發泡工藝對泡沫鋁夾芯板孔結構及壓縮性能的影響
2021-12-10 09:35:14韓楠丁張曉光祖國胤
材料與冶金學報 2021年4期
韓楠丁,張曉光,孫 溪,黃 鵬,祖國胤
(東北大學 材料科學與工程學院,沈陽 110819)
泡沫鋁是以鋁為基體的新型輕質多孔復合材料,內部由大量的氣孔或孔壁支架組合而成.與傳統金屬材料相比,泡沫鋁夾芯板具有低密度、高比剛度、高比強度的特點,可作為結構材料使用[1];同時又具有很多優良的理化特性,如高阻尼、吸能、吸音、隔音、電磁屏蔽、阻燃、減震等[2-3],可作為良好的功能材料使用.目前,泡沫鋁夾芯板已在軌道交通、汽車制造、航天航空等領域得到部分應用[4-5],被認為是一種結構功能一體化的新型復合材料[6-8],具有很高的研究價值和很廣泛的應用前景.
現階段,泡沫鋁夾芯板的主要制備方法有膠粘連接法、釬焊連接法、激光束焊接、擴散連接法以及粉末冶金法[9-12],粉末冶金法可以使面板與泡沫鋁芯層形成具有較高結合強度的冶金結合,并因其近終成型的特點成為泡沫鋁夾芯板制備的主要方法.祖國胤等[13-14]研究開發的包套軋制-粉末冶金發泡法短流程技術能夠制備出高孔隙率、泡孔均勻的高性能泡沫鋁夾芯板材料,并在工程化方面取得了良好進展.
發泡條件對泡沫鋁夾芯板孔徑結構及力學性能起著決定性作用.本文采用包套軋制-粉末冶金發泡法制備了泡沫鋁夾芯板,重點研究了發泡條件對孔徑結構、芯層組織、力學性能的影響規律,分析了夾芯板在準靜態壓縮載荷下的變形特點,為后續夾芯板的大批量生產提供理論指導.
1 實 驗
采用包套軋制-粉末冶金發泡法制備泡沫鋁夾芯板,工藝流程如圖1所示.

圖1 泡沫鋁夾芯板制備工藝流程圖Fig.1 Flow chart of preparation process of AFSP
選取表1所列成分及比例進行混合,其中TiH2粉末需在470℃/1.5 h下進行預處理來提高分解溫度.粉末配比完成后在SYH-600型三維混料機上混料3 h,球料比為2∶1.將混好的粉末裝入制備好的3003鋁合金型腔殼體內,對頭尾部進行密封.密封后的型腔殼體在Ф450 mm二輥軋機上進行軋制,通過冷軋、熱軋復合過程制得泡沫鋁夾芯板板坯.將軋后板坯通過線切割去掉頭、尾及邊部低致密區,制得發泡預制坯.將發泡預制坯及模具裝入馬弗爐內,在610~630℃下發泡12~18 min,即制得成品泡沫鋁夾芯板.

