粉末注射成形鈦合金粘結劑體系的研究進展
2021-12-14 11:01:08劉艷軍孫健卓惠泰龍楊宇承于愛華劉博文李維斌
粉末冶金技術 2021年6期
關鍵詞:體系
尤 力 ,劉艷軍 ,潘 宇 ,孫健卓 ,惠泰龍 ,楊宇承 ,于愛華 ,劉博文 ,李維斌 ,路 新
1) 北京科技大學新金屬材料國家重點實驗室,北京 100083 2) 北京科技大學新材料技術研究院,北京 100083 3) 北京科技大學北京材料基因工程高精尖創新中心,北京 100083
鈦及鈦合金具有密度小、比強度高、塑性好、耐熱和抗腐蝕等優異性能,可作為一種新型結構材料被廣泛應用于航空、航天、生物醫用、化工、船舶、汽車等領域,尤以航空領域最為熱門。如圖1所示,鈦制品在民航客機中的材料使用占比逐年上升,現如今已接近20%的使用量[1-4]。雖然鈦在地殼中儲量十分豐富,但其高熔點、高強度以及高化學活性等特點致使其機加工困難,導致鈦合金制品的生產成本一直高居不下,是鐵、鋁制品成本的數倍之多。除外,可實現機加工的鈦合金結構零件均較為簡單,受加工方式的限制,其設計方案大都無法發揮材料的最佳性能。基于此背景,具有原料利用率高、可批量化生產且生產成本低的金屬粉末注射成形技術(powder injection molding,PIM)已經成為制備鈦及鈦合金零部件最為有效的技術手段之一[5]。2018年全球管理咨詢公司麥肯錫在先進制造業、工業4.0和未來工廠的報告中將粉末注射成形列為第二大技術,且發展成熟度遠高于目前位于第一位的增材制造(additive manufacturing,AM)技術,預示著粉末注射成形產業在全球范圍內的蓬勃發展。至2014年開始,中國粉末注射成形市場規模已經遠超其他經濟體,并以平均年增長率50%的比例快速增長。目前,中國已經擁有超過140家粉末注射成形企業,包括常州精研、上海富馳、深圳艾利門特、北京創卓、廣州昶盛、東莞博研等一大批優質公司,其中,珠三角地區的粉末注射成形工廠密度更是世界之最。與其他常用材料相比(不銹鋼、低合金鋼、鎢基合金等),粉末注射成形鈦合金的應用還處于起步階段,多集中在醫療器械、軍事制造和電子設備等領域,產品包括發動機閥門、渦輪葉片、手表表殼、高爾夫球頭、3C產品、醫用植入材料等,如圖2所示[6-9]。

圖1 波音民航客機鈦制品用量占比與研發時間關系Fig.1 Relationship between the usage amount (mass fraction)and the development time of titanium products in Boeing commercial passenger aircraft

圖2 部分粉末注射成形鈦合金產品:(a)德國TiJet公司制備的工程應用零部件;(b)德國TiJet公司制備生物醫用零部件;(c)Ti-6Al-7Nb合金骨螺釘;(d)CP-Ti人工鐙骨;(e)鈦合金眼鏡架;(f)Ti-6Al-4V表殼實物Fig.2 Parts of titanium alloy products by powder injection molding: (a) parts of engineering applications prepared by TiJet; (b) parts of biomedical applications prepared by TiJet; (c) Ti-6Al-7Nb bone screws; (d) CP-Ti artificial stapes; (e) titanium alloy spectacle frames; (f) Ti-6Al-4V watchcase
