渦輪盤榫槽加工技術現狀與展望
2021-12-15 06:16:16丁文鋒李本凱傅玉燦徐九華
中國機械工程 2021年23期
丁文鋒 李本凱 傅玉燦 徐九華
南京航空航天大學機電學院,南京,210016
0 引言
航空發動機和燃氣輪機是一個國家科技發展水平和綜合國力的體現,其性能優劣直接關系到各種高端裝備的使用性能、安全性和可靠性[1]。渦輪盤是航空發動機和燃氣輪機最重要的熱端部件和關鍵轉動件[2],工作環境極其惡劣。榫連接結構由于質量小、材料利用率高、拆裝方便等優勢,被廣泛應用于渦輪盤與葉片的連接[3]。榫接結構精細復雜,并且應力對尺寸大小和精度非常敏感,甚至榫槽的某些關鍵尺寸形狀參數僅改變1%就會導致9%以上的應力變化[4]。另外,渦輪盤榫槽連接部位需要長期承受高溫高壓及高離心力等交變載荷的綜合作用,榫接結構斷裂成為了渦輪部件失效的重要形式(約占50%)[5]。由此可知,榫槽加工質量對航空發動機和燃氣輪機的服役能力具有極其重要的影響。
渦輪盤榫槽尺寸小、結構復雜精密,對加工后的表面質量以及輪廓精度等要求嚴格。通常,線輪廓精度在幾十微米甚至十幾微米之內,表面粗糙度Ra要求小于0.8 μm[6]。此外,選用的材料一般為具有高強度、高韌性、良好的耐腐蝕性和組織穩定性的高溫合金和鈦合金類難加工材料[7-8]。隨著各類高端裝備技術性能的不斷提高以及新材料的革新換代,渦輪盤榫槽部位的加工難度越來越大,傳統加工方式在加工效率、質量和精度等方面越來越難以滿足需求,這使得榫槽精密加工技術成為制約航空發動機等裝備性能進步的技術瓶頸和卡脖子難題。
為提高榫槽加工效率、質量和精度,降低加工成本,國內外學者和工程技術專家針對榫槽加工方法進行了創新研究,為榫槽高質高效制造提供了理論支撐與技術保障。目前,許多成果已應用于不同結構的榫槽加工,本文對此進行了系統總結和分析:對榫槽加工技術發展現狀和各種加工方法的特點進行了分析;論述了榫槽機械加工工具設計、應用與優化;分析了榫槽加工質量的發展現狀,包括質量評價與影響因素、加工監測和質量檢測等;最后,對榫槽加工的未來研究重點進行了展望。
1 榫槽材料的切削機理
粉末冶金高溫合金(如FGH95和FGH96等)解決了傳統鑄鍛高溫合金合金化程度高導致的鑄錠偏析嚴重、熱加工性能差、成形困難等問題,而且由于該類合金具有組織均勻、晶粒細小、屈服強度和抗疲勞性能高的特點,已成為制造渦輪盤的首選材料[9]。然而粉末冶金高溫合金也存在著夾雜物、間隙和原始顆粒邊界等材料缺陷,這些缺陷對其加工性能具有重要影響,因此開展切削機理研究對榫槽加工具有指導價值。
切削過程在本質上是去除材料的過程。文獻[10]指出,當未變形切屑厚度小于臨界值(即最小未變形切屑厚度tm)時,切削過程主要受到耕犁作用的影響,而當未變形切屑厚度大于臨界值時,材料經前刀面流出形成切屑。圖1為切削材料去除示意圖[11],其中ag為未變形切屑厚度,當ag較小時,如圖1a和圖1b所示,材料只發生變形隆起而未被去除;而隨著ag進一步增大,如圖1c所示,材料脫離基體而形成切屑。最小未變形切屑厚度的大小與多種因素有關,其分析模型總結列于表1[12-14]。

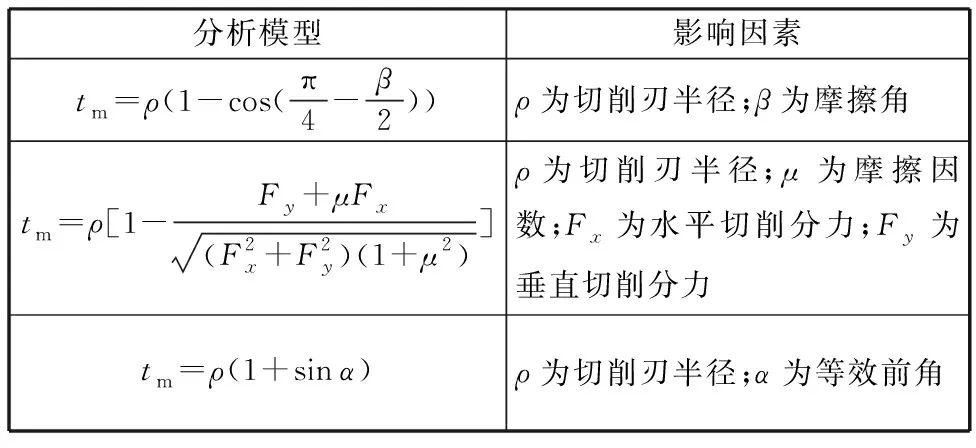
表1 最小未變形切屑厚度分析模型[12-14]
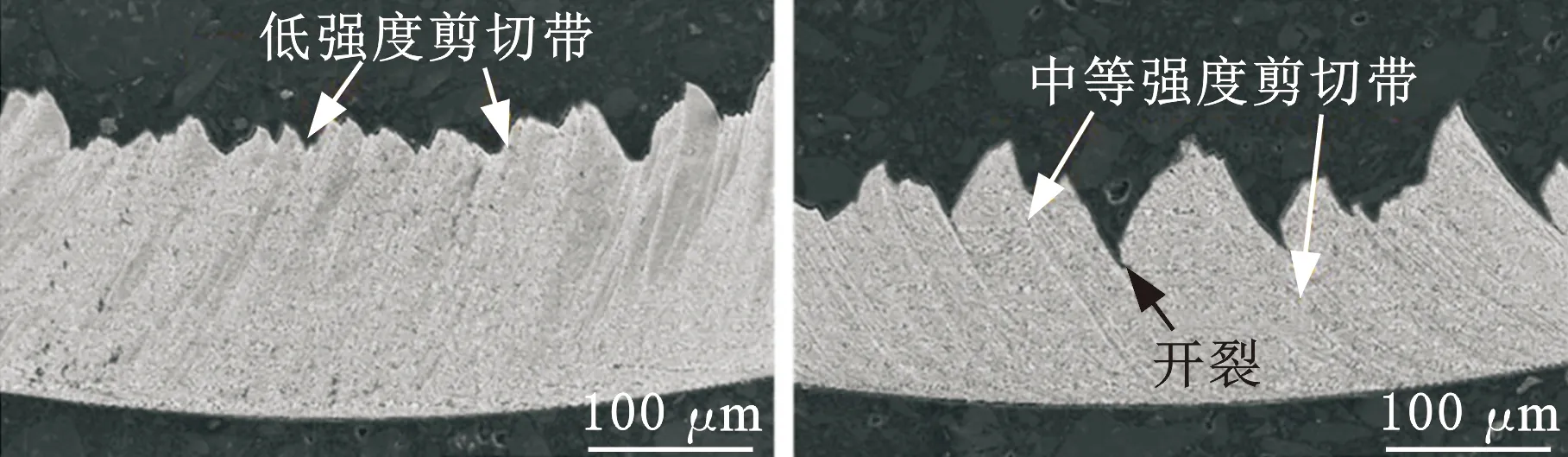
材料在切削去除過程中會發生嚴重的微區塑性變形而以剪切形式去除。剪切角φ是指切削速度方向與剪切變形方向之間的夾角,如圖2所示,它在一定程度上可以反映切屑變形的劇烈程度,剪切角越小,切屑的變形越劇烈[15]。QIAO等[15]研究了FGH97材料鉆削時的切屑變形機理,他們發現隨著切削速度和進給速度的增大,剪切角φ逐漸增大,這說明切屑的變形量逐漸減小。粉末冶金高溫合金是典型的塑性金屬材料,切削形成的切屑多以帶狀切屑或剪裂切屑為主,圖3所示為不同工況下的切屑形態[16]。
