天然氣管道螺旋縫附近內部凹坑缺陷分析與評價
2021-12-21 06:14:12李強林馬曉宇
全面腐蝕控制 2021年11期
李強林 楊 濤 劉 妍 馬曉宇
(山東省天然氣管道有限責任公司,山東 濟南 250000)
0 引言
通過管道內檢測技術可以及時發現管道本體存在的缺陷,例如腐蝕、裂紋、凹坑以及機械損傷等[1]。除對管道缺陷除進行現場驗證、及時修復外,開展進一步的檢測分析與驗證評價對管道建設及后期管理運營十分必要[1,2]。
某天然氣管道于2007年建成投產,為螺旋縫埋弧焊鋼管,管線規格φ273×6.4-7.1mm,管道材質L290,設計壓力6.4MPa。輸氣干線采用“三層PE外防腐層+強制電流陰極保護”的聯合保護方式。該管道于2018年進行了內檢測,開挖驗證25處,其中17處屬于管道螺旋焊縫附近的內部金屬損失,內部缺陷情況具有一定的相似性。為充分了解缺陷成因,從理化性能、晶體結構和殘余應力等方面開展了相關研究和分析。
1 研究技術路線
利用顯微放大(SEM)、腐蝕產物測試、金相檢測、納米壓痕等多種技術手段對管道失效原因進行分析[3-5],研究技術路線如圖1所示。
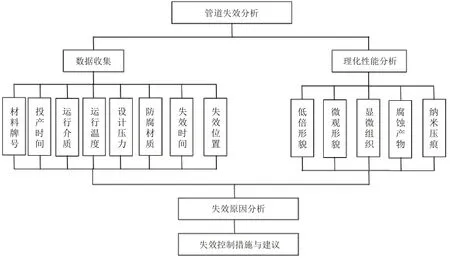
圖1 研究技術路線
2 缺陷理化性能分析
2.1 缺陷形貌檢測
為明確管道缺陷形貌特征,判斷缺陷形式,對管道缺陷位置進行肉眼和低倍顯微形貌觀察。對失效管道缺陷位置做出標識后,進行切割處理,如圖2所示,通過肉眼及體式顯微鏡進行觀察,發現在管道內壁螺旋焊縫附近有明顯凹坑,凹坑與螺旋焊縫距離10~40mm,凹坑直徑約為10mm,深度約為1mm,管道內壁腐蝕產物較少,如圖3所示。

圖2 失效管道缺陷位置切割圖
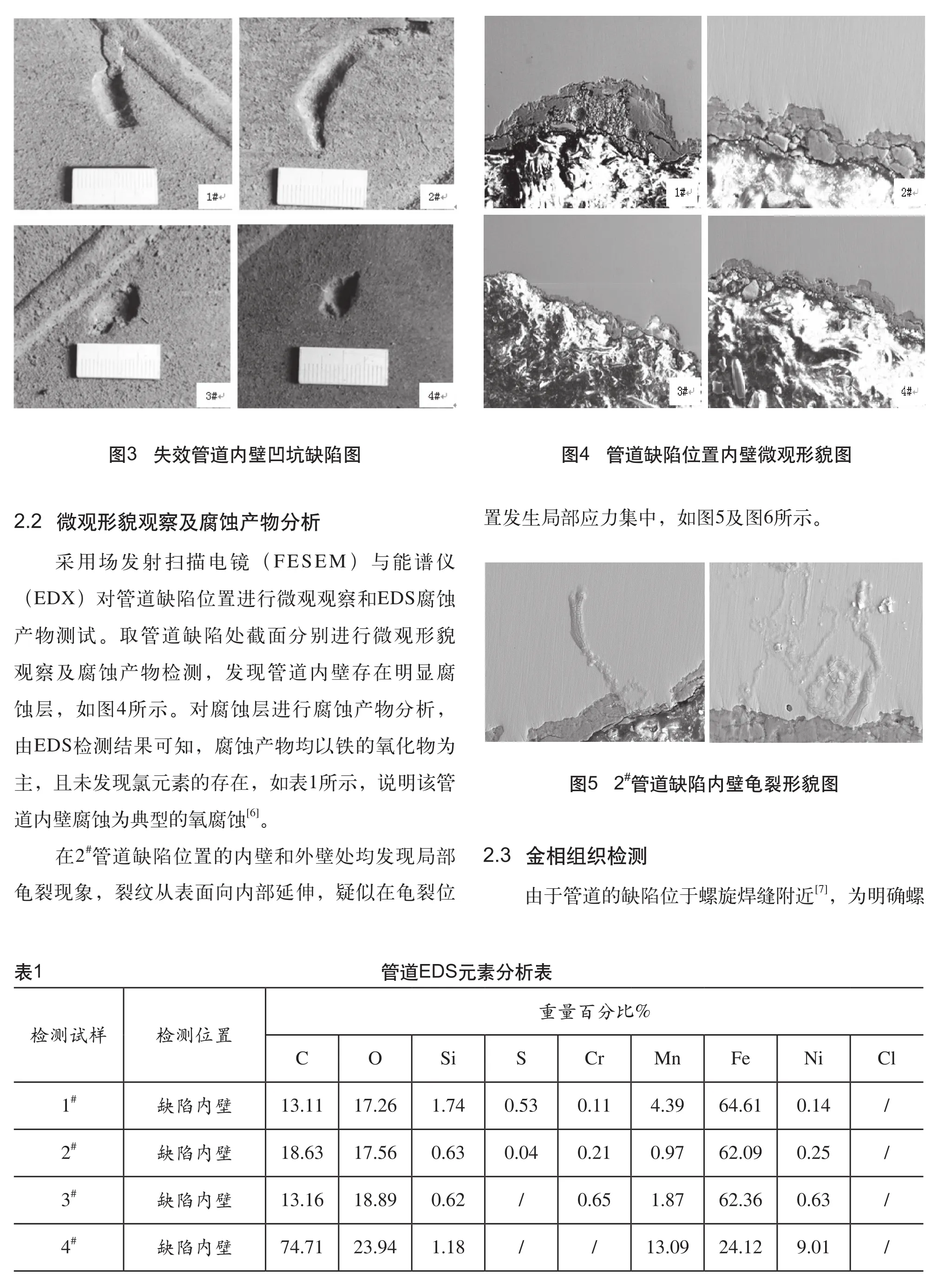
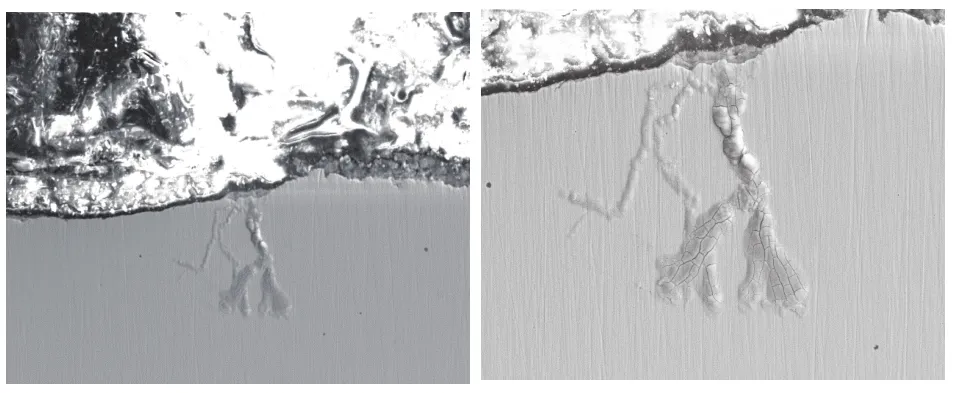
圖6 2#管道缺陷外壁龜裂形貌圖

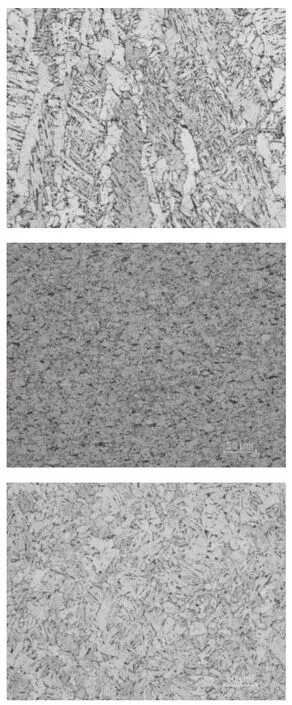
