管道施工質(zhì)量的控制措施
2021-12-15 14:23:38孫繼超劉吉飛郝孟江朱保慶陳希
化工管理 2021年34期
孫繼超,劉吉飛,郝孟江,朱保慶,陳希
(1.海洋石油工程股份有限公司,天津 300451;2.中海石油(中國)有限公司天津分公司,天津 300459)
0 引言
管道是海洋石油平臺工藝流程的重要組成部分,為了嚴格控制好管道的建造質(zhì)量,要求各方面人員進行密切合作,加強質(zhì)量意識,了解管道建造工藝中的各個環(huán)節(jié)。
1 材料質(zhì)量控制
1.1 材料裝卸、存放及保護質(zhì)量控制
所有的材料在儲存、裝卸時應(yīng)避免損壞和污染。法蘭密封面應(yīng)無油漆,密封面用法蘭密封蓋保護。
易受損的螺紋件應(yīng)該用塑料螺紋保護件或其他有效措施予以保護。用塑料蓋封堵管子的端部,以防止水及污垢進入管線內(nèi)部。
1.2 材料檢驗與質(zhì)量控制
所有預(yù)制和安裝的管材都必須標記避免安裝錯誤,標記在沿管線軸向易于觀察的地方,碳鋼管線和不銹鋼管線的壁厚標記方法如表1所示。

表1 碳鋼管線和不銹鋼管線的壁厚標記方法
2 管道預(yù)制質(zhì)量控制
2.1 下料、切割質(zhì)量控制
不銹鋼及Cu-Ni合金管不許允用鋼印標記。在每一個預(yù)制管段上盡可能的減少預(yù)制焊口和現(xiàn)場焊口數(shù)量。管線相鄰的兩環(huán)焊縫之間的最小間距離應(yīng)大于管壁厚的5倍或75 mm,兩者中取大值。管線的對接焊縫上不應(yīng)有開孔,支管連接,支管支撐等。
碳鋼材料可用無齒鋸切割或火焰切割的方法切割,不銹鋼材料應(yīng)用切割機或加工的方法切割,Cu-Ni合金材料應(yīng)用切割機切割。火焰切割僅用于碳鋼的粗成形,不適用于其他材質(zhì)管線。火焰切割后,經(jīng)處理后表面應(yīng)該平滑,切割之后應(yīng)將表面的熔渣、氧化皮等徹底清理干凈。切口端面傾斜偏差≤管外徑的1%且≤3 mm。
2.2 坡口、端口質(zhì)量控制
所有對焊管線應(yīng)按要求開相應(yīng)的焊接坡口。不同材質(zhì)坡口加工方式如表2所示。
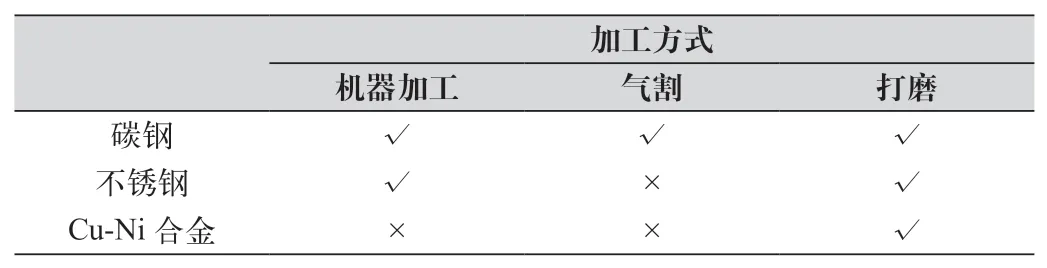
表2 不同材質(zhì)坡口加工方式
2.3 組對質(zhì)量控制
組對應(yīng)在專用的胎具上進行,不銹鋼及Cu-Ni合金材料要在碳鋼胎具上墊上膠皮或其他類似物。管道不得強力組對,不許使用刀把。點焊必須是符合要求的有資質(zhì)的焊工進行操作。不允許用錘擊、千斤頂或其他機械方式矯正。
管段組對時允許的最大錯邊量為1.5 mm。不同管線壁厚焊接時,管線焊接壁厚差大于等于3.0 mm時需要對管線焊接端作削邊處理、管線焊接端削邊長度大于等于4倍的管線壁厚差。不同管線材料組對錯邊量如表3所示。

表3 不同管線材料組對錯邊量
承插管件組對時,插入端頂部至承插口底部的間隙為1.5~2.0 mm,以防止在插焊/或焊接后承插口底部破裂。
2.4 尺寸精度質(zhì)量控制
管線預(yù)制完后的尺寸偏差應(yīng)符合ASME B31.3的要求,長度尺寸偏差不許允累計,長度和直線尺寸偏差不應(yīng)超過3.0 mm。法蘭面應(yīng)與軸線垂直其偏差為0.25°即法蘭面偏斜不超過5.0 mm/m。