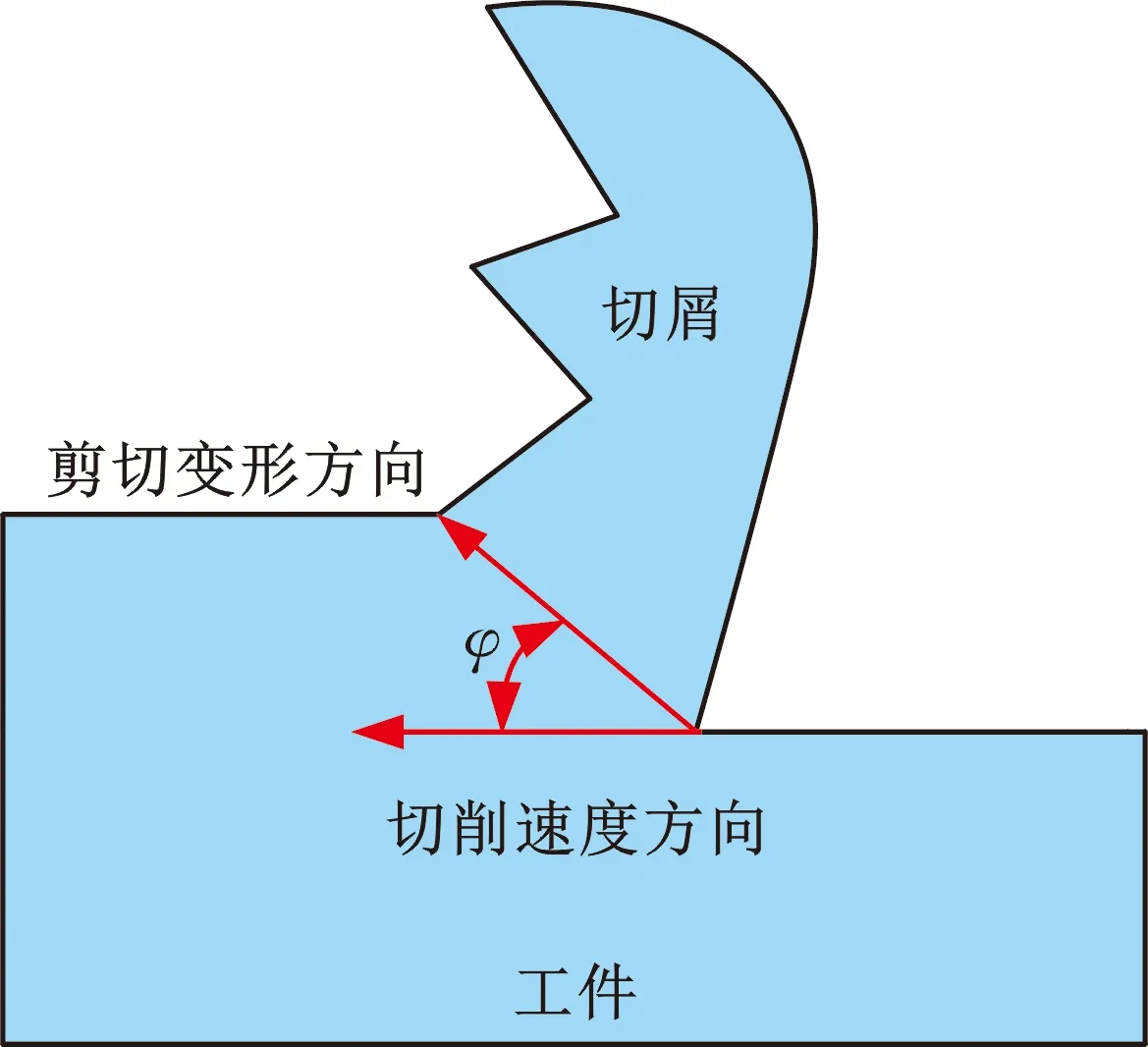
圖2 剪切角示意圖Fig.2 Schematic diagram of shear angle
切削過程中,工藝參數等條件的不同會引起切削力、切削溫度和刀具磨損的變化。LI等[17]研究了FGH96材料磨削過程中砂輪的磨損行為,建立了砂輪磨損與工藝參數之間的關系模型,并通過磨削試驗對其進行了驗證。
(a) 傳統硬質合金刀具 (b) 傳統PCBN刀具
切削力、切削溫度和刀具磨損等是影響工件加工質量的重要因素[18]。La MONACA等[16]研究了切削粉末冶金高溫合金時的微結構表面變形,結果表明,熱力耦合效應對微結構表面及亞表面的變形具有極其重要的影響。DU等[19-20]研究了FGH95材料切削加工表面質量,發現切削速度增大可使得加工表面粗糙度和塑性變形深度減小,而材料塑性剪切應變增大,白層厚度與顯微硬度也呈現出增大趨勢;同時他們通過有限元仿真對白層形成機理進行了研究,結果發現白層的形成與切削溫度、材料應變和應變率的耦合作用有關,較高的切削溫度、較大的應變和應變率會導致白層的產生。
粉末冶金高溫合金由于存在夾雜物、間隙和原始顆粒邊界等缺陷,在切削過程中容易造成加工刀具的磨損,從而降低加工質量,因此研究上述缺陷對切削過程的影響也是極其重要的一環。杜勁等[21]研究了夾雜物在FGH95材料切削加工中的力學性能,他們認為夾雜物與基體界面脫離是一個包括應力和應變能釋放的復雜過程,并基于應變控制理論得到了夾雜物與基體脫離時的臨界應力和臨界應變。切削加工過程中夾雜物的變形如圖4所示[21](圖中ac為切削寬度),當剪切應力小于臨界應力時,夾雜物會被切斷,從而形成切屑。由圖4可以看出,夾雜物在切削力的作用下被壓縮變細,最后在切削刃圓弧部分某點C斷開,C點以上部分從前刀面流出形成切屑,而C點以下部分在后刀面的擠壓作用下形成已加工表面。由此可知,夾雜物也是造成加工表面完整性差的重要因素。
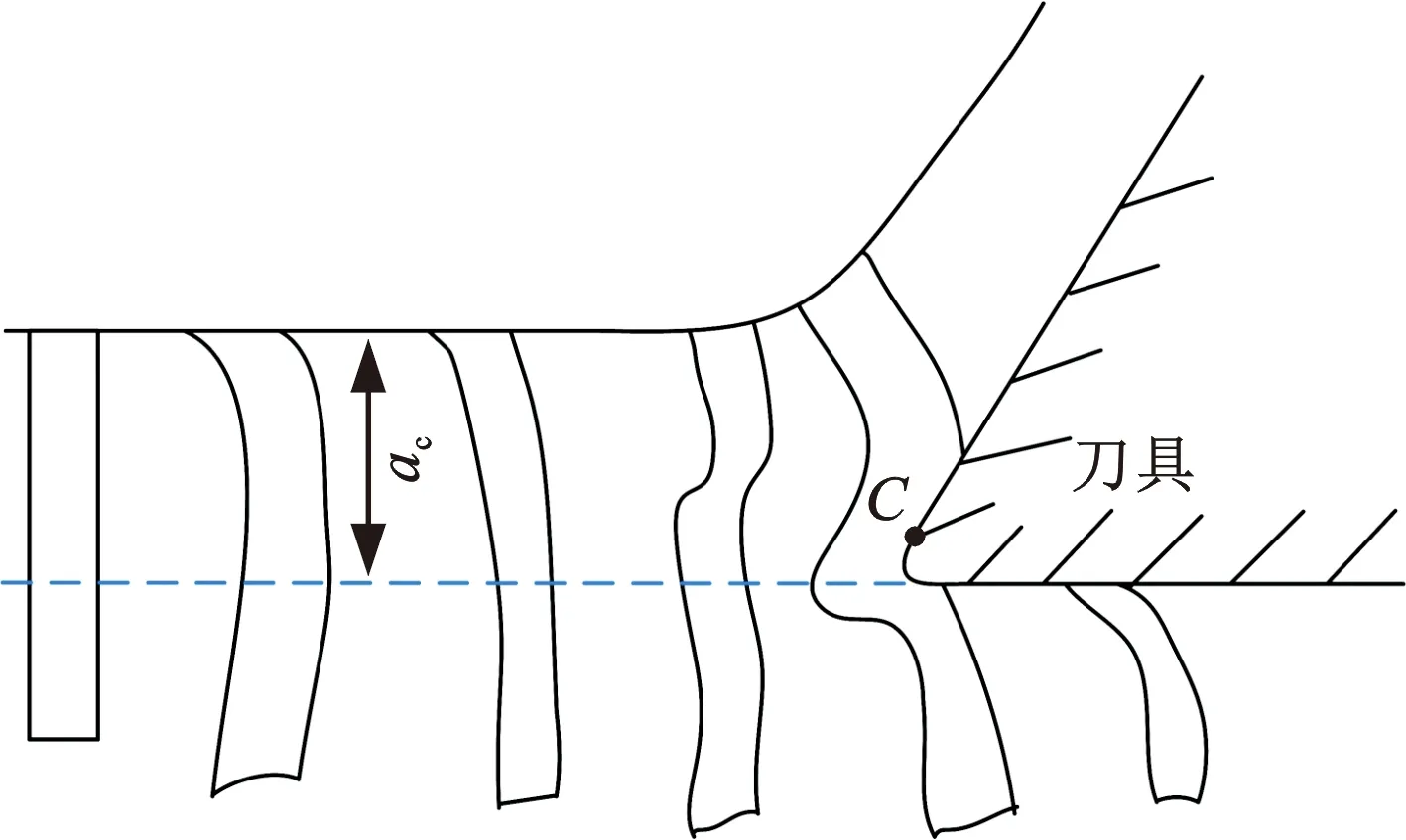
圖4 切削加工過程中夾雜物的變形示意圖[21] Fig.4 Schematic diagram of deformation of inclusions during cutting process[21]
2 榫槽加工方法的特點
目前,榫槽加工方法主要包括拉削、銑削、磨削、電解線切割(wire electrochemical machining,WECM)和電火花線切割(wire electrical discharge machining,WEDM)[22-23]。拉削加工是最早出現的榫槽加工方式,而后一直沿用至今。隨著榫槽形狀逐漸精密復雜,某些特定結構無法采用拉削加工[24],而需采用銑削加工。隨著榫槽加工難度的提高以及現代磨削技術的快速進步,磨削加工也被應用于榫槽精加工,從而成為實現榫槽加工更高精度和更高質量的重要方法。同樣地,隨著特種加工技術的不斷進步,它以機械加工所不具備的某些優勢(如無加工表面殘余應力等)也成為了榫槽加工的重要方式。榫槽分類及加工方法的特點如圖5所示。
2.1 榫槽拉削加工
榫槽加工中最常用的方法為拉削[23],如圖6所示,它在榫槽加工尤其是批量生產中占有極其重要的地位[24],其加工精度可達0.02 mm[25]。由于運動方式為直線運動,因此拉削可以實現直槽和斜槽加工。榫槽拉削加工的主要優勢包括:生產效率高;結構簡單可靠;加工范圍廣,可對多種形狀榫槽進行加工[26-27]。此外,目前采用的高速數控側拉削相比傳統液壓內拉削,具有拉削速度范圍廣、行程長且運動平穩、精度和自動化程度高等優點,而且夾具結構更加簡便,加工效率可進一步提高[1]。

