筋籠儲(chǔ)存區(qū)。
3.3.2 滾焊機(jī)安裝及調(diào)試
滾焊機(jī)安裝前應(yīng)確保基底平整度,滿足鋼筋籠施工質(zhì)量要求;正式啟用前根據(jù)鋼筋籠設(shè)計(jì)數(shù)據(jù)調(diào)整各項(xiàng)參數(shù)。
3.3.3 施工工藝流程
鋼筋籠滾焊機(jī)制作工藝流程具體為:上料→安裝、固定主筋→螺旋箍筋端部與主筋焊接→終止焊接→切斷螺旋箍筋→分離固定盤→松筋→分離移動(dòng)盤→降下液壓支撐及卸籠→移動(dòng)盤歸位。
3.3.4 灌注樁鋼筋籠滾焊施工
在該環(huán)節(jié),需注意的施工要點(diǎn)包括以下4方面:
1)準(zhǔn)備工作包括材料送檢及設(shè)備機(jī)具報(bào)驗(yàn),現(xiàn)場技術(shù)人員和作業(yè)人員安全技術(shù)交底等。
2)正式施工前,應(yīng)先組織典型施工或試驗(yàn)段施工,對(duì)采用滾焊機(jī)制作鋼筋籠直徑、主筋間距及箍筋間距等通過試驗(yàn)檢查施工質(zhì)量,以指導(dǎo)后續(xù)施工。
3)典型施工或試驗(yàn)段灌注樁鋼筋籠滾焊施工具體要求:(1)箍筋通過調(diào)直機(jī)在主筋連續(xù)纏繞,并與主筋采用二氧化碳保護(hù)焊進(jìn)行焊接;(2)對(duì)灌注樁鋼筋籠滾焊成型質(zhì)量檢查,需滿足設(shè)計(jì)及規(guī)范要求,即直徑及主筋間距在±10 mm以內(nèi)和箍筋間距在±20 mm以內(nèi)。
4)灌注樁鋼筋籠滾焊施工時(shí)將加勁箍筋安設(shè)到鋼筋籠主筋內(nèi)側(cè)并點(diǎn)焊牢固,形成加勁箍筋、箍筋與主筋的全點(diǎn)焊連接[1]。
3.4 同類型工藝方案對(duì)比
滾焊機(jī)制作鋼筋籠與傳統(tǒng)人工加工鋼筋籠對(duì)比具有明顯優(yōu)勢,優(yōu)缺點(diǎn)對(duì)比見表1。
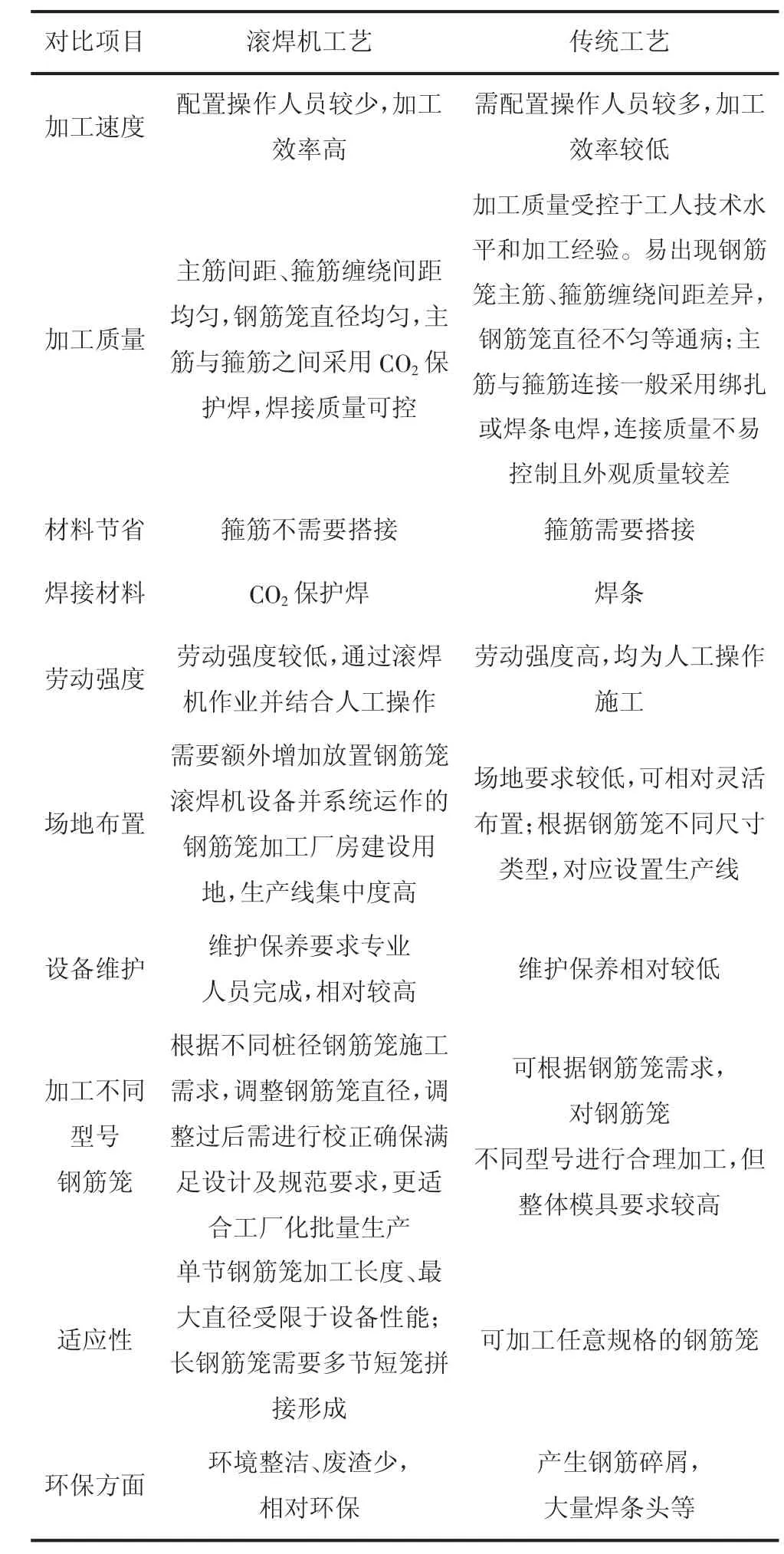
表1 滾焊機(jī)制作鋼筋籠與人工加工鋼筋籠優(yōu)缺點(diǎn)對(duì)比
1)標(biāo)準(zhǔn)化程度高。鋼筋籠滾焊機(jī)加工鋼筋籠需配套行吊并在封閉式鋼結(jié)構(gòu)加工場進(jìn)行加工,有利于項(xiàng)目標(biāo)準(zhǔn)化建設(shè)和企業(yè)形象,提升安全環(huán)保水平。