粉末注射成形技術是在粉末冶金技術的基礎上發展起來的,與塑料注射技術相結合,實現了原料近100%的利用率,是一種近終成形技術。一般操作流程為:先將制備好的粉末與粘結劑經過混煉和造粒制備成粒狀喂料,然后將喂料在注塑機上成形出特定形狀的產品生坯,再經脫脂和燒結得到所需性能的產品。鈦合金粉末注射成形的優點在于[10]:①可實現小型三維復雜形狀零件的批量化制備;②成分均勻,組織細小,力學性能優異;③易于添加合金化元素以制備所需材料;④易于控制材料微觀結構。在粉末鈦合金的注射成形工藝中,粘結劑的設計是一個核心環節,肩負著在整個注射成形過程中使鈦合金粉末以流體狀態順利完成注射,生坯成形后可以維持形狀至預燒結階段的重要作用,但外加的粘結劑也成為了整個注射成形工藝中最可能的污染物來源之一[11]。除此之外,較高含量的粘結劑會降低粉末裝載量,不僅導致脫脂后坯體形狀塌陷,產生變形、開裂等缺陷,還會使燒結收縮增大,嚴重降低產品尺寸精度;較低含量的粘結劑雖然能保證較高的粉末裝載量,但是難以制得流動性良好的喂料,無法順利完成注射,保證粘結劑含量與粉末裝載量之間的平衡性大大增加了粘結劑研究過程的困難。由此可見,粘結劑雖然不決定燒結制品的最終成分,但是其選取和使用會直接影響到后續的脫脂、燒結等工序,從而影響產品質量。因此,在粉末注射成形鈦合金技術的研究工作中,將重心放在粘結劑技術上,也就抓住了問題的關鍵。為此本文介紹了不同粉末注射成形鈦合金粘結劑體系的研究現狀,針對目前存在的問題提出改進措施,并對今后的研究方向提出了展望。
1 典型粉末注射成形鈦合金粘結劑體系的研究進展
鈦金屬活性較高,溫度接近400 ℃時容易發生碳化、氮化、氧化,生成碳化鈦、氮化鈦以及氧化鈦等雜質相,降低了燒結相對密度,惡化了材料的力學性能。在碳、氫、氧、氮等雜質中,控制氧含量通常比控制其他雜質更困難,氧含量(質量分數)對鈦合金力學性能的影響如圖3[12]所示,隨著氧含量的增加,鈦合金的強度提高,但塑性顯著惡化。因此,粉末注射成形鈦合金在選用粘結劑時應做到以下三點:①要盡量保證高的粉末裝載量以提高制品尺寸精度;②喂料要有充足的流動性以保證注射時可以順利充滿整個型腔;③所用粘結劑組元不與高活性的鈦材料發生反應并無殘余分解脫除。在研究初期,粉末鈦合金注射成形所用的粘結劑大多沿用其他金屬的粘結劑體系,而隨著科研工作的深化,出現了水溶性、聚縮醛基等新型粘結劑[13]。當前,粉末注射成形鈦合金廣泛應用的粘結劑體系為熱塑性的蠟基粘結劑和塑基粘結劑,以及環境友好型的水基粘結劑。

圖3 氧質量分數對鈦合金力學性能的影響[12]Fig.3 Effect of oxygen mass fraction on the mechanical properties of titanium alloys[12]
1.1 蠟基粘結劑
蠟基粘結劑是一類研究深入的粉末注射成形鈦合金粘結劑體系,此類粘結劑體系一般由石蠟 (PW)、聚合物以及少量表面活性劑組成。蠟基粘結劑體系的常用蠟有普通石蠟、蜂蠟、棕櫚蠟、微晶蠟、聚乙二醇蠟等,它們的分子量小、熔點低、潤濕性能好、黏度低,能夠提高喂料的流變性能,使粉末喂料在壓力作用下均勻填充于形狀復雜的模腔。此外,蠟基體系常用的聚合物有聚乙烯(PE)、聚丙烯(PP)、乙烯-醋酸乙烯共聚物(EVA)以及聚甲基丙烯酸甲酯(PMMA)等,用來維持成形坯體在脫脂后形狀不塌陷。常用表面活性劑有硬脂酸(SA)和油酸(OA),用來改善粉末和聚合物之間的相容性,表1所示為粉末注射成形鈦合金常用粘結劑骨架劑組元的熱力學性質。