(a) 榫槽拉刀
由于榫槽結構復雜、加工精度要求高,因此拉削加工也存在著諸多問題:拉削行程較長導致拉刀排列難度大;拉刀刀刃磨損較快、拉刀制造周期長、拉刀制造成本高;拉削過程中切削力大、切削溫度高造成榫槽齒形表面完整性差;基準找正定位較為困難、耗時較長且精度差、榫槽型面易超差[28-29];拉削較差的靈活性使得榫槽齒形超差后調整周期長[30-31]。采用拉削方式進行榫槽加工要充分考慮渦輪盤材料、榫槽形狀、刀具、夾具、機床以及工藝參數等因素,選擇合適的加工條件。付剛等[32]針對某燃氣輪機輪盤榫槽拉削過程中輪盤容易變形以及裝夾和定位困難的問題,設計了拉削夾具,保證了榫槽拉削過程的裝夾和定位,提高了榫槽加工效率和精度。
2.2 榫槽銑削加工
隨著榫槽結構的進一步復雜化,銑削加工成為了榫槽加工的重要方法之一[24],如圖7所示。周月香等[33]提出了“以銑代拉”的榫槽加工方案,實現了燃氣輪機榫槽加工,驗證了銑削加工榫槽的可行性。KLOCKE等[34]對比研究了高溫合金樅樹型榫槽銑削和拉削兩種加工方式,結果發現,采用陶瓷和硬質合金銑刀進行粗銑加工榫槽是可行的,而且與拉削加工相比,銑削加工的靈活性更高。銑削加工榫槽的高靈活性主要體現在加工裝備簡單易行、刀具研制成本低。此外,數控銑削因其柔性高、研制資金投入少、榫槽尺寸一致性高、加工精度和質量高、操作簡便等優點[35],逐漸取代了工步復雜繁瑣、加工效率低、加工質量差和零件超差嚴重的普銑加工[36]。銑削可以用來加工直槽、斜槽以及圓弧形榫槽[35,37-38]。李季等[39]開展了航空發動機TC4鈦合金圓弧型榫槽的銑削加工研究,通過設計銑刀結構以及優選加工步驟、走刀路線和數控程序,保證了圓弧形榫槽的加工精度和質量。

圖7 榫槽銑削加工示意圖[24]Fig.7 Schematic diagram of slot milling[24]
銑削加工榫槽包括粗銑、半精銑和精銑三個階段,榫槽數控銑削時需要進行多步加工[24,40],如圖8所示。梁松山等[36]通過加工流程設計、進刀方式和進給量調整、設備選擇等措施改進了銑削工藝,完成了航空發動機渦輪機匣內部榫槽結構的數控銑削加工。由于粗銑和半精銑過程中加工余量較大,而且半封閉式加工空間降低了切削液的潤滑冷卻效果,使得加工過程中產生了較大的扭矩、切削力和較高的切削溫度,刀具出現磨損、扭斷、崩刃、打刀和燒刀等現象[41-42],因此工業界很少使用整體成形銑削加工方式,而是采用成形銑刀精加工。KLOCKE等[43]采用多把不同直徑的銑刀交替粗銑削或水切割的方式開槽,最后采用成形銑刀進行了榫槽的精加工。
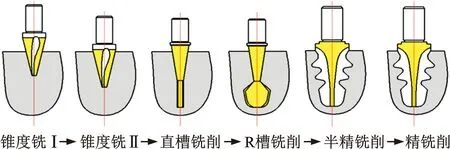
圖8 榫槽銑削加工步驟[40]Fig.8 Machining steps of slot milling[40]
2.3 榫槽磨削加工
磨削是制造航空發動機等難加工材料關鍵轉動構件的重要方法[44],如可磨削加工出葉片榫齒[45]。隨著砂輪(如釬焊和電鍍超硬砂輪)磨削性能的提高以及超聲振動輔助磨削等技術的成熟[46-47],現代磨削加工技術(如緩進深切磨削、高效深切磨削和高速超高速磨削)以其高效率、高精度、高質量的加工優勢,成為了助力現代高端裝備制造技術進步的重要工藝方法。