所有定位焊必須由具有相應(yīng)焊接資格的焊工施焊,組對完的管段按要求進行報檢且合格后方能焊接。預(yù)制好的管線將管內(nèi)清掃干凈,兩端封口,以防雜物進入。
3 管線安裝質(zhì)量控制
穿墻及過甲板的管道應(yīng)加護管,管道焊縫不應(yīng)置于套管內(nèi),穿墻套管長度不得小于墻厚或甲板厚度。護管應(yīng)高出甲板,穿過防火墻壁的管道和套管的間隙應(yīng)按技術(shù)要求填塞防火材料。
3.1 管支架安裝質(zhì)量控制
管支架應(yīng)安裝在管線沒有對接焊縫的地方。環(huán)焊縫距支吊架凈距不小于50 mm,熱處理焊縫距支吊架凈距不小于焊縫寬度的5倍,且不小于100 mm。
管支架應(yīng)焊接在平臺的柱結(jié)構(gòu)、甲板、模塊或撬塊上,管支架不應(yīng)擱在格柵、甲板或其他非結(jié)構(gòu)原件上。支架螺栓孔應(yīng)比螺栓直徑大1.5 mm,所有螺栓孔應(yīng)采用鉆孔以保護油漆,不能用火焰切割的方法切割。盡量減少臨時支架,必須加臨時支架時應(yīng)快速制作,以免傷害管子和存在潛在的人員風(fēng)險[1]。
3.2 管線安裝質(zhì)量控制
管道安裝前需要檢查管支架是否合適并已焊接檢驗完畢,所配管的設(shè)備是否已經(jīng)就為、找正并固定完畢,管段內(nèi)部是否清理干凈無雜物。法蘭口的覆蓋物或臨時盲法蘭應(yīng)保留在管法蘭或法蘭連接的設(shè)備和閥上一直到連接管線為止。在噴砂和油漆時,按照法蘭面的大小所有的法蘭密封面應(yīng)固定上臨時橡膠墊加以保護。盲板(或插板)插在設(shè)備法蘭管口處,以防止外來雜物進入,或在管線試壓中起隔壓作用。
主要管線在安裝過程的重要位置(如:閥門處、支管處,拐彎處)必須按所在甲板的軸線及標高核對其坐標位置。管線安裝時,在小尺寸管、螺紋接管、儀表和設(shè)備等上不允許施加任何載荷。所有低點排放和高點放空應(yīng)設(shè)在容易接近和操作的地方。
安裝不銹鋼和Cu-Ni合金管線時,不得用鐵質(zhì)工具敲擊,不銹鋼和Cu-Ni合金管與支架間應(yīng)墊上聚四氟乙烯墊,并使用帶聚四氟乙烯襯的鍍鋅絕緣U型螺栓固定管道,使不銹鋼和Cu-Ni合金管線與其他材質(zhì)隔離。
在連接碳鋼法蘭和不銹鋼法蘭時應(yīng)用法蘭絕緣設(shè)施包括但不限于用絕緣螺栓、絕緣墊片和絕緣平墊。
螺紋應(yīng)用螺紋加工機或螺紋加工工具制作,螺紋表面應(yīng)光滑并涂上允許的專用潤滑油。所有的螺紋應(yīng)修整干凈,不允許有毛刺或剝落物。螺紋連接應(yīng)防止損壞。螺紋加工或吊裝過程中應(yīng)特別注意鍍鋅層的保護,如被卡傷應(yīng)消除缺陷,用罐裝鋅液噴涂,修復(fù)鍍鋅層。螺紋管安裝時可使用聚四氟乙烯帶保證螺紋密封。公用氣、儀表氣系統(tǒng)需用螺紋密封膠。
需涂塑或鍍鋅的碳鋼管(螺紋連接管除外),預(yù)安裝且水壓試驗合格后拆下來,清理干凈并清楚的標記后進行涂塑或鍍鋅。涂塑或鍍鋅完畢后回裝。
在液壓試驗完畢后,拆下8字盲板或插板,檢查法蘭平行度和同軸度應(yīng)符合要求。