表1 粉末注射成形鈦合金常用粘結劑骨架劑組元的熱力學性質Table 1 Thermodynamic properties of the skeleton components of titanium alloys by powder injection molding
德國GKSS研究中心的Gerling等[14]將體積分數32%的石蠟基粘結劑與氣霧化TiAl粉末混合用于注射成形,喂料在120 ℃混煉后,于42 MPa、90 ℃下注射成形,脫脂后分別在1×10?9MPa真空和3×10?2MPa、9×10?2MPa氬氣氣氛中1360 ℃燒結保溫3.5 h,隨后經200 MPa、1300 ℃、2 h熱等靜壓(hot isostatic pressure,HIP)處理,制得近γ組織的TiAl合金制品,其抗拉強度為412 MPa,屈服強度為398 MPa,延伸率為0.45%。隨后,該研究團隊中的Obasi等[15]使用60%PW+35%PE+5%SA (質量分數,下同)蠟基粘結劑與氣霧化Ti-6Al-4V合金粉末均勻混合進行注射成形。結果表明,燒結溫度、升溫速率以及冷卻速率對材料的抗拉強度比較敏感,但對樣品的延展性幾乎沒有影響,此外脫脂參數的變化對材料最終的抗拉強度影響也較小。基于這些研究,他們通過優化工藝參數,在燒結溫度為1350 ℃、升溫速率為5 ℃/min、冷卻速率為66 ℃/min的條件下,成功制得抗拉強度為861 MPa,屈服強度為757 MPa,伸長率為14.3%的Ti-6Al-4V合金制品。北京科技大學Guo等[16]用聚乙二醇 (PEG)代替部分石蠟,為純鈦粉末注射成形開發了一種改進型蠟基粘結劑,所制材料的抗拉強度為419 MPa,伸長率為4%,硬度為HRC 23,尺寸偏差為±0.04 mm,具有良好的保形性。Liu等[17]用液體石蠟(LPW)、聚乙二醇(分子量10000)和萘代替部分石蠟開發了一種改進型蠟基粘結劑,并用于高鈮TiAl合金的注射成形,改進型蠟基粘結劑的粉末裝載量為68%。相比于傳統型粘結劑,改進型粘結劑制備的喂料在160 ℃下的流動指數 (n)更小,脫脂坯體中的雜質含量更低,熱脫脂所用時間更短,兩種粘結劑喂料的熱重分析 (thermogravimetric analysis,TGA)曲線如圖4所示。經研究,在1480 ℃燒結2 h制備的樣品抗拉強度為412 MPa,延伸率為0.33%,孔隙率約為4%,其中較高的氧含量以及孔隙率導致樣品的力學性能較差。Friederici等[18]通過調整低密度聚乙烯 (LDPE)、PW以及SA的比例得到四種粘結劑配比,使用配比為83%PW+15%LDPE+2%SA的蠟基粘結劑與微米純鈦粉均勻混合后進行注射成形,最終制得的鈦制品中碳、氧、氮質量分數分別為0.04%、0.180%、0.020%,相對密度為98.1%,具有優異的力學性能。Wang等[19]使用60%PW+35%LDPE+5%SA的蠟基粘結劑與Ti-6Al-4V合金粉末均勻混合后進行注射成形,在研究其流變特性時,發現隨著混煉時間的增加,喂料黏度降低,而粉末裝載量越高,黏度越大。李洋等[20]在制備吸氣材料時使用60%PW+15%LDPE+15%PP+10%SA的蠟基粘結劑,在50 ℃的三氯乙烯溶劑中脫脂6 h后,經800 ℃燒結,得到的制品在第10 min時的吸氣速率(S10)為738.5 mL·s?1,在120 min時的吸氣總量(Q120)為995.6 Pa·mL,表明該材料具備良好的吸氣性能。