磨削加工一般作為最后一道工序進行榫槽精加工,從而滿足榫槽高精度和高質量的要求,其磨削方式通常有小尺寸指狀砂輪和大尺寸杯型砂輪磨削兩種方式[48],如圖9所示。CURTIS等[48]開展了電解線切割鎳基高溫合金榫槽粗加工與金剛石/CBN砂輪精加工磨削榫槽的實驗研究,結果表明,磨削加工可以獲得比電解線切割更好的表面粗糙度;與金剛石砂輪相比,CBN砂輪可獲得更高的磨削比和更低的能量消耗。SHI等[49]報道了一種可以用來對榫槽粗開槽并精密磨削的加工方式,他們采用CBN砂輪以磨削方式對粉末冶金鎳基高溫合金榫槽進行了粗開槽,而后進行了精磨削。ASPINWALL等[50]進行了鎳基高溫合金榫槽磨削加工研究,對比研究了CBN砂輪和金剛石砂輪在不同磨削參數下的磨削特性,分析了砂輪的磨損和加工表面質量,結果發現,金剛石砂輪磨削能夠獲得更小的砂輪磨損和更低的表面粗糙度(可達到0.8 μm以下)。LI等[51]針對FGH96粉末冶金高溫合金渦輪盤榫槽,研制了與榫槽型面結構相匹配的CBN超硬磨料砂輪,通過電火花線切割對榫槽進行粗加工后,使用CBN砂輪對榫槽進行了精加工,結果發現,磨削后的榫槽型面輪廓精度能夠達到±0.012 mm,表面粗糙度Ra可達到0.8 μm。在冷卻方面,CHEN等[52]研發了釬焊熱管CBN砂輪,進行了TC4鈦合金榫槽型面結構的成形磨削技術研究,在干磨削和濕磨削兩種工況下對比分析了熱管砂輪的換熱特性,研究發現熱管砂輪磨削能夠獲得更低的磨削溫度,從而可以獲得更好的榫槽表面質量。
(a) 指狀砂輪磨削[48]
綜上所述,機械加工榫槽具有獨特的優勢,包括加工效率高、精度高、質量高、加工方式靈活等,然而榫槽的機械加工過程中仍然面臨諸多問題,如加工成本高、成品率低和加工周期長等。目前,現代高端裝備制造正朝著更高效率、更高精度、更高質量、更低成本的方向發展,榫槽作為現代高端裝備中的關鍵部位之一,還需在機械加工設備和工藝方面加大加深方法創新(如在銑削和磨削加工中提高主軸轉速和進給速度),從而大幅度提高加工效率。
2.4 榫槽特種加工
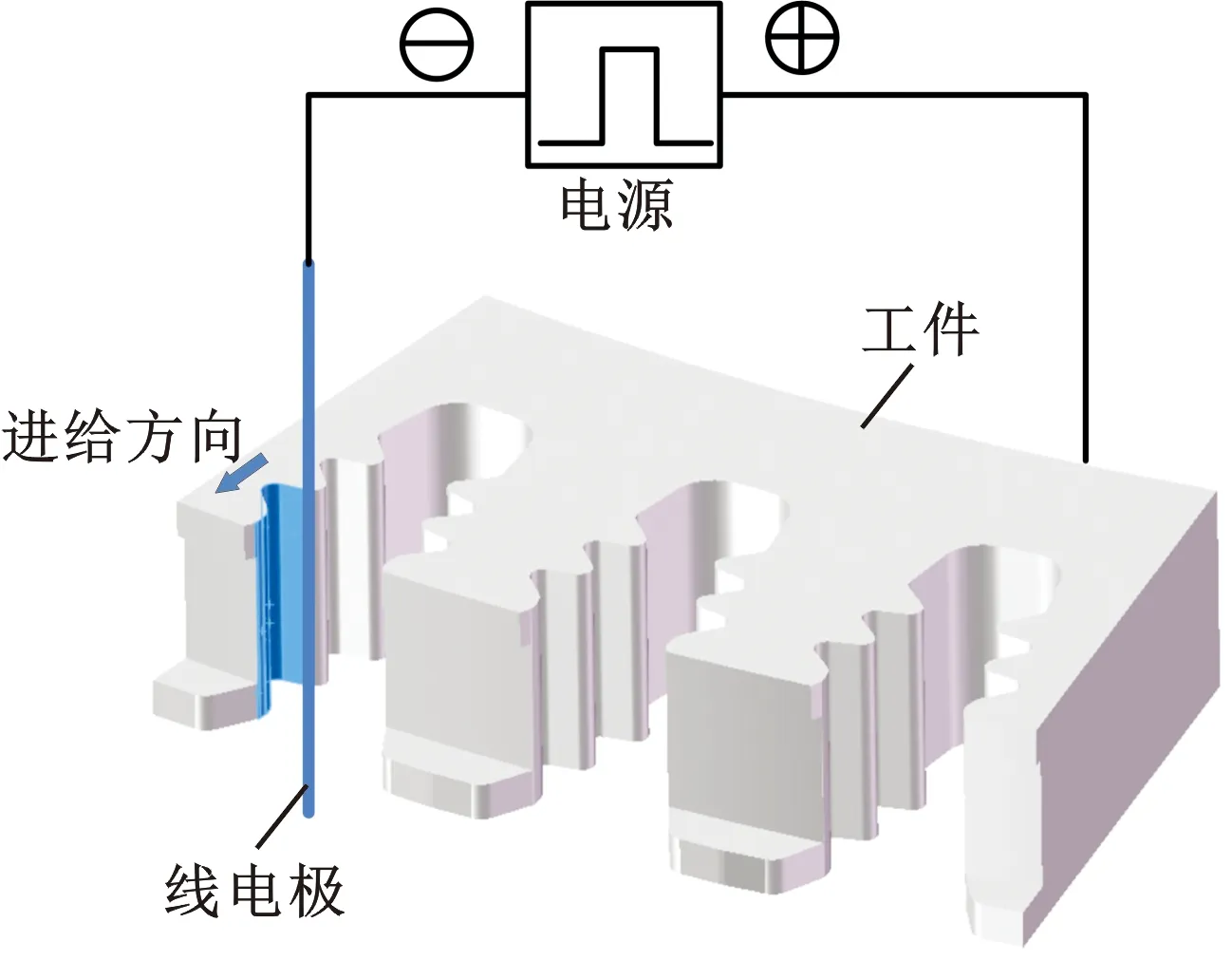
特種加工是榫槽機械加工方式的重要補充[53-56],主要有電火花線切割和電解線切割兩種方法[57-58],加工原理如圖10所示[54,59]。
(a) 榫槽電火花線切割示意圖
電解線切割和電火花線切割的共同特點如下:少或無加工力,更易實現難加工材料關鍵構件的高精度加工;采用線電極作為工具電極,無需進行復雜工具電極設計,節省了加工準備時間[60-61]。兩種加工方式的不同點在于,電解線切割的陰極材料無損耗,節約了成本;電解線切割的加工效率更高,約為電火花線切割加工效率的5~10倍[62];電解線切割加工幾乎不存在重鑄層和殘余應力,而電火花線切割加工存在重鑄層和殘余應力。但是,電解線切割加工時需要大量水溶性電介質,存在著廢液處理成本高等問題[63]。
近年來,國內外開展了許多電解線切割或電火花線切割加工榫槽研究。蒲一民[6]進行了電火花線切割慢走絲加工高溫合金渦輪盤樅樹型榫槽技術研究,通過仿真與實驗對比分析了加工誤差,加工后的榫槽滿足要求。FANG等[59]進行了電火花線切割高溫合金榫槽研究,發現電極進給速率對材料去除率具有重要影響,當脈沖電壓負荷比為40%、電壓幅值為16 V、頻率為20 kHz、進給深度和進給速率分別為10 μm和7.2 mm/min時重鑄層可以被完全去除,平均加工效率為64 mm2/min,榫槽輪廓誤差為±10 μm。KLOCKE等[64-65]進行了電火花線切割高溫合金樅樹型榫槽研究,對比分析了帶涂層切割線高速切割和標準銅線線切割的加工性能,研究發現,采用標準銅線線切割獲得了更高的加工精度(±5 μm)和更優的表面完整性(表面粗糙度Ra<0.8 μm),然而采用帶涂層切割線高速切割的加工效率更高,加工時間能夠縮短33%。BERGS等[66]開展了電火花線切割和拉削鎳基高溫合金榫槽加工對比研究,結果表明,電火花線切割加工效率僅為拉削加工效率的10%左右,但其加工成本僅約為拉削加工成本的10%,這主要是因為拉削加工的刀具成本高。由上述文獻可知,特種加工方式以其獨特優勢在榫槽加工中顯示出了巨大潛力,然而也存在諸多挑戰,仍需對其進行更深層次的理論探索和工藝創新。
