紡制聚乳酸纖維長絲POY工藝探索
2021-12-20 05:06:32朱軍營
紡織報告 2021年12期
朱軍營,王 敏
(江蘇國望高科纖維有限公司,江蘇 吳江 215221)
聚乳酸(Polylactic Acid,PLA)是一種新型生物降解材料,使用可再生的植物資源(如玉米)提煉的淀粉原料制成。淀粉原料經糖化得到葡萄糖,再由葡萄糖及一定的菌種發酵制成高純度的乳酸,最后通過化學合成方法合成一定分子質量的PLA,具有良好的生物可降解性,使用后能被自然界中的微生物完全降解,最終生成二氧化碳和水,不污染環境,是公認的環境友好材料。此外,PLA是具有優良生物相容性、抗菌性能的合成高分子材料,屬于典型的低碳足跡、完全可生物降解的綠色纖維。
PLA在紡織領域的研究、開發與應用是最近10年開始的。PLA可用紡粘法或熔噴法直接制成非織造布,也可先紡制成短纖維,再經干法或濕法成網制得非織造布,在生活用品方面,可用作衣料、擦揩布、廚房用濾水濾渣袋或其他包裝材料[1]。
本研究重點探索PLA長絲的生產工藝。
1 試驗
1.1 原料及產品規格
(1)采用NatureWorks公司的PLA切片6201D,主要性能指標如表1和圖1所示。

圖1 PLA切片DSC曲線

表1 PLA切片6201D的主要性能指標
(2)油劑(日本竹本)。
(3)纖維產品規格:138 dtex/72 f。
1.2 設備及儀器
(1)結晶設備:沸騰式結晶床(鄭州中遠干燥); (2)干燥設備:連續干燥塔(鄭州中遠干燥);(3)紡絲設備:側吹風紡絲機(巴馬格);(4)螺桿擠壓機(6E,巴馬格);(5)測試儀器:縷紗測長儀(YG086,常州紡織);(6)條干儀(瑞士烏斯特);(7)強伸儀(德國Textechno);(8)纖維含油率測定儀(MQC23-10,牛津);(9)纖維熱應力儀(GELLOWEN)。
1.3 主要工藝參數
PLA長絲生產工藝參數(范圍)如表2所示。
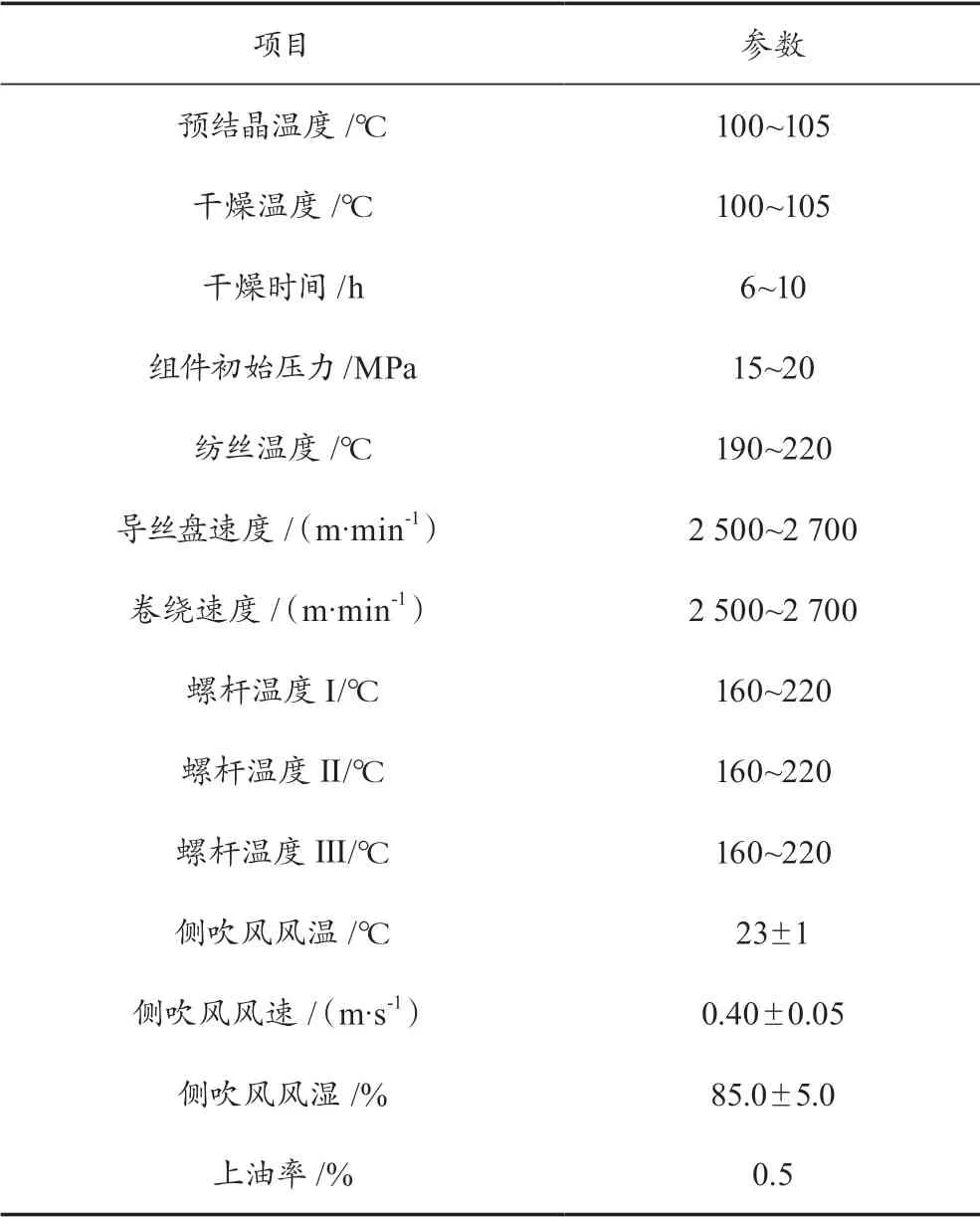
表2 PLA長絲生產工藝參數
1.4 生產工藝流程
切片→羅茨風機→輸送→結晶床→干燥設備→螺桿擠壓機→熔體過濾器→紡絲箱體→側吹冷卻→上油集束→網絡→第一羅拉→第二羅拉→卷繞成型→外檢包裝。
2 結果與討論
2.1 切片干燥