為了降低粉末注射成形鈦合金的生產成本,Carr?o-Morelli等[21]使用配比為55%PW+35LDPE+5%SA的蠟基粘結劑與氫化鈦粉末均勻混合,以60%的粉末裝載量進行實驗,先在50 ℃正庚烷溶液中保溫2 h進行溶劑脫脂,后在500 ℃下保溫1 h進行熱脫脂以完全去除粘結劑的剩余組元,燒結樣品的雜質元素含量(質量分數)及力學性能如表2所示,達到四級純鈦水平,成功替代了粉末注射成形使用的優質鈦粉,降低了生產成本。

圖4 改進型以及傳統型粘結劑喂料的熱重分析曲線[17]Fig.4 TGA curves of the improved and traditional feedstocks[17]

表2 粉末注射成形鈦粉雜質元素含量(質量分數)及力學性能[21]Table 2 Impurity element content (mass fraction) and the mechanical properties of Ti powders used in PIM[21]
蠟基粘結劑體系雖然在注射成形中占據著重要地位,但是也存在較多問題,限制其應用發展。由于石蠟黏度低,在注射時易產生兩相分離,且會發生噴射和出現焊紋;冷卻時體積收縮大,會產生較大的內應力,嚴重降低尺寸精度;熱脫脂時變形溫度較低,生坯易塌陷,需要額外材料維持形狀;溶劑脫脂時使用的有機溶劑脫脂效率低,脫脂時間長。為此,相關研究者在此基礎上不斷創新,又開發了新型粘結劑體系。
1.2 塑基粘結劑
塑基粘結劑的主要組分是聚甲醛(POM),1984年由美國Celanese Corp公司首先將其應用于粘結劑體系,之后經BASF公司開發,成功去除了粘結劑體系中的蠟和小分子量組分[22]。在后期的發展過程中,研究者將聚乙烯添加到粘結劑體系中作骨架劑,以維持高溫脫脂階段成形坯體的尺寸穩定性。目前,BASF公司利用這種粘結劑用于注射成形已成功制備出鈦及鈦合金產品。聚甲醛在酸催化脫除過程中始終處于固體狀態,避免了因粘結劑成分沸騰引發的膨脹、裂紋等缺陷,變形較小,保形性好,尺寸精度高,適合連續自動化生產。另外,塑基粘結劑的脫脂速率很快,能夠達到10倍于傳統溶劑脫脂的速率,并且可用于較厚尺寸的脫脂[23]。
章誠和劉春林[24]利用聚甲醛基粘結劑與鈦合金制備催化脫脂專用料,通過研究發現,提高粉末含量會使專用料黏度增加,且專用料對溫度的敏感性較低,可以使喂料在較寬的溫度范圍內完成注射成形,并發現加入乙烯-醋酸乙烯共聚物和硬脂酸鋰可以進一步降低體系的表觀黏度。羅浩等[25]利用聚甲醛基粘結劑研究高溫合金注射成形喂料的流變性能時,采用85%POM+7%高密度聚乙烯(HDPE)+3%EVA+3%SA+2%PE+聚乙烯蠟(Wax)粘結劑體系及60%的粉末裝載量制備喂料,得到流動指數(n)為0.429、粘流活化能(Eη)為29.07 kJ·mol?1的高溫合金喂料,表明該粘結劑體系制備的喂料具有較好的流變特性,適用于粉末注射成形。朱海洋等[26]利用POM+LDPE+EVA+SA+PW粘結劑體系研究合金喂料的流變特性,發現喂料的黏度與剪切速率及混煉溫度呈反比例關系,剪切速率越大,混煉溫度越高,喂料黏度越小,且在該實驗條件下采用30%POM+50%LDPE+6%EVA+3%SA+11%PW粘結劑制成的喂料具有最優的綜合流變性能,成形件的強度也最高。塑基粘結劑在脫脂速率以及生坯強度等方面顯示出了超高的優越性,但是目前存在的POM黏度很大,使得其生產復雜幾何形狀產品時較為困難。