2)自動(dòng)化水平與工效高。采用數(shù)控進(jìn)行主筋自動(dòng)定位、盤圓調(diào)直、箍筋自動(dòng)纏繞整體成型,整體操作簡單,且加工效率是人工加工的1.5~2倍。
3)加工質(zhì)量高。鋼筋籠主筋及纏繞筋加工纏繞緊密且間距均勻,鋼筋籠同心度標(biāo)準(zhǔn)高;采用CO2保護(hù)焊焊接主筋與箍筋,焊接質(zhì)量高。
4)節(jié)省材料。箍筋不需搭接,較傳統(tǒng)人工制作節(jié)省鋼筋。主筋均勻分布,間距標(biāo)準(zhǔn),多節(jié)鋼筋籠搭接準(zhǔn)確、高效,節(jié)省吊裝對(duì)接時(shí)間。
5)適用性強(qiáng)。通過操作臺(tái)設(shè)定可任意調(diào)整焊接速度、纏繞筋間距、根數(shù),操作簡單。
6)滾焊機(jī)制作鋼筋籠,需配套標(biāo)準(zhǔn)化鋼筋加工場及行車門吊,標(biāo)準(zhǔn)化鋼筋加工場前期建設(shè)及設(shè)備投入費(fèi)用較大,前期投入成本較高。
7)在施工過程中,對(duì)滾焊機(jī)制作鋼筋籠實(shí)際功效進(jìn)行全程跟蹤記錄。從鋼筋上料至鋼筋籠焊接完畢,整個(gè)過程中的用時(shí)、人力使用情況等進(jìn)行統(tǒng)計(jì)分析(見表2)。
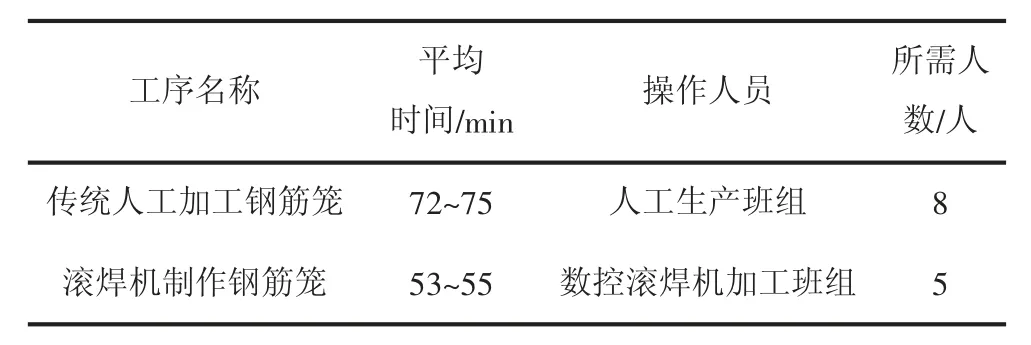
表2 人工生產(chǎn)與滾焊機(jī)制作鋼筋籠功效記錄
根據(jù)表2數(shù)據(jù)分析可知,與傳統(tǒng)人工加工相比,滾焊機(jī)制作鋼筋籠自動(dòng)化程度明顯提高,滾焊機(jī)效率是人工加工的1.5~2倍,滾焊制作緊湊、高效。
4 結(jié)語
住房和城鄉(xiāng)建設(shè)部發(fā)布的《建筑業(yè)10項(xiàng)新技術(shù)》(建質(zhì)函〔2017〕268號(hào))中鋼筋籠滾焊機(jī)為其中一項(xiàng),福州地鐵4號(hào)線車輛段項(xiàng)目部積極采用、全面提升項(xiàng)目技術(shù)水平,并結(jié)合自身工程特點(diǎn),對(duì)灌注樁鋼筋籠采用滾焊機(jī)制作。實(shí)踐證明,采用滾焊機(jī)后施工質(zhì)量、進(jìn)度、經(jīng)濟(jì)等方面得到大幅提升,后續(xù)類似工程施工可參考運(yùn)用。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26
河南電力(2016年5期)2016-02-06 02:11:34
