抽油桿應力卸荷槽長度檢驗結果判定標準探討
2021-12-11 01:13:29李宇龍張騰飛仇麗霞陳永宏
油氣·石油與天然氣科學 2021年12期
李宇龍 張騰飛 仇麗霞 陳永宏
摘要:本文通過對SY/T 5029-2013《抽油桿》檢驗標準中應力卸荷槽長度LR即抽油桿外螺紋臺肩與螺紋之間長度差值之間的關系進行分析探討,對二者之間的聯系在檢驗環節中存在的問題進行了論述,為SY/T 5029-****《抽油桿》標準修訂提出參考建議。
關鍵詞:應力卸荷槽;外螺紋;檢驗方法;
內容:
2020年末隨著長慶油田油氣當量年產突破6000萬噸,建成我國首個特大級油田,采油井口數達到5.2萬余口.有桿泵采油為長慶油田主要采油模式,目前在用抽油桿約7800萬米。且隨著長慶油田二次加快發展,每年新投油井及老井維護使用更換抽油桿數量約450-500萬米。因此質檢人員在應用《抽油桿》標準的執行方式方法,對檢驗判定抽油桿質量是否合格尤為重要。
1、現狀描述
應力卸荷槽尺寸檢驗為抽油桿外觀尺寸檢驗時的重要檢測項目。現行SY/T 5029-2013《抽油桿》檢驗標準只對檢驗數據及偏差做出規定要求,檢測方式方法中未對測量界限做出明確規定。 因此檢驗人員在日常檢驗中通常以應力卸荷槽與螺紋間第一牙螺紋起點和第一牙螺紋的最大外徑之間進行測量,測量數據的隨意性較大,導致對檢驗結果的判定存在較大異議。
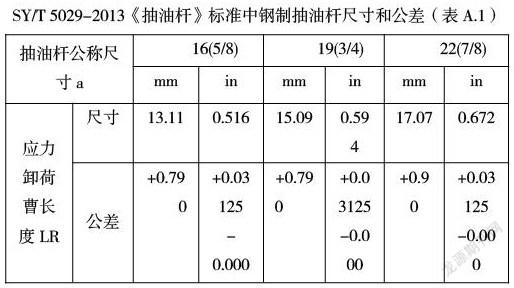
SY/T 5029-2013《抽油桿》標準中鋼制抽油桿尺寸和公差(表A.1)
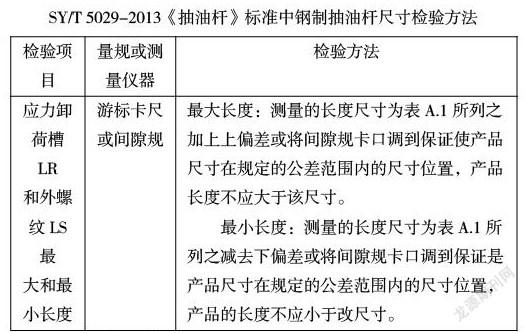
或間隙規 最大長度:測量的長度尺寸為表A.1所列之加上上偏差或將間隙規卡口調到保證使產品尺寸在規定的公差范圍內的尺寸位置,產品長度不應大于該尺寸。
最小長度:測量的長度尺寸為表A.1所列之減去下偏差或將間隙規卡口調到保證是產品尺寸在規定的公差范圍內的尺寸位置,產品的長度不應小于改尺寸。
1.2、存在問題
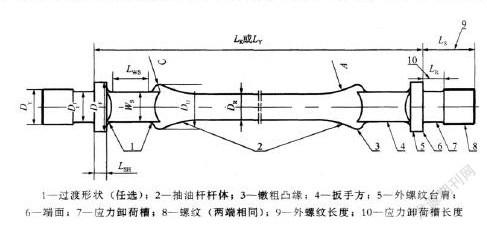
現行SY/T 5029-2013《抽油桿》檢驗標準對桿體各部分尺寸要求如下圖所示,各部分區域有明確標注,基本可以明確區分。但應力卸荷槽長度與螺紋連在一起統稱為外螺紋在檢驗時存在區域劃分問題,應力卸荷槽(7)與螺紋(8)連接,通常螺紋為盤旋狀向前遞進,抽油桿螺紋每牙起點至最大螺紋外徑相差約2.54mm(《抽油桿》標準中A.2.1螺紋壓型要求:抽油桿臺肩接頭的螺紋部分應為10牙/in,1in=25.4mm),抽油桿應力卸荷槽LR公差為+0.79mm,遠小于2.54mm。抽油桿應力卸荷槽LR公差為+0.79mm,遠小于2.54mm。由于標準中無明確指導,所以檢驗人員在按照標準檢驗時為避免不必要紛爭,往往將檢驗條件放的較為寬泛,這與檢驗檢測工作的嚴謹性背道而馳。
2、應力卸荷槽性能分析
2.1鍛造工藝、鍛造和熱處理是抽油桿制造最重要的環節,直接影響抽油桿的制造質量和應用性能。
鍛造過程有折疊、表面裂紋、結疤等缺陷,鍛造時加熱溫度和時間控制不當會產生過熱或過燒現象,中頻加熱裝置采用狹縫式孔形爐膛,生產中以恒定功率、控制時間的方式可得到較好的鍛造質量。