為了發揮塑基粘結劑的優勢,擴大粉末注射成形鈦合金的應用范圍,推動實用化進程,不少學者就降低塑基粘結劑體系的黏度展開研究。Gonzalez-Gutierrez等[27]報道了在塑基粘結劑中加入小分子量組分蜂蠟(WAX)或者降低POM結晶度來降低POM黏度。研究表明,加入16%WAX可使喂料黏度下降約20%,但仍遠小于預測值,且大量WAX的加入會使喂料產生兩相分離等缺陷;為此進一步選用分子量為24410 g·mol?1的POM進行實驗,測得其喂料黏度降低約200倍,證明了降低結晶度以降低黏度的可行性,具有顯著的參考價值。
目前在注射成形工業生產上,蠟基粘結劑仍占據主流地位,但是傳統的蠟基粘結劑因其存在的一系列不足導致難以繼續應用發展,即使繼續進行改進,也難以掙脫本身的框架束縛。塑基粘結劑的出現續接了蠟基粘結劑發展的瓶頸,而且塑基粘結劑本身具有的生坯強度高、脫脂效率快、適合生產形狀復雜且尺寸較大零件等特點,使得其應用發展已經勢在必行。鈦合金粉末注射成形工藝所用的粘結劑體系大多沿用自其他金屬,如鐵、鎳等。將塑基粘結劑用于粉末注射成形鈦合金雖然能發揮塑基粘結劑的優勢,但是缺乏考慮鈦合金本身比較活潑,易與碳、氧等雜質元素發生反應,顯著惡化材料力學性能的特性。此外,雖然德國BASF公司生產的用于注射成形的Catamold-Ti喂料占據市場的絕大份額,但是配方以及粘結劑組元分子量等理化性質高度保密,相關研究機構連基本的模仿都無法實現。另一方面,關于粘結劑設計的文獻報道十分有限,嚴重缺乏理論指導,也大大增加了新型粘結劑的設計難度。
1.3 水基粘結劑
前文所述的幾種粘結劑使用的脫脂溶劑(如正庚烷)或粘結劑組元分解產物(如甲醛)都或多或少的對環境以及人體產生一定的危害,因此開發環境友好型的粘結劑體系就具有十分重要的意義。鈦合金粉末注射成形現有的環境友好型粘結劑體系是以水作為脫脂溶劑,根據水在注射料制備過程中的不同作用將這類粘結劑分為凝膠基水基粘結劑和非凝膠基水基粘結劑兩種。
非凝膠基水基粘結劑體系常用的聚合物為聚乙二醇,其流動性較好,價低易得。低分子量的聚乙二醇可在60 ℃水中快速溶解以去除,該體系中常用的骨架劑是分子量10000的聚甲基丙烯酸甲酯。Sidambe等[28]利用PEG+PMMA+SA的水溶性粘結劑與微米級鈦合金粉末均勻混合用于粉末注射成形,粉末裝載量為69%。實驗中,將混合物料置于55 ℃水中,用時5 h將PEG完全除去,于440 ℃氬氣氣流中將PMMA完全脫除。最終樣品的含氧量 (質量分數)為0.2%,抗拉強度為850~880 MPa,延伸率8.5%~16%。奧克蘭大學Hayat等[29-31]在研究PEG/PMMA基粘結劑體系中PEG的最佳分子量時,采用1500、4000、10000和20000四種分子量的PEG進行實驗,通過研究喂料的流變特性以及脫脂行為,發現該粘結劑中PEG最佳分子量為10000。他們在后續實驗中通過加入一定量的結晶抑制劑聚乙烯吡咯烷酮(PVP),減少了PEG/PMMA粘結劑的空洞形核現象,使得注射出的預成形坯可以快速冷卻,在保證較高產品質量的同時,又保持了PEG/PMMA粘合劑體系的清潔性。之后,他們在研究PVP的摻入量對該粘結劑體系的影響時,以67%粉末裝載量和四組不同PVP含量的粘結劑進行對比試驗,通過顯微結構觀察以及雜質含量測定等分析手段,發現在PEG中PVP的摻入量 (質量分數)為20%時可以獲得平均相對密度為98%、延伸率為9.5%的鈦合金樣品,力學性能良好。Thavanayagam等[32-33]研發了一種用于鈦合金注射成形的PEG/聚乙烯醇縮丁醛(PVB)基粘結劑體系并對喂料配方進行了優化,喂料成分見表3所示。