圖7 2#管道母材、焊縫、熱影響區金相組織微觀形貌(200X)
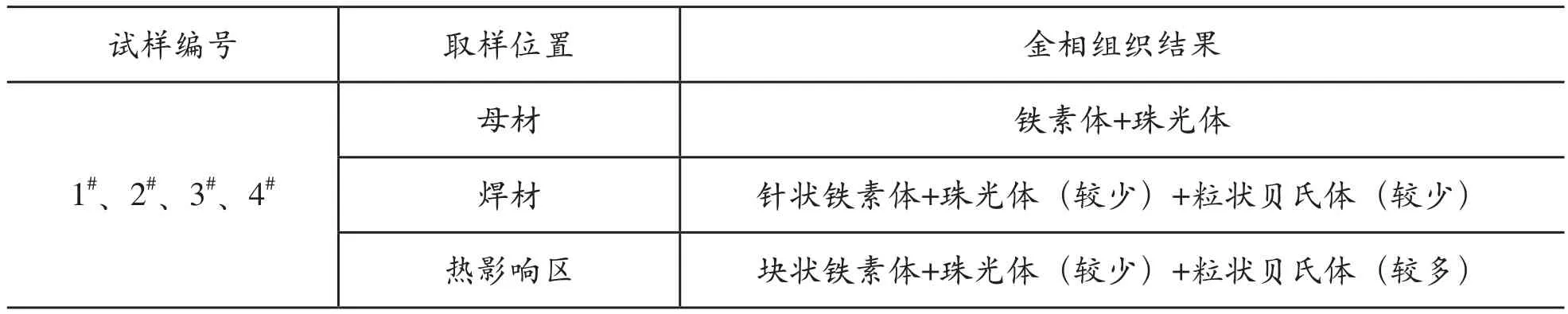
表2 金相檢測結果
為確定管道缺陷成因,分別對四段失效管道典型缺陷位置和未變形位置進行金相檢測, 試樣規格為10×5mm×全厚度。由金相檢測結果可知:管道缺陷位置和未變形位置的金相組織均為“鐵素體+珠光體”;缺陷位置心部、外壁和未變形位置內壁的金相組織晶粒均勻規則,而缺陷位置內壁處的鐵素體晶粒發生明顯變形。與缺陷位置心部、外壁和未變形位置內壁的晶粒相比,缺陷位置內壁處的鐵素體晶粒從塊狀變形為條狀,且變形方向與凹坑位置方向同向,表明凹坑位置內壁處發生了塑性變形,可能是管段材料在加工或使用過程中受外界應力影響所致[9,10],如圖8所示。
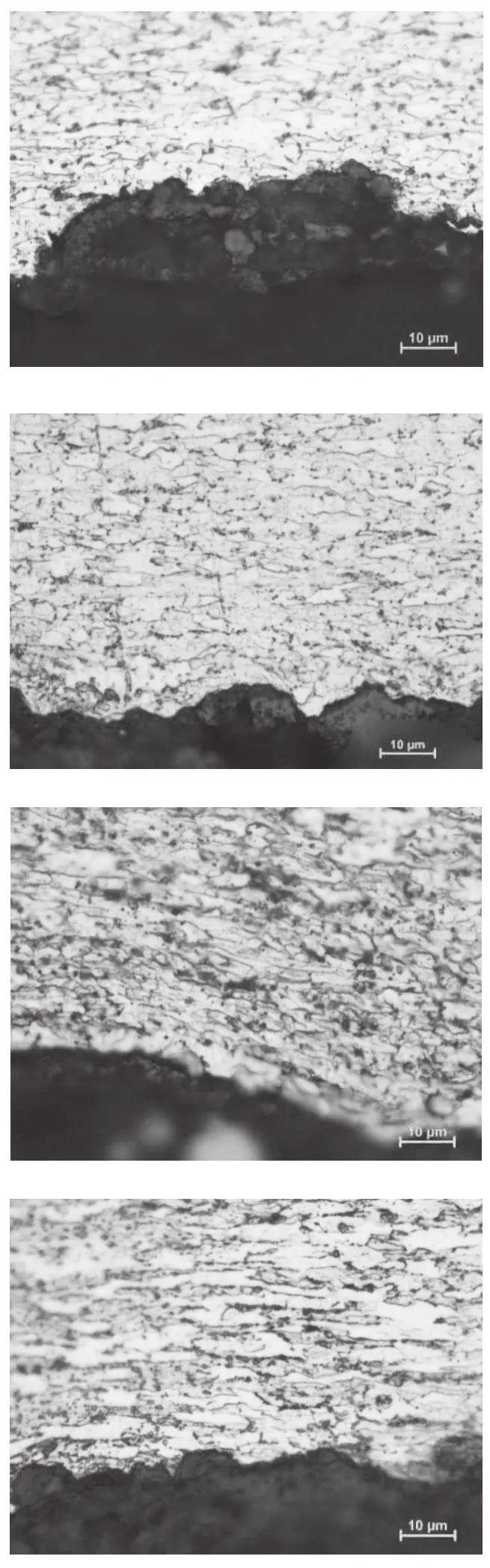
圖8 1#~4#管道缺陷位置內壁金相組織微觀形貌(1000X)
2.4 納米壓痕檢測