2.5 榫槽組合加工
需強調的是,隨著新一代航空發動機、燃氣輪機等高端動力裝備性能需求的不斷提高,榫槽結構和尺寸不斷優化,加工精度和表面質量要求逐漸提高,同時新型難加工材料的不斷應用也使得榫槽加工難度逐步增大,因此,單一加工方式已經進入瓶頸期,難以滿足越來越高的榫槽加工提質增效降成本需求[67]。榫槽加工方式逐漸趨向拉削、銑削、磨削和特種加工相結合的多工藝方法組合加工,可充分發揮出各種加工方法的優點,從而實現更加經濟、更加高效、更高精度和更優質量的榫槽加工。例如,前文提到的先采用線切割對高溫合金榫槽進行粗加工、再采用磨削精加工的方式就屬于組合加工。KLOCKE等[68]分析了綜合拉削和銑削加工榫槽的優點,分別在粗加工、半精加工和精加工三個階段采用不同的加工方法來完成樅樹型榫槽的加工,對應的工藝鏈如圖11所示。
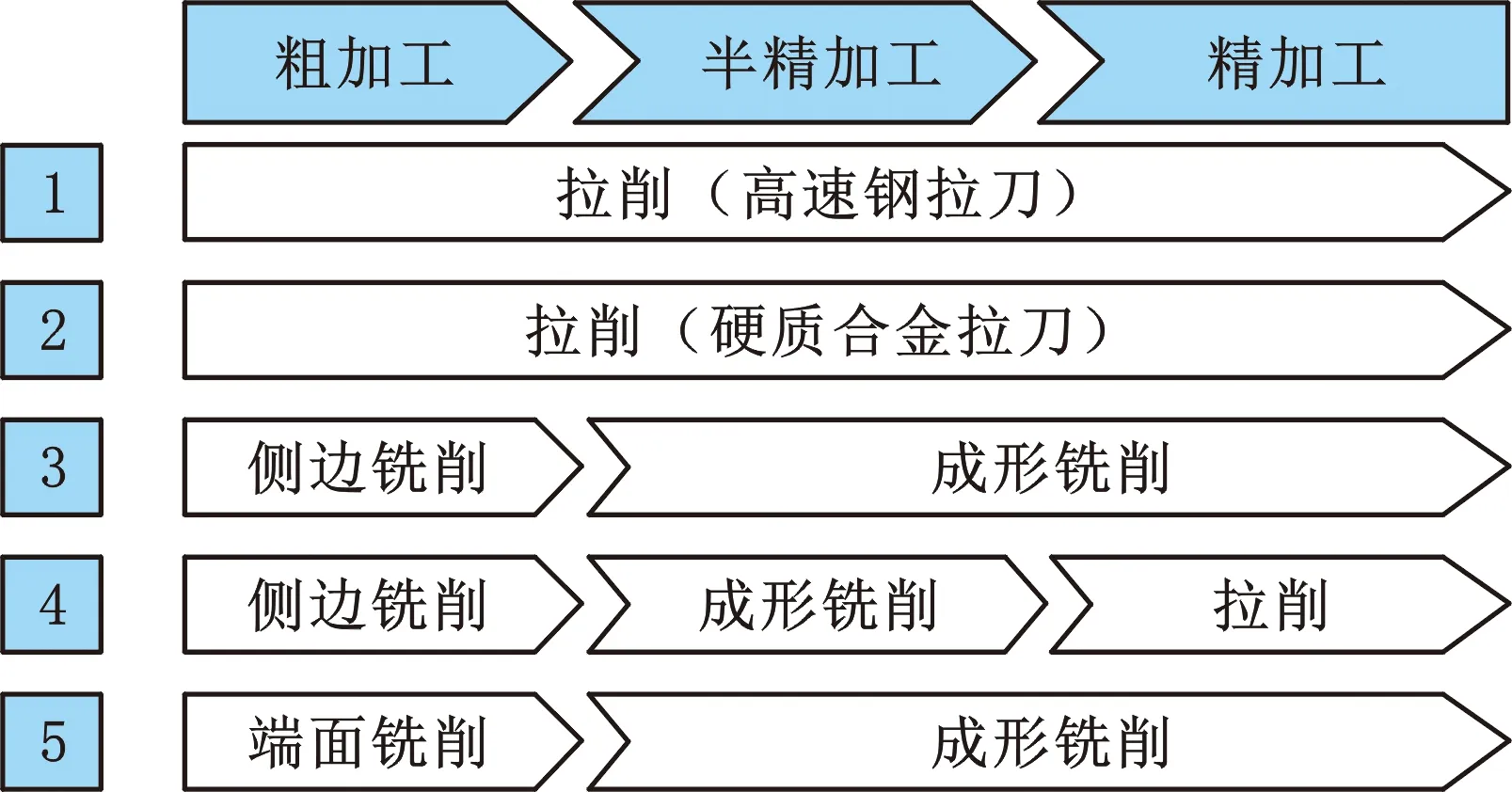
圖11 樅樹型榫槽加工過程工藝鏈[68]Fig.11 Manufacturing process chain of fir-tree slots[68]
本課題組針對FGH96渦輪盤榫槽的加工難題開展了渦輪盤榫槽磨削技術研究。根據渦輪盤榫槽型面結構特征,設計了榫槽磨削用杯型和指狀砂輪基體結構,并通過理論與有限元仿真對磨削負荷下砂輪基體的變形和強度進行了分析。在此基礎上,以Ag-Cu-Ti或Cu-Sn-Ti合金粉末為釬料,制造了釬焊CBN超硬磨料成形砂輪,如圖12a所示。采用電火花線切割對榫槽的輪廓進行粗加工,余量為0.2 mm;而后采用優化的磨削工藝參數對榫槽進行了磨削精加工,得到的榫槽加工樣件如圖12b所示,樣件輪廓精度和表面粗糙度滿足設計要求。目前,本課題組正在開展整個渦輪盤榫槽磨削加工試制。
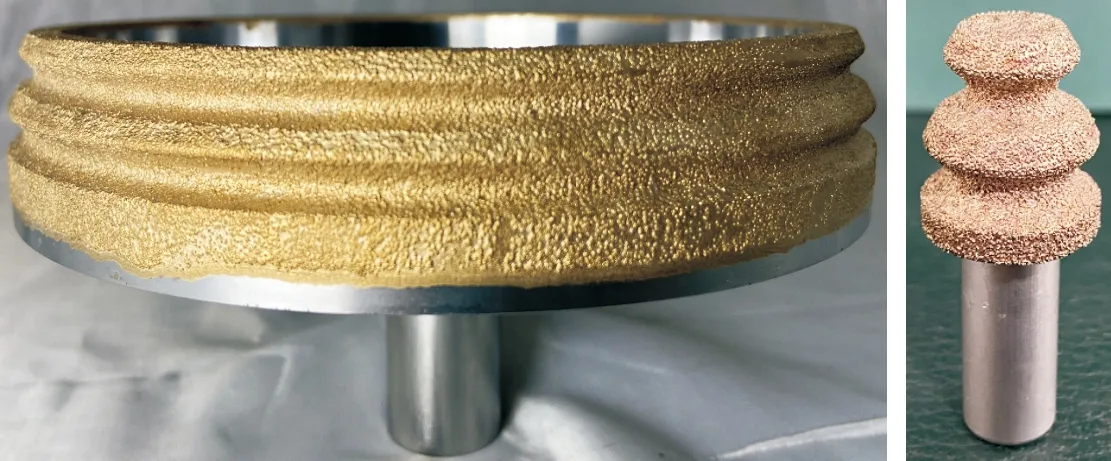
(a) 杯型與指狀釬焊CBN砂輪
3 榫槽加工工具設計
加工工具是榫槽復雜型面結構高質高效加工的關鍵。榫槽加工工具主要包括拉刀、銑刀、砂輪以及線電極等。特種加工中,線電極結構簡單,工具研制主要在于如何設計金屬絲電極的進給路徑和進給速度,如何選擇精密、高效、穩定的電解加工電源,如何根據工件材料特性匹配金屬絲電極(包括電極材料和直徑)和電解質等。目前,國內外有關榫槽特種加工工具的公開研究報道相對較少,因此本節重點分析機械加工拉刀、銑刀、砂輪。
3.1 工具結構與參數設計
針對拉削加工,榫槽拉刀設計主要是優化前角、后角、刃口鈍圓半徑、齒升量和容屑槽半徑等關鍵參數,它們決定了拉削過程的切屑形成、切削溫度、應力分布、表面質量[69]。拉刀設計可以采用經驗法、解析法、有限元法等[70-74]。解析法憑借設計經驗和大量實驗數據建立切削力和溫度的數學模型并對加工過程進行解析,通過研究榫槽加工表面質量與拉刀壽命對設計方案進行評價和優化[71]。解析法需要大量實驗與拉刀試制,設計周期長、成本高。有限元法設計過程與解析法設計過程類似,區別在于有限元法通過建立切削過程的熱-力耦合模型進行仿真分析,能夠獲得刀具結構參數對切削過程與結果的影響規律,從而優化刀具結構參數,這種方法可以實現榫槽加工刀具的快速設計[75-77]。近年來,國內外在榫槽拉刀設計方面開展了大量研究。?ZLü等[75]建立了熱機械工藝模型,通過實驗與仿真的方式對樅樹型榫槽拉刀進行了優化設計。