曲軸加工技術分析及優化
2021-12-23 19:27:09張彥崗李二紅張曉輝張倉平白澤兵
機電信息 2021年30期
張彥崗 李二紅 張曉輝 張倉平 白澤兵

摘 要:高性能中高速柴油機廣泛應用于船舶動力、發電領域。曲軸是柴油機的核心部件,因其形狀復雜、精度要求高,國內很多廠家很難對曲軸的加工精度和生產效率進行有效控制。曲軸的加工精度和生產效率取決于加工技術設計合理與否,尤其是曲軸熱處理會產生較大的應力及變形,并影響隨后的精磨,導致曲軸加工精度很難提高。基于此,針對某型號曲軸,詳細分析了關鍵機械加工工序及熱處理工序,找到了影響曲軸精度的關鍵因素,并對曲軸加工工藝進行了優化設計。
關鍵詞:曲軸;變形;控制;優化
0 ? ?引言
曲軸是柴油發動機中傳輸動力的核心部件。在柴油發動機的工作循環中,曲軸承受的載荷不斷變化,因此對曲軸的剛度、韌性、耐磨性、抗疲勞強度等要求很高[1]。
本文討論的某型號曲軸總長2 m,有8個連桿軸頸、9個主軸頸,主軸頸、連桿軸頸及其圓角采用中頻淬火強化。中頻淬火產生熱應力會引起曲軸變形,且其會一直影響到后續的磨削。
控制曲軸跳動是該曲軸的加工難點,本文根據該型號曲軸小批量加工全過程各工序的詳細數據,重點圍繞跳動控制進行詳細分析,找到影響跳動的主要因素,提出合理有效的措施,優化加工工藝。
該曲軸的主要加工工藝流程為:鍛造毛坯—調質—粗銑一—第一次高溫時效—粗銑二—第二次高溫時效—精銑—第三次高溫時效—粗磨—中頻淬火—修中心孔—精磨—拋光—探傷—清洗—最終檢驗。
1 ? ?影響曲軸精度的主要工序分析
1.1 ? ?鍛造毛坯
大功率柴油發動機的曲軸毛坯常用鍛件,根據各種鍛造工藝的特點,主要有墩鍛工藝、整體模鍛工藝。墩鍛工藝使用特制的工裝,在液壓機上通過逐拐變形實現曲軸鍛件逐拐的整體成型,最終獲得毛坯鍛件。而整體模鍛是采用整體鍛造模具,在液壓機上一次鍛造成型。
在加工工藝研究過程中,上述兩種狀態的毛坯都采用過。對比兩種狀態的毛坯,在后續機械加工及調質過程中發現,單拐墩鍛毛坯變形不規律,后續加工中很難消除其變形,粗銑后曲軸跳動依然很大,導致后續加工余量不足,無法繼續加工;而且該種鍛造工藝應力分布雜亂,在后續中頻淬火后,曲軸彎曲變形不規律,高點位置隨意,很難控制。因此該種狀態的毛坯不建議繼續使用。
整體模鍛件毛坯,整體余量均勻,應力分布較好。體現在后續加工中,每次粗銑后,零件跳動較小,在0.4~1 mm之間,而且經過高溫時效后還會減小,通過跟蹤小批次曲軸的加工情況可知,變形比較穩定。因此后續加工中建議使用整體模鍛件毛坯。
1.2 ? ?調質
零件整體調質,硬度302HB~363HB,抗拉強度980~1 180 MPa。曲軸調質有兩種方式:第一種是井式爐加熱,零件豎直吊裝入液淬火;第二種是箱式爐水平放置加熱,零件水平放置入液淬火。
比較兩種熱處理方式,在后續機械加工中發現,采用第二種調質方式的零件彎曲變形較大,而且經過粗銑一消除變形后,經過第一次高溫時效,零件跳動依然會很大;經過粗加工消除跳動后,在中頻淬火時其跳動依然會很大且不容易控制。而采用第一種調質方式的零件在后續加工中其變形非常規律且容易控制,能夠滿足后續粗精銑、中頻淬火、粗精磨工序要求。