管道所用鋼板在生產過程中的塑性變形、熱變形和相變作用,導致成品鋼板中存在殘余應力。由金相檢測分析可知,失效管道缺陷位置可能受外界應力影響發生變形,因此對失效管道進行納米壓痕測試,以驗證缺陷位置是否存在殘余應力[11-15]。試驗儀器為Anton-Paar納米壓痕試驗機,試樣取樣位置為四段失效管道典型缺陷截面位置,如圖9所示,依據測試結果對各區域內硬度與彈性模量的差異性進行分析。表3為四段管道缺陷位置硬度值和彈性模量值。
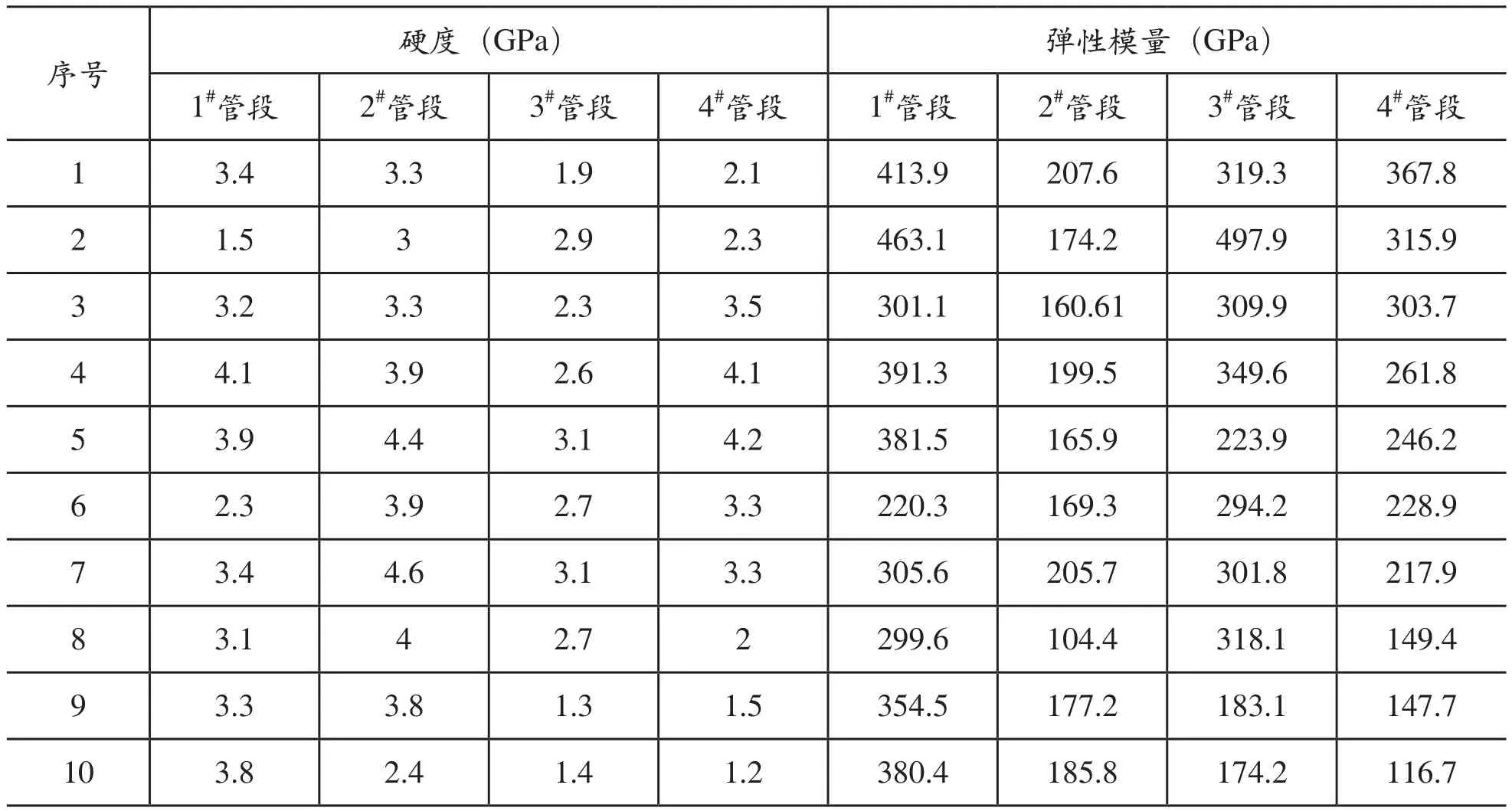
表3 納米壓痕硬度、彈性模量測試值表
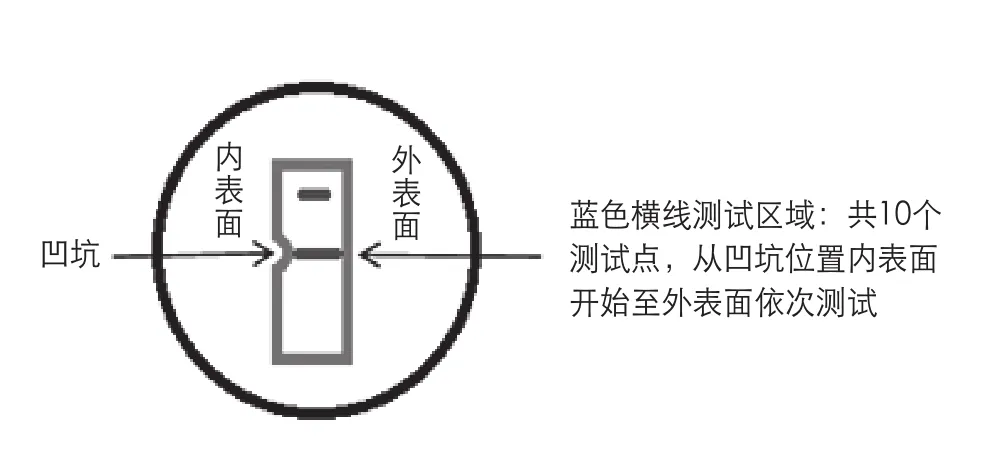
圖9 納米壓痕測試截面示意圖
金屬材料的變形源于高應力集中部位,管道基體的彈性模量(H)和硬度(E)的比值越大,越容易產生殘余應力和高應力集中區,導致基體的形變[16,17]。1#~4#缺陷截面試樣的彈性模量與硬度的比值(H/E)如圖10所示。
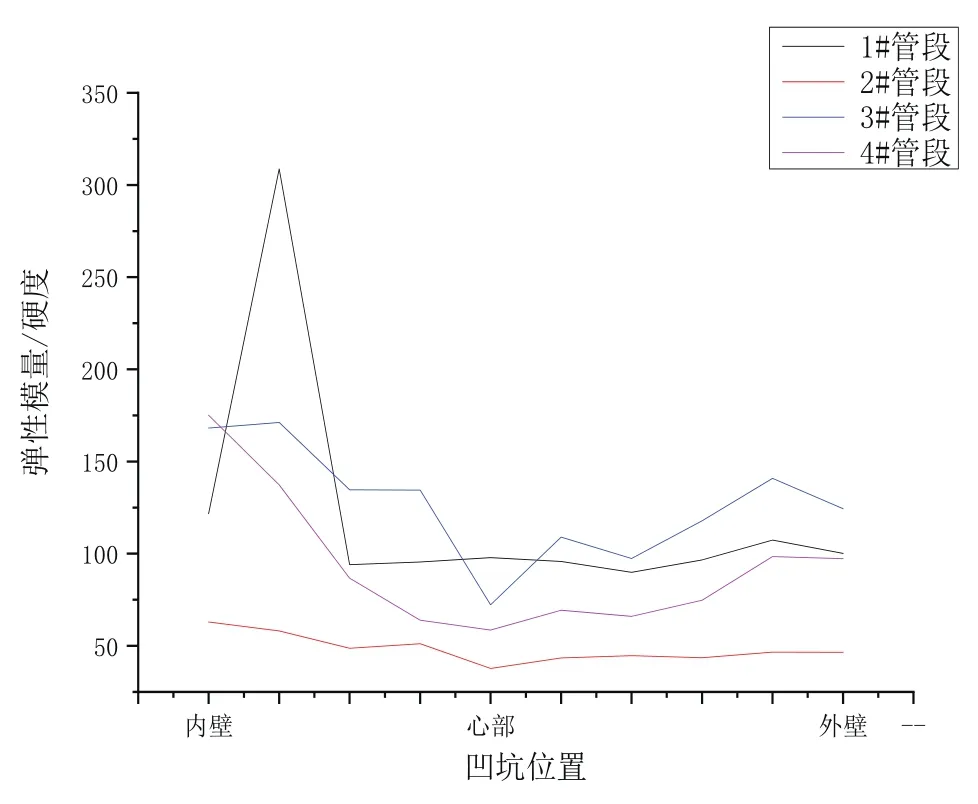