結果表明,配方為60%粉末裝載量+32%PEG+6%PVB+2%SA的喂料其流動指數(n)為0.63,流動活化能(Ea)為14.8~29.7 kJ·mol?1,具備低黏度、低活化能以及低流動指數等優良的流變性能,能夠使喂料均勻填充模具,在后續的溶劑脫脂時于35 ℃保溫4 h或者40 ℃保溫3 h可獲得更好的脫脂特性,降低了生產成本,充分表明該粘結劑體系適合于鈦合金粉末注射成形工藝。近期,Hayat等[34]研發了一種配比為73%PEG+20%碳酸丙烯酯 (PPC)+5%PMMA+2%SA新型三元共混粘結劑體系,使用平均粒徑<45 μm的氣霧化Ti粉,以67%粉末裝載量進行實驗,并利用毛細管流變儀、熱重分析儀、傅里葉紅外光譜儀(Fourier infrared spectrometer,FTIR)和掃描電子顯微鏡(scanning electron microscope,SEM)等分析測試手段,發現粘結劑組分之間存在較大的相互作用,并通過PEG/PPC粘結劑體系中不添加PMMA的對比實驗論證了PMMA的加入會增強PEG與PPC的相互作用力,從而提供給喂料優異的均勻性和流變特性,并使得生坯強度保持在一個較高水平,為后續的熱加工提供了足夠的尺寸穩定性,且真空熱脫脂后,樣品的氧含量(質量分數)為0.17%,達到ASTM F2989-13標準一級水平,圖5為三種不同粘結劑混合物的熱重分析曲線。該結果突顯了研究不同粘結劑聚合物組元相互作用的重要性,可為后來的科研工作者在進行新型粘結劑體系的設計時提供可行的研究依據。
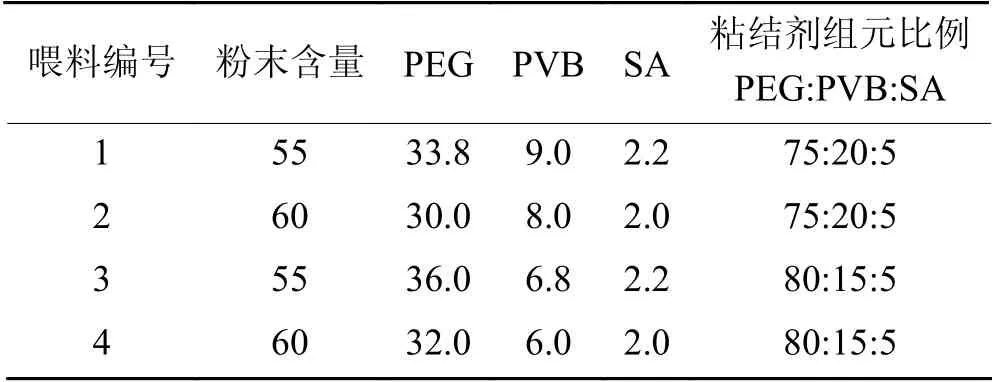
表3 喂料配方(體積分數)[32-33]Table 3 Feedstock formulations[32-33] %

圖5 不同粘結劑混合物的熱重分析曲線[34]Fig.5 TGA curves of the different binder blends[34]
非凝膠基水基粘結劑的優點在于容易控制,脫脂設備成本相對較低,且粘結劑具有生物可降解性,對微生物無毒無害,但是處理脫脂后的廢水增加了額外的費用;而凝膠基水基粘結劑大多為天然物質,比如纖維素、淀粉瓊脂等,利用凝膠基水基粘結劑注射成形生產的最終產品尺寸控制較難,成分波動大,其應用范圍比較窄,工藝條件和質量控制仍需進一步的研究和優化。
2 脫脂
粘結劑與脫脂息息相關,脫脂方式取決于選用的粘結劑體系。脫脂是指利用物理或者化學方法將注射成形坯體中的粘結劑組元分階段去除,每一階段只脫除粘結劑中的一種或兩種組分,這種漸進式的過程可以保持生坯形狀,避免樣品塌陷。脫脂是粉末注射成形鈦合金中耗時最長,但最關鍵也是最難控制的一個工序,對最終產品的性能影響重大。從工藝控制的角度來看,脫脂時間應盡可能短且無缺陷或少缺陷,碳、氧含量應保持在特定范圍內[35-36]。根據粘結劑體系的不同出現了多種類型脫脂方法,現階段廣泛應用的脫脂方法有熱脫脂、催化脫脂、溶劑脫脂等。
2.1 熱脫脂
就粉末注射成形鈦合金所用粘結劑的熱脫脂而言,其脫除過程通常可以分為兩個最基本的方面:一方面是粘結劑的熱分解,這是一個化學反應過程;另一方面是粘結劑分解產生的氣體傳輸到坯體表面,進入外部氣氛,這是一個物理的傳熱、傳質過程。一般粉末注射成形鈦合金粘結劑中各種組元的熱分解和在坯體內傳輸的過程和機制均有所不同,理想情況下要求各組元能快速有序逐步地從注射生坯中脫除。同時,鈦合金注射生坯產生初期前致密化過程,即粉末顆粒在粘結劑毛細管力作用下產生顆粒重排、生坯內連通孔隙通道的產生和形成、形成連通孔隙通道后剩余粘結劑組元經由通道去除、粘結劑完全脫除后粉末顆粒之間發生點接觸,圖6為熱脫脂過程中兩組元粘結劑脫除模型的示意圖[37]。