1.3 ? ?粗銑一
曲軸調質后進行第一次粗銑,粗銑主軸頸、連桿軸頸、曲臂,此工序使用曲軸內銑機床。此工序為毛坯鍛造后第一次粗加工,切削余量大且不均勻(主軸頸及連桿軸頸單邊銑削余量4 mm),切削過程中振動較大;毛坯經過畫線工序,導致余量不均勻,甚至局部有毛坯面加工不出來,加工完成后,零件跳動在1~2 mm。粗銑完零件會產生較大的殘余切削應力,因此對其進行高溫時效處理,以消除殘余切削應力[2]。
1.4 ? ?第一次高溫時效
粗銑加工后,曲軸的組織內部會產生切削殘余應力,因此曲軸在粗加工后,需進行去應力處理。此工序采用箱式爐高溫回火,溫度550 ℃,保溫5 h,曲軸放在專用回火夾具中,水平放置,高點向上,隨爐冷卻至室溫。高溫回火后,曲軸跳動將減小0.1~0.5 mm。可以看出,高溫時效處理能有效減小加工過程中產生的切削應力。
1.5 ? ?粗銑二
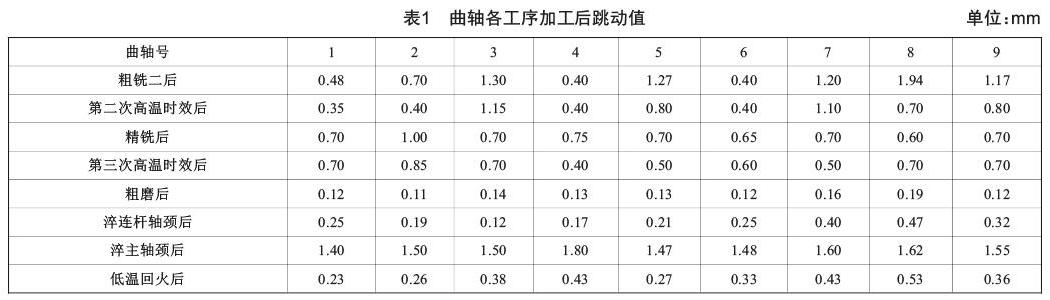
曲軸第二次粗銑,此工序去除了主軸頸及連桿軸頸單邊加工余量4 mm,由于已進行了一次銑削加工,此工序加工余量相對均勻,切削狀態良好。此工序仍然采用曲軸內銑設備。零件加工完成后,其跳動值在0.4~1.94 mm,比一次粗銑后明顯降低,具體如表1所示。
1.6 ? ?第二次高溫時效
由于粗銑二去除了較大的余量,因此對曲軸進行二次高溫時效。參數及方式與第一次高溫時效相同。高溫時效后曲軸跳動將減小(表1),減小量最大為1.24 mm,可以看出,高溫回火能有效減小加工過程中產生的切削應力。
1.7 ? ?精銑
精銑曲軸,主軸頸單邊余量3 mm,連桿軸頸單邊余量2.5 mm。此工序仍然采用曲軸內銑設備。該工序零件加工完成后,曲軸各開檔直線尺寸已到成品尺寸,軸肩留余量進行后續磨削加工。加工完成后其跳動均小于1 mm,比粗銑有所減小(表1)。
1.8 ? ?第三次高溫時效
曲軸精銑后為減小切削殘余應力,進行第三次高溫時效,參數與方式同前兩次,高溫時效后跳動減小(表1),最大減小量達到0.35 mm,說明本次高溫時效可以減小應力,但減小幅度沒有前兩次大。
1.9 ? ?粗磨
粗磨主軸頸及連桿軸頸,磨削余量單邊0.85 mm,所用設備為曲軸磨床,主軸頸與連桿軸頸一次裝夾磨削,能夠很好地保證尺寸的一致性,磨削完成后曲軸最大跳動如表1所示。
1.10 ? ?中頻淬火
淬火在中頻感應淬火機床上進行,三爪卡盤夾緊自由端,三爪卡盤與傳動軸浮動連接,只起到傳遞扭矩的作用,曲軸在自由狀態下進行中頻感應淬火。由于圓角部位的淬火,曲軸變形較大,達到1 mm以上,這個變形量不能滿足工藝要求。之后設計專用夾具,調整電壓、功率、加熱時間等參數,同時確定先對連桿軸頸淬火,再對主軸頸淬火,通過一系列的多次試驗,最終有效減小了曲軸在淬火過程中的變形。中頻淬火后,檢測曲軸直線尺寸,發現曲軸長度縮短了0.6~1.3 mm。
