風電機組葉片氣動不平衡 造成的風機振動問題分析
2021-12-21 07:12:18白金亮吳士華莊勇車成雨
中國設備工程 2021年23期
白金亮,吳士華,莊勇,車成雨
(國能思達科技有限公司,北京 100039)
1 引言
近幾年,無論陸上機組還是海上風力發電機組,單機額定功率越來越大,塔筒越來越高,葉片越來越長。這種大機組振動問題頻發且不易根除,而且無論哪種振動問題,如果不徹底解決,不僅影響機組壽命甚至可能造成災難性的事故,這引起了風電行業的廣泛關注。因此,風電場技術人員必須第一時間對機組振動問題進行深入分析,徹底解決,保證機組安全穩定運行。其中葉片不平衡是引發機組振動的主要原因之一,葉片不平衡分為氣動不平衡和質量不平衡2種類型。下面重點對葉片氣動不平衡振動問題進行分析。
2 葉片氣動不平衡原因分析
葉片氣動不平衡的主要原因是葉片0度角發生偏差,葉片0度角偏差產生的原因主要包括3種。
2.1 工廠制造問題
葉片生產制造和輪轂機械部件組裝大部分是人工操作,在作業過程中難免出現失誤,造成產品偏差。
(1)葉片生產制造誤差:葉片出廠前需要標定0度位置,生產過程中在葉片合模后需要使用螺孔定位工裝在葉片根部定位螺栓孔位置再進行加工,然后根據螺栓孔或螺孔定位工裝確定葉片0度位置。在多次調整定位標準或者存在交叉作業情況下,難免將0刻度標尺安裝錯位。或者存在0刻度標尺脫落情況,在復裝時未進行0度位置確認導致安裝錯位。
(2)變槳執行機構誤差:電變槳風機葉片角度定位通過槳葉角度傳感器和變槳電機絕對值編碼器實現的。角度傳感器在安裝過程中可能出現錯位,導致葉片角度出現偏差。而利用絕對值編碼器計算變槳角度時需要變槳減速器傳動比值,由于減速器實際輸出值與設計值存在誤差,同時減速器與變槳軸承嚙合側隙較大,在運行過程中累計誤差,從而出現0度角偏差,造成葉片角度不統一。
2.2 吊裝現場葉片安裝問題
(1)風機安裝都是由施工隊完成,施工過程環境復雜,操作不方便,在組裝葉片時未確定好葉片0度位置,即將葉片與輪轂連接完成,葉片安裝錯位導致葉片0度角位置偏差。
(2)風機調試前要進行葉片0度角校準,通過變槳系統手動操作轉動葉片角度使葉片0度標尺和輪轂0度指示標對齊,實際操作中往往存在葉片0度標尺或輪轂0度指示標位置不準確的情況,或者在校準過程中視覺產生誤差,容易造成葉片0度不統一。