圖6 兩組元粘結劑脫除模型[37]:(a)初始階段;(b)連通孔隙形成;(c)低熔點組元脫除;(d)高熔點組元脫除Fig.6 Two-component binder removal model[37]: (a) initial stage; (b) formation of connected pores; (c) removal of low melting point components; (d) removal of high melting point components
研究時間最長且最深入的一種熱脫脂工藝是Wiech工藝[38]。該工藝操作簡單,成本低廉,不需要專門的設備,投資少且無環境污染。但存在很多不足,例如:粘結劑的分解溫度太高,不僅脫除困難,而且會導致注射坯體發生變形,降低產品尺寸精度;脫脂速率低,通常小于1 mm·h?1,不適合生產大型零件等。為縮短脫脂時間,相關研究者通過大量實驗后發現,熱脫脂的關鍵是在低溫階段的慢速升溫脫脂時,保持坯體不產生變形等缺陷。
2.2 催化脫脂
一種具有代表性的催化脫脂方法是由德國BASF公司在20世紀90年代初開發出來的Metamold法。這種方法集熱脫脂和溶劑脫脂的優點于一身,脫脂迅速且不易產生變形和缺陷,被認為是目前最先進的脫脂工藝[35]。此方法采用聚醛樹脂作為粘結劑,可以在110 ℃以上的酸性氣氛中快速催化分解為甲醛,甲醛氣體經兩次燃燒去除,圖7為催化脫脂模型示意圖[39]。由于聚甲醛的強度較高,催化脫脂在低于粘結劑的軟化點下進行,避免了液相的產生,使生坯具有較高強度,保證了燒結后的尺寸精度,脫脂速率達1~4 mm·h?1。之后BASF又開發了以草酸作為催化劑的工藝,提高了環境友好程度,并成功應用于硬質合金以及陶瓷領域,擴大了Metamold法的適用范圍。在較大規模生產條件下,Metamold工藝因單位成本低而獨具優勢。
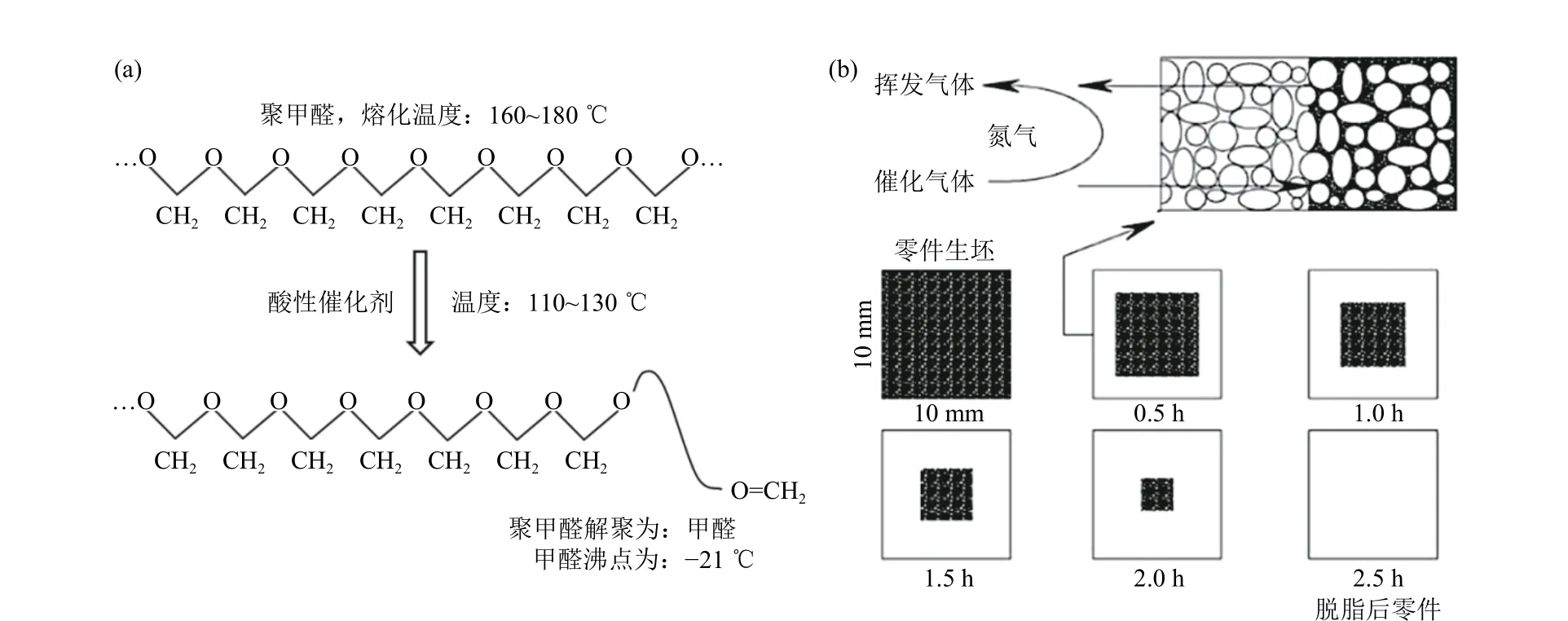
圖7 催化脫脂模型示意圖[39]:(a)脫脂催化反應;(b)催化脫脂動力學Fig.7 Schematic diagram of the solvent debinding mode[39]: (a) catalytic debinding reaction; (b) catalytic debinding kinetics
2.3 溶劑脫脂
溶劑脫脂是指將成形坯體浸沒在溶劑中溶解粘結劑的大部分組元,留下小部分組元來維持坯料的形狀。溶解后的組元會在坯體表面形成孔隙,促進下階段脫脂過程的進行,從而縮短總的脫脂時間,圖8為溶劑脫脂模型的示意圖[40]。由于溶劑的溶解作用具有單一性,所以為減少總的脫脂時間,通常會選用混合溶劑,比如用三氯乙烯和無水乙醇的混合溶劑脫除蠟基粘結劑中的石蠟組元。郭世柏等[41]在利用溶劑脫脂方法脫除鈦合金粉末注射成形坯體中的可溶性粘結劑時,通過分析脫脂動力學定義了脫脂臨界厚度,當厚度大于5 mm時,樣品脫脂過程受擴散控制;當厚度小于5 mm時,除受擴散控制外,還受粘結劑溶解進程的制約。

圖8 溶劑脫脂模型示意圖[40]Fig.8 Schematic diagram of the solvent debinding model[40]