2.2加工成型、抽油桿端部的結構特殊,其螺紋和應力卸荷槽的加工方法、加工質量及扳手方兩端圓弧加工質量都是影響外螺紋尺寸的關鍵因素。
切削加工將外螺紋部分的金屬纖維切斷,銑削加工表面光潔度低;滾壓加工的螺紋金屬纖維連續,沿外螺紋的齒面彎曲分布,產生殘余壓應力抵抗螺紋表面萌生微裂紋,因此,外螺紋設計中應選擇滾壓加工;同時部分抽油桿螺紋溝底形狀近似為梯形,外螺紋溝底形狀應為圓弧相切。
2.3結構設計、卸荷槽的軸向剛度介于臺肩和螺紋段之間,剛度沿軸向變化避免剛度突變引起螺紋第一、二牙的承載高峰,減緩螺紋承載分布的梯度;卸荷槽彈性變形使螺紋連接始終保持緊張狀態,在交變載荷作用下螺紋應力幅值減至最小,有效提高抽油桿疲勞性能。卸荷槽尺寸設計不當、加工質量不精,導致抽油桿螺紋的第一、二牙位置,影響螺紋尺寸。
3、情況分析
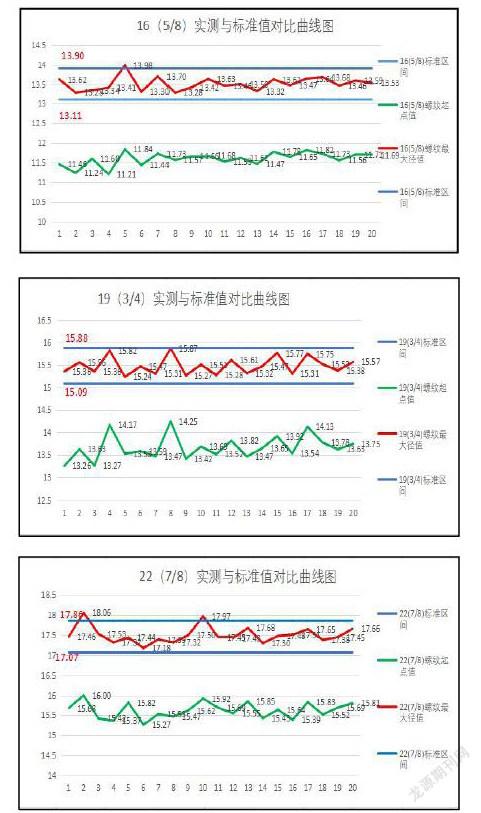
3.1方法一、我們以長慶油田常用16(5/8)mm(in)、19(3/4)mm(in)、22(7/8)mm(in)三種抽油桿規格為例,以現場隨機抽取的七個抽油桿生產廠家生產的三種規格抽油桿210個樣品中,再次隨機抽取三種規格抽油桿各20個樣品進行應力卸荷槽長度LR測量。第一組數據以外螺紋臺肩到第一牙螺紋起點位置進行測量,第一種方法所測數據均不滿足標準要求。
3.2方法二、第二組數據以外螺紋臺肩到第一牙螺紋最大外徑位置進行測量。我們以兩組實測數據分別和《抽油桿》標準中規定的數值做對比,第二種方法所測數據中95 % 滿足標準要求,5 %超出標準上限。顯然兩種測量方法均與標準要求有差異。
3.3方法三、按照《抽油桿》標準中要求應力卸荷槽LR長度,通俗理解應不包含螺紋部分,即外螺紋臺肩至螺紋的起始位置。但實測數據中三種規格抽油桿按標準測量的話都不能滿足要求。現我們以第一牙螺紋起點的相對面,即第一牙螺紋的中徑計算,16(5/8)mm(in)的抽油桿平均值為12.55mm<13.11mm、19(3/4)mm(in)的抽油桿平均值為14.58mm<15.09mm、22(7/8)mm(in)的抽油桿平均值為16.57mm<17.07mm,三種規格的抽油桿以第一牙螺紋的最小中經計算平均值均小于三種規格的最小標準值,也均達不到標準要求。
4、結束語及建議
由上述綜合分析來看,我們以外螺紋臺肩至第一牙螺紋起點位置,以第一牙螺紋的最大徑來測量或以第一牙螺紋中徑計算應力卸荷槽長度LR,按照這三種方法計算所測算的應力卸荷槽長度LR都存在較大爭議。
按照SY/T 5029-2013《抽油桿》標準中劃分區間來計算,所檢測量值應不包含螺紋部分,應達成統一認識,以外螺紋臺肩至第一牙螺紋起點位置計算應力卸荷槽長度LR,減少在檢驗中檢驗人員隨個人主觀意志測算應力卸荷槽長度LR。
因此建議:1、重新修訂SY/T 5029-2013《抽油桿》標準,在標準中明確應力卸荷槽界定區域。
重新修訂SY/T 5029-2013《抽油桿》標準中關于應力卸荷槽長度LR測量方法。
對爭議部分統一測量標準,統一認識,避免因人為因素影響判定結果。
參考文獻:
[1] SY/T 5029-2013《抽油桿》