2.3 葉片狀態改變
葉片表面發生過損壞進行維修,維修過程中會對表面重新處理,或者葉片表面有嚴重污染,這樣會導致葉片外表面狀態改變,造成3個葉片氣動外形不統一,此時葉片0度角也會隨之改變,如果不進行精確測量調整,則會出現葉片0度角偏差。
3 氣動不平衡引發的風機振動
葉片在制造、安裝以及運行過程中產生0度角偏差不可避免,葉片氣動力不平衡也不可能完全消失。標準規定葉片0度角偏差小于±0.3度為正常,當其超過標準規定值后,對風機載荷、振動、發電量都會產生較大影響。
當機組某一葉片0度角出現偏差,攻角會發生改變,葉片推力隨之變化,3支葉片力矩不再平衡,發生葉片氣動力不平衡現象,從而導致風機葉輪在運行過程中產生額外的傾覆力矩,該力矩作用在風機塔筒上,使得機組受到沖擊從而引發機艙振動以及塔筒晃動。振動增大會導致傳動鏈前后竄動,機艙產生點頭現象。對機組壽命和穩定運行影響非常大,所以針對機艙問題必須及時處理。
4 案例分析
某風場1.5MW機組在運行過程中出現偏航異響,機艙振動等異常情況,在大風高速運行狀況下振動加劇,同時風機塔筒出現明顯晃動。采集槳葉位置0度保持不變及發電機轉速在1760~1800轉/分之間的運行數據進行分析,此階段發電機轉速波動的一倍頻(基頻)是0.293,見圖1 。
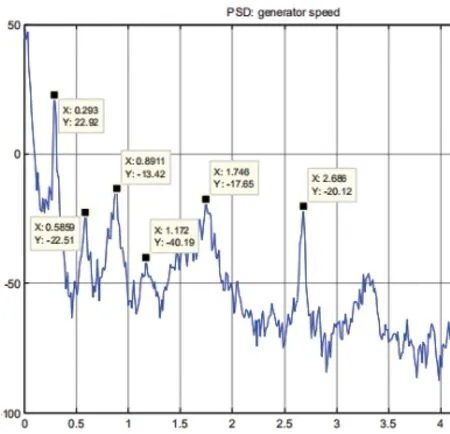
圖1 發電機轉速頻譜
從圖2中可以看出轉子波動頻率為0.2917,與發電機轉速波動一倍頻0.293接近,可認為機艙振動與發電機轉速波動一致。在圖3和圖4 中X軸方向與Y軸方向的加速度振動頻率也是0.2917,與發電機轉速波動一倍頻以及轉子波動頻率一致,機組振動排除共振的可能。可以判斷是由于外部力量造成的振動,而且可以推斷振動能量來源是基頻為周期運行的設備,比如葉輪或主軸等設備。
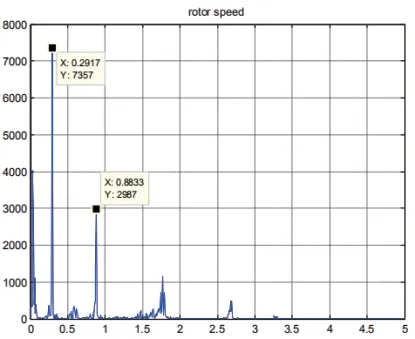
圖2 轉子波動頻譜
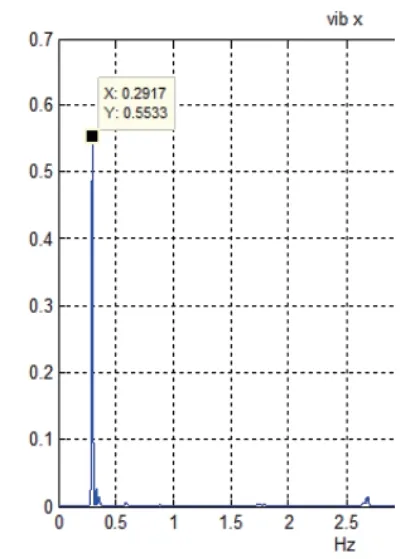
圖3 X軸方向振動加速度
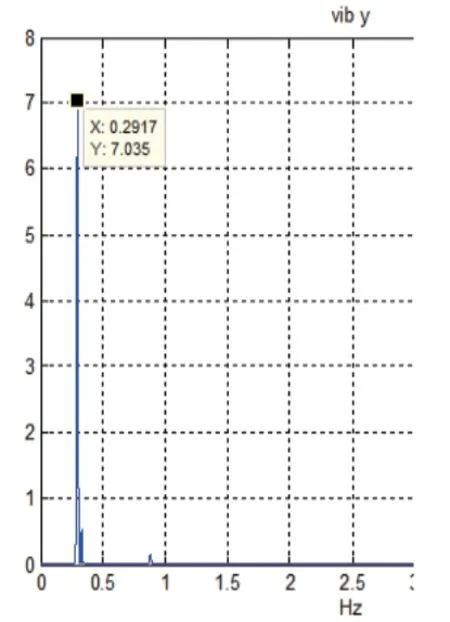