OZTURK等[76]通過有限元仿真從切削力、容屑空間、刀具壽命和表面質量等方面對榫槽拉刀進行了優化設計。易林峰等[77]仿真分析了高速鋼榫槽拉刀的結構參數對拉削力、刃口應力分布的影響規律,并對該榫槽拉刀進行了優化設計,得到最優參數組合為:刃口鈍圓半徑0.02 mm,刀具前角8°,齒升量0.02 mm,刀具后角3°,拉削速度2 m/min,此時拉削力可減小34%以上。高翔等[78]提出了榫槽拉刀的三維參數化設計方法,通過建立榫槽拉刀三維參數化模型模板及實例庫,實現了榫槽拉刀的三維參數化快速設計。李志輝等[79]提出了基于產品模型的渦輪盤榫槽拉刀快速設計系統,通過快速提取榫槽特征參數,建立了榫槽拉刀通用模板,并將相關參數轉換成拉刀設計信息,從而快速生成榫槽拉刀,且縮短了榫槽拉刀設計周期。
針對銑削加工,許生福等[80]通過等效方法(等效切削速度、等效切削厚度、等效每齒進給量)結合銑削實驗研究,建立了銑削力數學模型,為榫槽銑刀設計提供了基礎數據。CHEN等[81]采用幾何建模方法建立了樅樹型榫槽銑刀銑削力數學模型,通過分析結果進一步構建了榫槽銑刀3D模型,完成了榫槽銑刀的設計。SU等[82]基于幾何曲線和曲面理論對錐形螺旋和徑向截面曲線進行了數學描述,在分析徑向截面與法向截面關系的基礎上,從法向角度計算徑向幾何角度,實現了樅樹型銑刀3D模型的快速設計。
針對磨削加工,由于榫槽尺寸較小、結構復雜,通常采用單層磨料的釬焊或電鍍砂輪進行加工,磨削后的榫槽精度對砂輪基體精度的依賴性較高。砂輪基體的結構形式取決于榫槽結構,有分段式和整體式兩種[49,51],如圖13所示,其中分段式是指將整個榫槽型面結構分成幾個部分設計對應的砂輪。基體的精度要高于榫槽精度一個等級,以保證釬焊或電鍍砂輪磨削加工后榫槽的精度滿足設計要求。由于榫槽磨削用釬焊和電鍍砂輪主要為單層磨粒,因此磨削過程幾乎不需要修整砂輪[83],但是,磨粒磨損到一定程度后,榫槽加工精度保障難度增大。

(a) 分段式砂輪 (b) 整體式砂輪圖13 磨削榫槽用砂輪主要結構[49,51]Fig.13 Abrasive tool structure for grinding slots[49,51]
3.2 工具選擇與應用
榫槽拉削和銑削刀具材料主要為高速鋼和硬質合金。硬質合金刀具的硬度、耐磨性和切削用量顯著優于高速鋼,但它可承受的沖擊力載荷小,刀具強度較低,約為高速鋼強度的三分之一;硬質合金熱處理困難,可加工性差,刀具制造困難,而且型線的修磨必須用金剛石砂輪,刀具制造成本較高。高速鋼可分為普通高速鋼、粉末冶金高速鋼、鈷高速鋼等。普通高速鋼的強度和硬度關鍵性能指標相對較低;粉末冶金高速鋼韌性、硬度和可磨削性優于其他高速鋼,但價格較高;鈷高速鋼是在普通高速鋼基礎上加入5%~10%(質量分數)鈷制成的,其硬度、韌性和耐熱性優于普通高速鋼[42,84]。
國內外學者通過對比不同刀具的切削性能,針對榫槽不同材料和結構特征來優選匹配刀具。徐艷等[41]對比了普通高速鋼(501)、鈷高速鋼(M42)和粉末冶金高速鋼(AST)三種榫槽銑刀加工GH698高溫合金樅樹型榫槽的切削性能,研究發現,加工過程中普通高速鋼刀具在切削用量和刀具壽命方面與M42和AST刀具相當,并且切削力和振動較小,因此選用普通高速鋼銑刀進行榫槽的加工。KLOCKE等[43,85]對比了高速鋼拉刀、硬質合金拉刀、陶瓷拉刀以及銑削加工高溫合金Inconel718渦輪盤榫槽的加工時間,研究結果表明,與銑削加工相比,高速鋼拉刀、硬質合金拉刀和陶瓷拉刀加工榫槽的時間分別縮短了34%、68%和95%。雖然粉末冶高溫合金以其優異性能可用于制造航空發動機渦輪盤,但是粉末冶金夾雜物的存在會導致榫槽加工質量下降。程相飛等[86]研究了夾雜物在渦輪盤榫槽拉削中的力學行為,并通過分工序加工、加強刀具檢查、研磨鈍化刃口圓角的措施預防了拉刀崩刃。在榫槽銑削加工中,通常采用螺旋錐度銑刀進行粗加工,然而螺旋錐度銑刀與零件的接觸面較大,切削力較大,切削溫度較高,嚴重影響加工表面質量;另外,螺旋錐度銑刀在加工時產生的切屑尺寸較大,排屑困難,對切削效率和刀具壽命會產生較大影響,采用分屑銑刀可以有效避免上述難題[87]。