管線與閥門焊接時,管道系統(tǒng)應(yīng)當清潔。閥門安裝前,應(yīng)按要求進行試壓。法蘭閥門和螺紋閥門應(yīng)在關(guān)閉狀態(tài)下安裝,焊接閥門連接時不得關(guān)閉。安全閥在安裝前應(yīng)經(jīng)調(diào)校、檢定合格且有鉛封,安全閥應(yīng)垂直安裝。有流向要求單向閥、過濾器、孔板流量計等,安裝時應(yīng)按圖紙要求安裝以免出錯。
法蘭安裝時應(yīng)檢查法蘭密封面及墊片,不得有影響密封性能的劃痕、銹斑等缺陷,管徑大于等于3″且壓力級別大于等于300lb的工藝管線法蘭的螺栓需要用力矩扳手緊固。所有螺栓應(yīng)完全伸出螺母并且每條螺栓最少應(yīng)露出2扣螺紋。
4 焊接質(zhì)量控制
4.1 焊接要求質(zhì)量控制
根部接頭的焊縫應(yīng)100%的焊透,根部的間隙應(yīng)利于根部全焊透。當材料厚度≥19 mm時,其對接焊的坡口應(yīng)進行著色檢查。鍍鋅及涂塑管必須使用鎢極氬弧焊以利于內(nèi)部焊道的除銹。
管道上嚴禁焊接臨時附件,所有的管線(管排)應(yīng)用管支架固定,固定的方法不應(yīng)損壞管子的表面,焊接管件的接頭的定位焊縫應(yīng)該為永久性的或者臨時點焊的焊材必須與母材相同。每道焊口組對時,點焊的長度應(yīng)在12~18 mm之間,以便點焊焊口牢固并且按照焊接工藝要求進行預(yù)熱。焊口根部必須全焊透和全熔。如果沒有全焊透和全熔或有裂紋,則必須將不合格的點焊縫全部打磨掉。所有的點焊在焊接時應(yīng)削薄。
Cu-Ni合金、不銹鋼、雙向鋼在焊接后應(yīng)用不銹鋼絲刷將其表面的氧化物去掉。并且用不易燃、無毒的液體進行清洗其表面,以去除表面的油污。
4.2 預(yù)熱與熱處理質(zhì)量控制
當環(huán)境溫度低于0 ℃時,碳鋼在焊接時應(yīng)在始焊處100 mm范圍內(nèi)預(yù)熱到15 ℃以上。當壁厚>25 mm時,應(yīng)按要求對焊縫進行焊后熱處理。
5 檢驗質(zhì)量控制
傳送天然氣及壓力等級大于CL600的管線及管件存放前應(yīng)當進行PT或MT檢驗抽檢比例為5%(且不少于1)。不允許存在線性缺陷,若出現(xiàn)質(zhì)量問題需雙倍檢測。
不銹鋼管線與支架(比如:管鞋、鞍座)需要進行PT檢測。抽檢比例為5%。不允許出現(xiàn)裂紋、燒透及其他裂縫。
6 工藝檢查質(zhì)量控制
管線安裝后,應(yīng)進行管、管件、閥門的規(guī)格等級,法蘭和閥門中螺栓的緊固情況,管件和閥門的流向,管線系統(tǒng)的完成情況,壓力試驗管線NDT合格與否進行檢查。
7 壓力試驗質(zhì)量控制
管線安裝完成后,對管線焊接質(zhì)量,管線、管件承壓能力作進一起檢查。
8 結(jié)語
要有一個好的管道施工質(zhì)量,需要從材料采辦、管道預(yù)制、管道安裝、焊接、檢驗、工藝檢查、壓力試驗層層把關(guān),每一道環(huán)節(jié)都應(yīng)該嚴格執(zhí)行各項規(guī)章程序。只有這樣,才能夠切實提高管道施工質(zhì)量,給整個管道提供更加安全可靠的運行環(huán)境。
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
