數控車加工螺紋的工藝分析
2021-12-23 19:42:09李雅昔
機電信息 2021年30期
關鍵詞:數控車床
摘 要:隨著我國數控技術的快速發展,螺紋加工作為數控車床的主要功能之一,在生產加工中也得到了廣泛應用。不同數控系統中提供的螺紋加工指令在編寫程序、加工效率、加工精度等方面具有各自的特點,針對不同的加工要求,需進行合理選擇。現以華中世紀星(HNC-21T)系統為例,從尺寸確定、主軸轉速、刀具裝夾、進刀方式等方面對數控車削螺紋的方法進行分析。
關鍵詞:數控車床;螺紋加工;工藝特點
0 ? ?引言
螺紋不但具有連接、緊固及調節功能,還可以用來傳遞動力,因此廣泛應用于各種機械結構。雖然加工螺紋的方法很多,但車削加工仍占據很大的比例。與普通車床相比,使用數控車床加工螺紋,其加工精度、生產效率更高,但要車削加工出高質量的螺紋,還應注意以下幾個問題。
1 ? ?相關尺寸的計算方法
使用數控車床加工普通螺紋時,需確定的相關尺寸[1]有加工外螺紋前的光桿尺寸、加工內螺紋前的底孔尺寸等,其計算方法如下:
1.1 ? ?加工外螺紋前的光桿直徑的計算方法
在車削外螺紋時,若工件材質為塑性材料,在螺紋車削過程中受到車刀的擠壓,會導致螺紋的大徑尺寸脹大,因此在車削外螺紋前的光桿直徑應比螺紋的公稱直徑略小,一般取:光桿直徑=螺紋公稱直徑-(0.1~0.13)P,其中P為螺紋螺距。
1.2 ? ?加工內螺紋前的底孔直徑的計算方法
在車削內螺紋時,同樣由于底孔在車削過程中受到車刀的擠壓,會導致底孔直徑縮小,因此在車削內螺紋前的底孔直徑應比螺紋小徑略大,一般取:
(1)工件為塑性材料時:底孔直徑=公稱直徑-P;
(2)工件為脆性材料時:底孔直徑=公稱直徑-(1.05~1.1)P。
1.3 ? ?螺紋切削起始位置的確定方法
為避免出現螺紋“亂扣”[2]現象,在同一螺紋的切削過程中,螺紋切削起點的Z坐標應設定為固定值,同時Z坐標的設定還應考慮到引入距離。螺紋切削起點的X坐標應大于螺紋的公稱直徑。
(1)單線螺紋。螺紋切削一般為分層切削,為確保刀具每次分層切削時能切削到同一條螺紋上,需保證每次螺紋切削起點的Z坐標為同一坐標值。
(2)多線螺紋。華中系統采用圓周分度分線法,即保持各條螺紋切削起點的Z坐標不變,而改變螺紋切削起點在圓周的位置。雙線螺紋圓周方向每隔180°加工一條螺紋線,三線螺紋圓周方向每隔120°加工一條螺紋線,以此類推。
1.4 ? ?螺紋切削最終進刀位置的確定方法
螺紋刀在X方向的最終進刀位置取決于螺紋小徑,一般通過螺紋小徑=螺紋大徑-1.3P來計算,也可通過螺紋分刀表來確定。
1.5 ? ?引入/引出距離
伺服系統具有滯后性,在加工螺紋時,螺紋切削起始位置會出現“超前”現象,而螺紋切削終了位置會出現“滯后”[3]現象,導致所加工螺紋兩端的螺距與加工要求不符,因此在螺紋切削起始位置應考慮刀具的引入距離δ1,在螺紋切削終了位置應考慮刀具的引出距離δ2。一般取δ1=1.5P,δ2=P;也可取經驗值:δ1為2~5 mm,δ2為δ1的一半。對具有退刀槽結構的螺紋,δ2一般可取退刀槽寬度的一半。
2 ? ?主軸轉速
在進行螺紋切削時,由于切削力較大,故車削螺紋時的轉速不宜過高,大多數經濟數控車床車削螺紋的主軸轉速[4]可依據n<1 200/P-K來確定,其中K為保險系數,一般取80。同時,為保證螺距的精度,需保證主軸轉速恒定,故不能采用G96恒線速度指令。
3 ? ?螺紋刀的安裝要求
(1)螺紋刀的刀尖需與車床主軸軸線等高。若螺紋刀安裝過高,當切削到一定深度時,刀具的后刀面會頂住工件,導致摩擦力增大,造成工件彎曲,甚至出現“扎刀”現象;若螺紋刀安裝過低,則不利于切屑的排出。
(2)螺紋刀刀尖角的對稱中心線必須與工件軸線垂直,否則將會導致螺紋牙型不正確。在安裝螺紋刀時,可借助對刀樣板來校正。
(3)螺紋刀的刀頭伸出長度不能過長,一般約為刀桿厚度的1.5倍。若刀頭伸出長度過長,則在加工過程中刀桿的顫動會導致螺紋表面粗糙度較差。
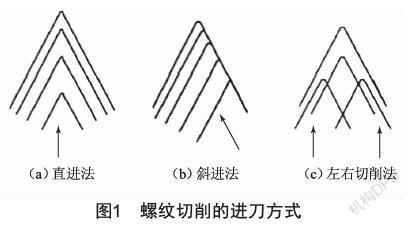
4 ? ?螺紋切削的進刀方式
數控車床加工螺紋時,刀具有3種進刀方式[5]:直進法、斜進法和左右切削法(圖1)。
4.1 ? ?直進法
采用直進法加工普通螺紋時,螺紋刀沿X軸方向(橫向)間歇進給至牙深處。在切削過程中,螺紋刀的兩個切削刃始終參與切削,導致切削力較大,排屑困難,散熱條件差,車刀容易磨損。當進刀量過大時,還可能產生“扎刀”現象,甚至折斷刀具。因此,只有在刀具材料質量較好且螺距較小(一般為螺距P≤3 mm)的情況下,才能采用直進法(G32或G82指令)進行加工。