4 榫槽加工質量
4.1 加工質量評價及影響因素
由于榫槽加工質量對渦輪盤服役性能具有極其重要的影響,因此工程上對榫槽加工質量的要求極為嚴格。榫槽加工質量主要包括輪廓精度、毛刺、表面燒傷、表面粗糙度、表層殘余應力、表層顯微組織和加工硬化(白層)等[24]。影響榫槽加工質量的因素多且復雜,主要有工件材料特性、刀具結構、工藝參數、加工過程中產生的振動、冷卻潤滑條件等。這些因素通常不會直接對榫槽的加工質量造成影響,而是通過影響加工過程參量(如切削力、切削溫度和刀具磨損等)間接地影響榫槽加工質量,這也解釋了為何在榫槽加工刀具設計與優化過程中需對切削力、切削溫度等進行數學建模或仿真研究。
國內外針對榫槽機械加工質量已進行了不少研究。孫寬余[88]從刀具結構和加工過程振動方面分析了拉削榫槽的加工質量,通過GH136高溫合金的拉削實驗可以發現,切削刃數量的變化、材料的均勻性以及卷屑造成的流動阻力使得拉削力發生了改變,導致機床產生振動,并加劇了拉刀崩刃和磨損,從而造成拉削加工表面質量下降。TELESMAN等[89]從拉削速度和刀具磨損方面對粉末冶金高溫合金榫槽拉削的表面質量進行了研究,隨著拉刀磨損增大和拉削速度減小,加工表層殘余壓應力增大;鈍化拉刀加工后榫槽的表面粗糙度小于鋒利拉刀加工后的表面粗糙度,而且拉刀速度最高時表面粗糙度最小。LI等[51]進行了不同磨粒粒度(240目、300目、400目、600目和700目)電鍍CBN砂輪磨削榫槽的表面粗糙度和輪廓精度分析,結果發現,隨著磨粒粒度的增大,表面粗糙度逐漸降低,當磨粒粒度為600目、主軸轉速為48 000 r/min、進給速度為100 mm/min以及磨削深度為0.002 mm時,榫槽輪廓誤差為±0.012 mm,滿足要求。
針對榫槽特種加工方式,HERRIG等[90]進行了電解線切割槽深為20 mm的燕尾型榫槽和槽深為40 mm的樅樹型榫槽研究,結果表明,榫槽底部的加工精度最高,燕尾型槽輪廓誤差范圍為3~22 μm,樅樹型榫槽輪廓誤差范圍為220~450 μm。BUREK等[91]研究了電解線切割Inconel718榫槽的加工精度,結果表明,榫槽表面粗糙度Ra為0.84 μm,垂直于進給方向的形狀精度為0.009 μm,榫槽輪廓誤差為0.033 μm,重鑄層厚度為0.5 μm。KLOCKE等[92]研究了電火花線切割高溫合金Inconel718的加工質量,分析了表面粗糙度、顯微組織和邊緣毛刺,結果發現,表面粗糙度Ra能夠達到0.8 μm以下,重鑄層厚度幾乎為零,榫槽輪廓邊緣的毛刺缺陷較少,零件表面完整性符合要求。SHARMA等[93]采用電火花線切割進行了榫槽加工表面質量研究,結果表明,榫槽加工表面粗糙度Ra為0.65 μm,輪廓誤差在±5 μm范圍內,表面硬度變化的最小值為34.87HV,榫槽表層重鑄層厚度小于5 μm。
4.2 質量檢測與控制