連桿軸頸淬火,淬火順序為先中間后兩邊,感應器依次對各連桿軸頸進行淬火。淬火時使用專用工裝,能夠對各軸頸進行壓緊,由于相位的不同,根據理論推算,具體淬火時壓緊相應的軸頸,能夠有效減小曲軸變形,淬火后曲軸跳動如表1所示。
主軸頸淬火,感應器依次對各主軸頸進行淬火。根據理論推算,淬火時壓緊相應的軸頸,能夠有效降低曲軸變形,淬火后曲軸跳動如表1所示。
主軸頸淬火后回火,回火采用專用工裝支撐,曲軸水平放置。
1.11 ? ?修中心孔
淬火后曲軸變形,影響后續磨削加工,需要修正中心孔。原先中心孔在普通車床加工,由于效果較差,經過分析,針對每一根曲軸淬火后跳動情況,進行精確測量,找到相應高點位置,通過計算,找到最佳位置,在加工中心上修正中心孔。修正后,曲軸跳動值≤0.4 mm,滿足后續磨削加工要求。
1.12 ? ?精磨
磨削主軸頸和連桿軸頸,設備采用曲軸磨床,直徑磨削余量0.8 mm。本次磨削后,曲軸跳動0.05~0.10 mm,工藝要求為0.05 mm,因此不能夠完全滿足工藝要求。之后進行多次調整,改變磨削順序、多次磨削、優化磨削參數,反復試驗,最后保證了曲軸跳動能夠滿足圖樣要求[3]。
2 ? ?曲軸加工工藝優化對策
根據上述對曲軸加工關鍵工序的工藝分析,對以下工序進行優化改進:(1)毛坯選擇模鍛件;(2)調質過程采用井式爐加熱,垂直入液;(3)粗銑切削余量大,變形嚴重,應采取多次銑削方式減小切削應力;(4)中頻淬火由于操作比較復雜,注意的事項較多,因此通過試驗驗證形成了作業指導書;(5)中頻淬火雖然采取了各種措施,但變形依然較大,因此中頻淬火后重新修正中心孔以保證滿足后續加工要求;(6)中頻淬火后長度縮短,在精銑工序進行長度補償。
曲軸加工工藝優化對策具體如表2所示。
3 ? ?結語
中高速柴油機的曲軸加工過程非常復雜,加工技術要求較高,必須同時考慮毛坯、熱處理、機械加工等每個加工單元的特定條件并使用先進的加工技術。本文主要關注了某型號曲軸,采用中頻淬火強化,在加工過程中控制其變形;在對各個加工環節進行詳細的工藝分析的基礎上,對其進行了改進優化。今后需要進一步針對不同技術要求的曲軸,研究其整體的工藝方案,以逐步提高曲軸的加工工藝水平。
[參考文獻]
[1] 任國光.曲軸加工工藝分析[J].科技信息,2009(28):99-100.
[2] 叢明.中速柴油機鍛鋼曲軸連桿頸加工關鍵工藝研究[D].大連:大連理工大學,2017.
[3] 鐘希圣.國內外曲軸磨床及磨削生產線[J].機械工藝師,1992(9):24-26.
收稿日期:2021-08-23
作者簡介:張彥崗(1980—),男,山西大同人,工程師,研究方向:柴油機制造工藝技術。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
科技視界(2016年21期)2016-10-17 17:06:18
大眾理財顧問(2016年9期)2016-10-11 17:10:17