切片結晶溫度和時間的選擇根據不同原料而定,對結晶速度快的PLA切片應采用較低溫度和較短的預結晶時間[2]。切片的干燥溫度尤為重要,既要保證水分完全揮發,又要避免在較高溫度下切片的特性黏度下降和色相變黃降解造成干燥堵料。切片含水量越高,在紡絲過程中劇烈水解,熔體特性黏度下降幅度越大,紡絲生產情況越差。因此,在生產過程中,對PLA切片的要求比紡制普通纖維高。PLA切片采用真空包裝,有大量的酯鍵,親水性差,降低了與其他物質的生物相容性[3]。因為PLA切片熔點、玻璃化溫度均比常規PET切片低,耐熱性能比聚酯切片差,所以結晶溫度和干燥溫度比聚酯切片結晶干燥溫度低,根據實際生產摸索的條件:PLA切片的預結晶溫度、干燥溫度在100~105 ℃,干燥時間不短于6 h,干切片含水率可控制在0.004%以下,滿足紡絲生產需求。
2.2 紡絲溫度
紡絲溫度根據不同切片的熔點和特性黏度而定[4]。紡絲溫度控制得好,不但生產可紡性好,而且得到的纖維成品物理指標優良。在合適的溫度范圍內,隨著紡絲溫度的提高,熔體的流動黏度逐漸降低,均勻性和流變性能變好,可紡性逐步提高。在熔體黏度下降幅度不大的情況下,紡絲溫度可以盡量提高,但是不能過高,過高的熔體溫度會加劇熔體降解,造成特性黏度下降,熔體不穩定,導致飄絲斷頭和纖維物理指標下降。PLA熔體與聚酯熔體的熔體特性相近,可以利用現有的聚酯紡絲設備進行加工生產。但是,PLA切片的熔點為170 ℃,特性黏度為1.500 dL/g;聚酯切片的熔點為258 ℃,特性黏度為0.642 dL/g,兩者的熔點和特性黏度有很大的差異,PLA切片熔點遠低于聚酯,但是其熔體特性黏度遠高于聚酯熔體。在盡量高的紡絲溫度下,PLA熔體的均勻性和流變性能變好,生產穩定性變好。但是過高的紡絲溫度會造成PLA熔體降解碳化,因此,選擇合適的紡絲溫度非常重要。
PLA與聚酯切片的指標對比如表3所示。
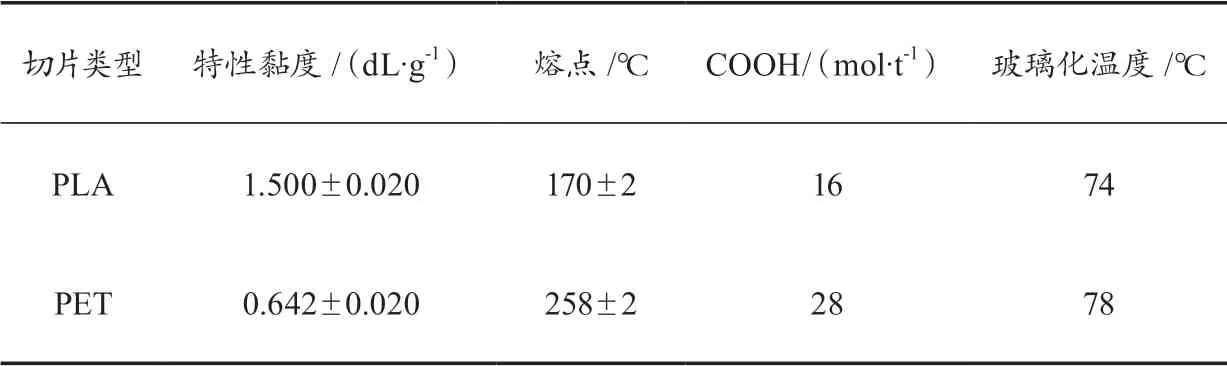
表3 PLA與聚酯切片指標對比
由于PLA切片的熔點比聚酯低,PLA的耐熱性也較差。根據PLA切片的熔點170 ℃,紡絲溫度可選擇高于熔點20~50 ℃,生產試驗中選擇在190~220 ℃。因為紡絲溫度較低,所以采用低溫聯苯加熱介質,在停機時使用聚丙烯清洗擠出機和熔體管道,避免熔體高溫降解堵塞管道。