榫槽輪廓精度是榫槽加工質量檢測的重要指標,其檢測方法包括傳統的拉刀法、投影法、著色法和滾棒測量法等[35]以及非傳統的三坐標測量法、光柵測量法等[38]。目前國外使用較多的是現代檢測技術,而我國通用的榫槽檢測方法是先進行近似檢查(如使用三坐標測量機)然后結合工藝裝備(專用夾具、測具等)進行測量[38,94]。拉刀法是將拉刀試塊在平面投影儀上放大比對,該方法檢測精度較低。投影法利用平面投影儀對榫槽輪廓進行比對檢測,該方法只能對斜榫槽的邊緣輪廓進行檢測,不能對斜槽的各個截面進行檢測。對于圓弧形榫槽,采用投影的方式時無法將整個榫槽輪廓投影,因而測量誤差較大。對于斜槽和圓弧形榫槽,采用三坐標檢測方法較為合適,它可以檢測到復雜型面,而且測量精度和重復性都較高[91]。WANG等[95]采用電火花線切割加工了榫槽,然后采用三坐標測量法對榫槽輪廓精度進行了檢測。對于榫槽加工表面質量,可采用掃描電鏡(SEM)、X光衍射及電子背散射衍射等方法進行檢測[96]。由上述榫槽加工質量檢測方法可知,目前采用的檢測方法都是離線檢測,過程較為繁瑣,檢測效率不高,這在一定程度上會影響榫槽加工效率,而且由于檢測過程中進行的重復裝夾定位會增大出現榫槽加工型面超差的概率,因此提高榫槽加工質量檢測效率、優化檢測方式也尤為重要。
此外,由于加工過程參量(如切削力、切削溫度和刀具磨損等)對加工質量有重要影響,因此許多學者也對過程參量進行了監測,以實現對加工質量的控制。SHI等[97]基于最小二乘法建立了拉刀磨損狀態實時監測系統,有效避免了拉刀磨損造成的零件加工質量不合格情況。LIU等[98]提出了一種基于聲發射信號分類和邏輯回歸模型的兩階段刀具狀態監測與刀具磨損預測模型,通過考慮刀具重磨次數和工件材料隨機性等工藝系統的可變性,建立了不同加工工藝的刀具失效可靠性估計模型,還選擇了與最優集群相對應的最合適估計模型,用于開槽刀具的失效可靠性計算和狀態確定,結果表明,所提出的方法可以有效地用于刀具磨損預測和榫槽刀具狀態確定,預測結果精度較高。
5 總結
(1)針對型面結構復雜的榫槽,拉削以其較高的加工效率仍然是榫槽加工最常用的方式,然而圓弧形榫槽的拉削加工難題仍需突破,而銑削和磨削以其較高的靈活性在圓弧形榫槽加工方面優勢明顯。特種加工方法在榫槽加工中也具有巨大潛力,但仍然需要對其進行更深層次的研究。
(2)有限元仿真和計算機輔助已成為榫槽用拉刀、銑刀和砂輪設計的重要方法,有利于縮短刀具研制周期和提高刀具設計效率。由于榫槽結構精密復雜、精度和質量要求高,因此針對不同材料和結構的榫槽選擇合適的加工刀具,成為了提高榫槽加工精度和表面質量的重要手段。
(3)榫槽加工質量主要包括輪廓精度和表面完整性,而影響榫槽加工質量的因素多且復雜,如工件材料特性、刀具結構、工藝參數等。這些因素通過加工過程參量(切削力、切削溫度和刀具磨損等)會間接影響榫槽加工結果,因此建立加工過程監測系統以及開發更加穩定快捷的榫槽加工質量檢測方法有利于提高榫槽加工精度和質量。
6 展望
(1)深化榫槽加工工藝基礎研究,建立工藝鏈數據庫。目前榫槽復雜型面結構的機械加工與特種加工工藝基礎研究仍然缺乏,很大程度上憑借經驗試湊工藝參數,沒有形成穩定可靠的工藝數據庫,從而造成榫槽加工精度與質量較差,且增加了加工成本,因此需要進一步深化榫槽加工工藝的基礎研究,建立榫槽“材料/結構-刀具-工藝參數”完整的工藝鏈數據庫,以提高榫槽加工質量和效率。
(2)構建更加高效快捷的榫槽刀具設計與應用研發系統。目前榫槽加工刀具存在設計周期長、效率低等問題,而在刀具應用方面存在刀具可靠性不足、刃口一致性差等難題,難以滿足型面結構愈發復雜的榫槽加工需求,因此研發更加高效和快捷的榫槽刀具設計和應用系統有利于提高榫槽加工效率和質量,降低加工成本,滿足未來榫槽加工需求。
(3)開發靈活性更高的榫槽組合加工方法。隨著現代高端動力裝備需求的不斷提高,單一的加工方式已無法滿足榫槽越來越高的低成本、高效率和高質量加工需求,因此應結合機械加工和特種加工兩種方式優點,開發線切割粗加工與磨削精加工的組合加工方法成為未來榫槽加工的重點研究方向。