為了促進樣品的有效脫脂,通常采用幾種脫脂方法相結合的方式,比如先溶劑脫脂,后進行熱脫脂,這種組合脫脂方式比單純的熱脫脂至少縮短三分之一的時間。劉超等[42]利用氫化脫氫鈦粉進行注射成形時,先在60 ℃恒溫的超純水中進行水脫脂,再經干燥箱干燥2h后置于真空爐中進行熱脫脂,并在1350 ℃燒結保溫3 h,通過這種熱脫脂和溶劑脫脂相結合的方式制得的純鈦部件中碳、氮、氧含量(質量分數)分別為0.055%、0.015%和0.228%,屈服強度為443 MPa,抗拉強度為554 MPa,延伸率為20.9%,相對密度為96.6%,整體性能達到ASTM F2989-13標準二級水平
每種脫脂方法都有各自的優缺點,熱脫脂工藝簡單,成本低廉,環境友好,但脫脂速率低,脫脂時間長,不適合生產大尺寸零部件,且易產生變形、塌陷等缺陷;溶劑脫脂的脫脂溫度低,脫脂速度較快,但工藝復雜,脫脂時可能會產生變形開裂等缺陷,降低產品尺寸精度;催化脫脂速度最快,不易產生變形和缺陷,但對環境的侵害性較大,生產成本較高。因此,在實際應用中脫脂方法的選用需要依據粘結劑體系以及粉料的化學性質而定。
3 結語與展望
粉末注射成形鈦合金應用市場的進一步拓展面臨兩大挑戰,一是粉末注射成形技術相對成熟的球形鈦粉成本高,其制品難以在3C以及汽車等領域大規模使用;二是缺乏適用于鈦合金粉末注射成形的粘結劑體系。氫化脫氫鈦粉的出現迎來了降成本的曙光,其與球形鈦粉相比,成本可降至20%左右。但是,粉末注射成形鈦合金使用的粘結劑體系大多仍沿用自其它金屬,未能全面考慮鈦合金材料本身特性,研發過程一度陷入瓶頸。雖然國內自主研發的鈦合金粘結劑體系打破了如BASF等公司的技術封鎖,但由于缺乏系統的理論指導,其研發處于大規模試錯階段,實用性進程仍較緩慢。筆者以粘結劑體系的研究現狀出發,針對現階段粉末注射成形鈦合金存在的問題提出幾點建議以供同行研究者參考,共同推動粉末注射成形鈦合金的產業化進程。
(1)針對蠟基粘結劑粉末注射成形鈦合金制品尺寸精度低、塑性差的問題,可繼續深化PEG部分替換PW組元的相關研究。相比于PW,PEG具有更好的潤濕性和更低的分解溫度,有助于提高喂料的裝載量、降低脫脂坯中雜質元素的含量,從而提高鈦合金制品的尺寸精度及力學性能。
(2)針對塑基粘結劑主組分POM易與低成本高活性氫化脫氫鈦粉發生反應的問題,一是可使用鈦合金專用氣氛密煉機制備喂料,隔絕氧氣,提高POM熱氧穩定性;二是在新型塑基粘結劑體系的研究開發中,繼續優化抗氧化劑的配比,提高喂料的穩定性。
(3)針對水基粘結劑注射生坯易軟化的問題,一是可通過添加低氧甚至無氧的骨架劑組元,提高注射生坯強度;二是可繼續深化PEG分子量對水基喂料成形性和保形性方面的研究,根據注射零件的形狀復雜程度選擇PEG分子量。
猜你喜歡
商品與質量(2021年43期)2022-01-18 05:31:22
杭州(2020年23期)2021-01-11 00:54:42
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
中國外匯(2019年17期)2019-11-16 09:31:14
中國衛生(2015年12期)2015-11-10 05:13:40
現代企業(2015年1期)2015-02-28 18:43:18
汽車零部件(2014年5期)2014-11-11 12:24:28
新高考·高一物理(2014年1期)2014-09-18 01:26:07
浙江人大(2014年1期)2014-03-20 16:19:53
終身教育研究(2012年4期)2012-03-25 10:41:11