紡絲溫度與生產斷絲次數的關系如表4所示。但是紡絲速度過快會導致初生纖維發生取向誘導結晶,不利于后加工的穩定。為了滿足后加工的需求,纖維應盡可能具有高取向、低結晶的結構,因此,紡絲速度的選擇應盡量防止取向誘導結晶的發生。

表4 紡絲溫度與斷絲次數的關系
紡絲速度與長絲物理指標的關系如表6所示。
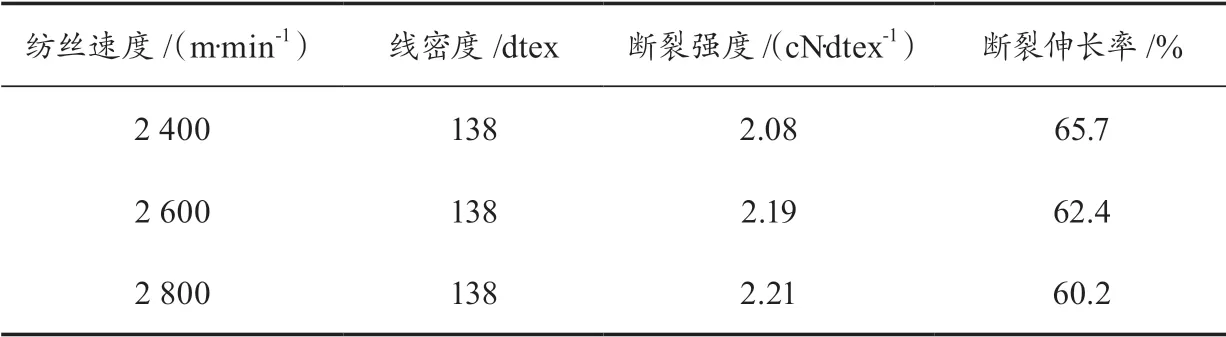
表6 紡絲速度與長絲物理指標的關系
2.3 噴絲板的選擇
因為PLA熔體與聚酯熔體都屬于假塑性流體,具有切力變稀的性質,即隨著剪切應力增大,熔體的流動黏度下降,所以隨著剪切速率增加,熔體的表觀黏度下降。在剪切應力臨界值下,剪切速率的增加有利于紡絲。噴絲板孔徑的選擇原則是合理選擇熔體出噴絲孔的剪切速率和噴頭拉伸比,剪切速率一般為1×104~2×104s-1,噴頭拉伸比一般在100~200。選擇合適的噴絲板孔徑長徑比有利于大分子的松弛,緩解熔體的出口膨脹效應,噴絲孔徑長徑比控制在2.5~3.0。根據實踐,本次試驗生產選用規格為0.18 mm×0.54 mm的噴絲板。
2.4 冷卻條件
冷卻成型是熔體紡絲的重要過程之一。為了降低初生纖維預取向度,在紡制PLA長絲時,應適當緩和冷卻條件、減緩風速,以減緩冷卻速度,使塑性區延長、凝固點下移,減小噴絲頭拉伸張力。但若冷卻得太慢,由于熔體細流表面張力的作用,纖維條干不勻率會增大,所以冷卻條件不能太柔和。經試驗,風速為0.40 m/s最佳。側吹風風速與條干不勻率的關系如表5所示。

表5 風速與條干不勻率的關系
2.5 紡絲速度
紡絲速度對纖維預取向絲(Pre-Oriented Yarn,POY)的物理指標和加工性能有重要影響。隨著紡絲速度的加快,纖維的結晶度提升,初生絲的性質更加穩定,
3 結論
(1)PLA切片的結晶溫度和干燥溫度比聚酯切片低,在生產中,PLA切片的預結晶溫度、干燥溫度在100~105 ℃。
(2)選擇合適的紡絲溫度有利于提高紡絲生產穩定性。由于PLA切片的熔點比聚酯低,PLA的耐熱性也較差。根據PLA切片的熔點170 ℃,紡絲溫度可選擇高于熔點20~50 ℃,但不宜設置得太高,在生產中,紡絲溫度控制在190~220 ℃。
(3)適當減緩側吹風速,控制在0.40~0.50 m/s有利于獲取質量優良的PLA長絲纖維。
(4)選擇合適的紡絲速度2 500~2 700 m/min,有利于獲取質量優良的PLA長絲纖維。