圖10 缺陷截面試樣比值分布圖
由圖10可知:(1)缺陷位置內壁處比值最大;(2)沿內壁繼續向管道心部比值逐漸減小;(3)當到達外壁時比值又開始上升,但遠小于內壁的比值。上述規律表明:在管道缺陷位置內壁處的殘余應力最大,越靠近心部殘余應力越小,而外壁處殘余應力值增加但遠小于內壁殘余應力值。2#管段凹坑缺陷處內外表面出現了龜裂,應力得到了釋放,H/E數值最小,殘余應力數值最小[18-20]。因此,管道缺陷位置由于受到外界應力的影響,且內壁受力遠大于外壁,導致管道內壁出現凹坑缺陷。
3 結論和建議
3.1 結論
(1)管道缺陷位置發生形變是出現凹坑和殘余應力的主要原因。結合缺陷處金相組織變形情況和納米壓痕檢測結果,判斷可能是在制管過程中,由生產線上的異物造成的壓坑。外力擠壓造成管道內壁焊縫附近發生了塑性變形,金相組織鐵素體從塊狀變成條狀,缺陷附近產生了殘余應力;
(2)由EDS腐蝕產物檢測分析可知,失效管道缺陷位置內壁存在腐蝕,腐蝕產物均以鐵的氧化物為主,腐蝕類型為典型的氧腐蝕,管道內輸送LNG氣化后的天然氣,說明管道內運行介質對管壁無明顯影響;
(3)失效管段母材金相顯微組織以鐵素體+珠光體為主;焊材基體組織以針狀鐵素體和細片狀珠光體組成,并伴有少量粒狀貝氏體;熱影響區基體組織以塊狀鐵素體和少量細片狀珠光體組成,并伴有大量粒狀貝氏體。焊接區域內未出現焊接缺陷形貌。說明管道的缺陷與焊接無關。
3.2 控制措施與建議
基于上述檢測結果和失效原因分析,分別從現場排查和檢測等多角度提出相應的控制措施和建議。
(1)對管道進行全面排查,確定凹坑缺陷是否為管道全段存在的普遍現象,對已知螺旋焊縫處凹坑缺陷定期檢測,判斷缺陷是否進一步發展;
(2)對管線整條生產線進行技術排查,明確管線生產工藝是否存在疏漏。同時嚴格控制生產工藝參數和制造過程,從根本上消除生產工藝不足帶來的問題;
(3)通過現場開挖驗證可知,漏磁內檢測技術對焊縫處凹坑缺陷識別存在一定偏差,需對評價方法進行完善。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36