圖4 Y軸方向振動加速度
對機組振動數據分析發現,X軸和Y軸方向振動加速度波形周期相同,相位略有差異。圖5中紅色波形為Y軸方向振動幅值,藍色波形為X軸方向幅值,可以明顯看出Y軸方向的幅值大于X軸方向的幅值。由此可以推斷,機艙前后方向振動幅值明顯大于左右方向,也就是機艙點頭現象,也能判斷出振動能量來源于葉輪或主軸等設備。
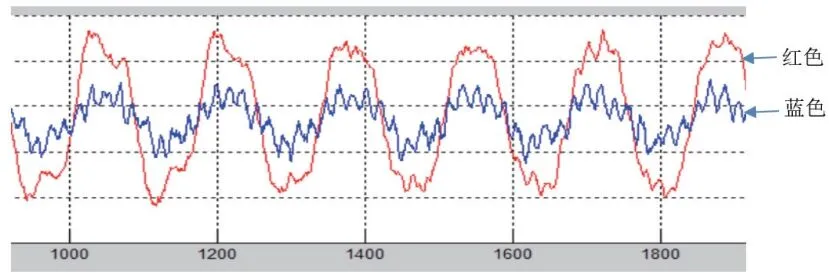
圖5 機組實際振動數據 紅色Y軸方向、藍色X軸方向
依據技術數據分析結果對該機組的主軸、齒輪箱、偏航和葉輪等設備進行檢查,未發現異常。依據經驗初步懷疑是葉片角度出現異常,利用專業軟件對葉片角度偏差6度和7度(大概1個螺栓間距)進行仿真,數據分析如圖6、圖7、圖8。
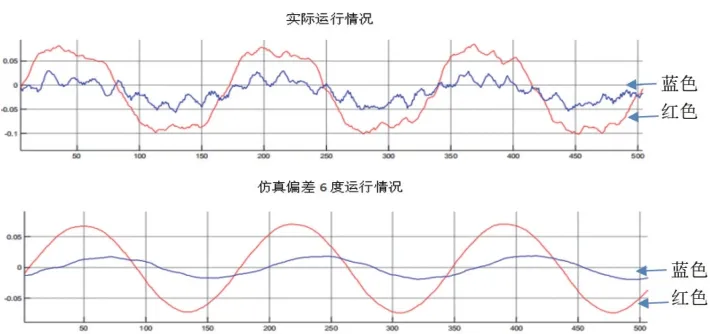
圖6 葉片角度偏差6度波形圖,紅色Y軸方向、藍色X軸方向
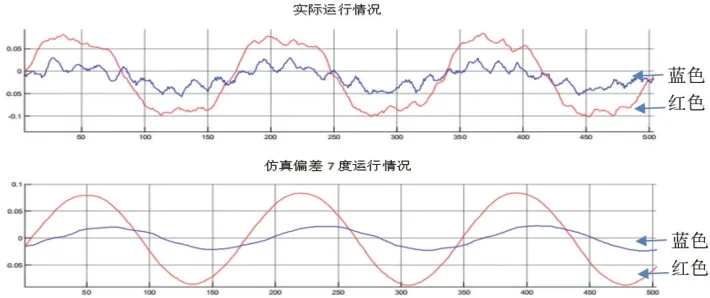
圖7 葉片角度偏差7度波形圖,紅色Y軸方向、藍色X軸方向
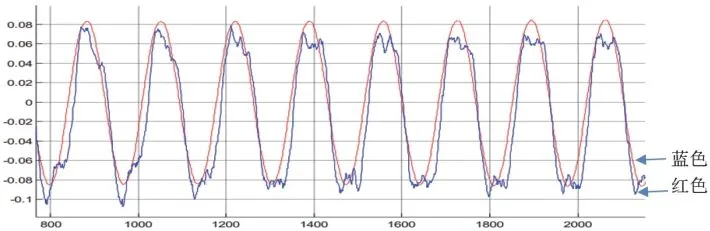
圖8 葉片角度偏差7度時Y軸方向波形 紅色時仿真數據、藍色是實際數據
通過仿真數據與實際運行數據對比發現,葉片角度在偏差6度和7度時,機艙在X軸和Y軸方向的振動情況與仿真結果基本一致,如圖6和圖7。圖8 中葉片角度偏差7度時單獨對Y軸方向仿真數據和實際運行數據進行對比,發現波形完全一致。說明葉片角度偏差一個螺栓間距時實際的振動情況與仿真數據一致。
根據仿真結果再次對葉片角度以及0度標尺進行確認,最終確定是一支葉片0刻度標尺安裝位置偏差10CM(約7度),造成葉片0度角偏差從而導致葉片氣動不平衡,經過調整機組恢復正常。
5 結語
本文針對葉片氣動不平衡造成的機艙振動進行了理論分析,并通過案例數據分析進行了驗證。長期機艙振動會造成機組傳動鏈系統損壞,影響機組壽命,所以在機組生產過程中要嚴格按照工藝文件執行,在機組運行過程中及時處理振動相關的故障,避免造成更大的設備事故。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