4.2 ? ?斜進法
采用斜進法加工普通螺紋時,螺紋刀沿牙型角方向斜向間歇進給至牙深處。此時,因螺紋刀始終只有一個側刃參與切削,排屑比較順利,但刀具受力不平衡,導致主軸轉速不能提高,工件易發生顫動,尤其是在進行最后一次切削時,吃刀量較大,易產生毛刺。因此,斜進法適用于加工螺紋精度要求不高的工件,若加工的螺紋精度要求較高,在確保粗精車螺紋切削起始位置一致的條件下,可先采用G76進行粗車,再采用G32或G82完成精車,若粗精車螺紋切削起始位置不一致,則容易產生“亂扣”現象。
4.3 ? ?左右切削法
采用左右切削法加工普通螺紋時,在螺紋分層切削過程中,當每層螺紋切削行程終了后,下一層螺紋切削時螺紋刀不但要在X軸方向進給,還要沿Z軸方向朝左右兩側做微量“借刀”,這種進刀方式可提高牙型兩側的表面質量,由于數值計算量較大,常借助宏程序完成。
5 ? ?華中世紀星(HNC-21T)系統常用的3種螺紋加工指令
華中世紀星(HNC-21T)系統在進行螺紋加工時,常用以下3種方法:單行程螺紋切削指令G32、螺紋切削單一固定循環指令G82與螺紋切削復合循環指令G76。
5.1 ? ?單行程螺紋切削指令G32
指令格式:G32 X(U) ? ?Z(W) ? ?R ? ?E ? ?P ? ?F。
指令字說明:X、Z為螺紋有效終點的絕對坐標;U、W為螺紋有效終點相對于螺紋切削起點的增量坐標;R為螺紋切削在Z軸方向的退尾量;E為螺紋切削在X軸方向的退尾量;P為主軸基準脈沖距離螺紋切削起點的主軸轉角;F為螺紋導程。
G32指令可以用來加工圓錐螺紋、圓柱螺紋與端面螺紋,既可加工外螺紋,又可加工內螺紋。使用G32指令,在分層加工切削螺紋時,每層切削均需由X軸方向進刀(G00)、Z軸方向螺紋切削(G32)、X軸方向退刀(G00)與Z軸方向退刀(G00)4個程序段組成,因此使用G32指令編寫的程序段較多。
5.2 ? ?螺紋切削單一固定循環指令G82
指令格式:G82 X(U) ? ?Z(W) ? ?I ? ?R ? ?E ? ?C ? ?P ? ?F。
指令字說明:X(U)、Z(W)、R、E、F與G32指令中X(U)、Z(W)、R、E、F的含義相同;I為螺紋起點與螺紋終點的半徑差;C為螺紋頭數,單頭(線)螺紋取0或1;P:單頭螺紋切削時,為主軸基準脈沖處距離螺紋切削起點的主軸轉角(缺省值為0),多頭螺紋切削時,為相鄰螺紋頭的切削起始點之間對應的主軸轉角。
由于G82指令為固定循環指令,在分層加工切削螺紋時,每層切削僅需調用一次G82,即可包含使用G32指令時的4個程序段,因此可以簡化編程。
5.3 ? ?螺紋切削復合循環指令G76
指令格式:G76 C(c)R(r)E(e)A(α)X(x)Z(z)I(i)K(k)U(d)V(Δdmin)Q(Δd)P(p)F(l)。
指令字說明:x、z、i、F與G82指令中X、Z、I、F的含義相同;c為精加工次數;r為螺紋Z軸方向退尾量;e為螺紋X軸方向退尾量;α為刀尖角度,根據螺紋牙型一般在80°、60°、55°、30°、29°和0°六個角度中選取;k為螺紋高度(半徑量);Δdmin為最小切削深度(半徑量);Δd為第一次切削深度(半徑量);P為主軸基準脈沖處距離螺紋切削起始點的主軸轉角。
當加工導程較大的螺紋時,需要的切削循環次數更多,采用G32或G82編程將會變得非常煩瑣,而使用G76指令,僅需一條指令即可完成螺紋的分層切削。
6 ? ?結語
在加工螺紋時,只有通過正確的尺寸計算、合理選擇車刀并正確安裝、合理選取引入/引出距離、確定合理的主軸轉速,并根據工件材質、螺紋螺距與螺紋的精度要求等選擇合理的進刀方式,才能確保螺紋的加工質量。
[參考文獻]
[1] 冉啟芬,羅福,劉春蘭.數控車床螺紋切削三種方法分析與應用[J].數字技術與應用,2014(8):27-28.
[2] 張喆.數控車床在螺紋加工中的應用[J].中國西部科技,2009,8(5):28-29.
[3] 劉偉軍,馮玉霞.車削螺紋時常見故障分析及解決方法[J].山東工業技術,2019(4):21.
[4] 宋秀峰.數控車床螺紋加工的實用調節方法[J].價值工程,2019,38(10):133-135.
[5] 李雅昔,王宏斌,李曉莉.梯形螺紋分層切削宏程序編程方法[J].河北工業科技,2015,32(2):143-147.
收稿日期:2021-08-30
作者簡介:李雅昔(1975—),男,陜西渭南人,碩士研究生,副教授,研究方向:機械設計與制造。
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