表1 粉末成分及比例Table 1 Powder composition and ratio
本文采用孔隙率計算公式及Image Pro Plus軟件對樣品孔隙率及孔徑尺寸進行測量計算,使用X射線衍射儀及掃描電子顯微鏡對樣品芯層物相組成及分布進行分析.在RGM-4100電子萬能試驗機上進行準靜態壓縮實驗,參考國家標準《金屬材料 延性實驗 多孔狀和蜂窩狀金屬壓縮試驗方法》(GB/T 31930— 2015),樣品尺寸為Φ60 mm×H mm,壓縮速率為2 mm/min.使用數碼相機對壓縮全過程進行拍照記錄.
2 結果與討論
2.1 發泡工藝對樣品發泡效果的影響
將軋制預制坯放置入馬弗爐內,在一定溫度和時間下進行保溫發泡.加熱過程中芯層粉末中的TiH2開始分解釋放氫氣,其他成分受熱融化,體系轉變為固-液共存狀態.當釋放氣體產生的驅動力大于芯層熔體黏度的阻力時,開始萌生氣泡,隨著氣體的進一步釋放,發生泡孔長大、合并和再長大,最終形成具有閉孔結構的泡沫鋁夾芯板[15].
關于泡沫鋁夾芯板制備時發泡溫度與發泡時間的選擇在相關文獻中已有報道[16-18],但由于芯層粉末基體成分及制備工藝的不同,對于最佳發泡工藝的選擇也不相同.而相同的發泡預制坯在不同發泡溫度和時間下所得樣品的發泡效果也相差很大.通過系統性實驗探索發現,采用技術路線制備的預制坯在620℃/15 min條件下發泡效果最佳.
圖2為6塊同一工藝下制得的預制坯在不同發泡工藝下發泡后的泡沫鋁夾芯板實物圖.樣品均通過模具限制發泡高度為25 mm.由右側虛線框內可以看出,由于芯層的熔化、TiH2的分解及模具的限制,泡沫鋁夾芯板邊部產生芯層外溢現象.根據外溢程度對比發現,隨著發泡溫度的升高和發泡時間的延長,TiH2分解產生的氣體隨之增多,芯層熔體黏度下降,最終導致芯層外溢程度增加.由左側實線框可以發現,發泡后樣品邊部仍存在較厚的致密鋁層,隨著發泡溫度的升高與發泡時間的延長,樣品邊部致密鋁層變小,對應樣品的成材率提高.對制得的泡沫鋁夾芯板計算孔隙率及孔徑尺寸,統計計算結果見表2.

表2 不同發泡工藝條件下的夾芯板樣品孔隙參數Table 2 Sample parameters under different foaming temperature and time

圖2 不同發泡工藝樣品泡孔截面圖Fig.2 Cell cross-sections of AFSP at different foaming processes
圖3體現了發泡溫度對夾芯板孔隙率和孔徑尺寸的影響.由圖3(a)可知,隨著發泡溫度的升高,泡沫鋁夾芯板的芯層孔隙率也隨之增長.這是因為當發泡溫度較高時,達到穩定發泡階段,分解釋放的氣體更多,同時芯層熔體受溫度影響黏度下降,氣泡產生的阻力減小,最終導致孔隙率升高.通過計算可得,發泡溫度由620℃升高至630℃時孔隙率增長量小于發泡溫度由610℃升高至620℃時.這一現象說明,發泡溫度為620℃時,芯層粉末中的大部分TiH2已發生分解,發泡過程已接近完成.繼續升高溫度至630℃時,只有被粉末包裹在內部的少量TiH2繼續進行分解,此時對芯層孔隙率的增長量影響較小.
泡沫鋁在發泡過程中,泡孔主要經歷萌生、長大、合并、再長大的過程.與620℃發泡的樣品相比,610℃和630℃發泡的樣品芯層中直徑小于3 mm的泡孔數量更多.由圖3(b)可知,隨著發泡溫度的增加,平均孔徑呈先增大后下降的趨勢.發泡溫度為620 ℃時,平均孔徑最大,達到3.48 mm.這是因為溫度較高時芯層粉末具有更高的升溫速率,但是TiH2分解溫度低于芯層粉末的固-液轉變溫度,在受熱過程中TiH2不斷進行分解產生微小泡孔,芯層熔體在壓強作用下流動性變差,小泡孔不能及時合并導致孔徑尺寸下降;溫度較低時,芯層粉末處于固-液狀態,受溫度影響流動性較差,不利于微小泡孔的合并,導致最終平均孔徑偏小.

圖3 發泡溫度對孔隙率和孔徑尺寸的影響Fig.3 Effect of foaming temperature on porosity and pore size
圖4反映了發泡時間對孔隙率和孔徑尺寸的影響.4塊發泡預制坯為同一板坯上切割而得,所得數據可近似認為是在620℃發泡時同一發泡過程中不同時間節點的發泡狀態.由圖4(a)可見,在620℃進行發泡時,隨著發泡時間的延長,夾芯板芯層孔隙率也隨之增大.當發泡時間從12 min延長至15 min時,孔隙率由87.1% 提高到89.5%,此時孔隙率具有較高的增長速率.繼續延長發泡時間至18 min和21 min,孔隙率增長速率明顯降低,這一現象說明,當發泡時間達到15 min時,TiH2已發生較為充分的分解,發泡時間繼續延長,只有包覆在粉末內部的極少量TiH2分解釋放H2,芯層孔隙率上升幅度趨緩.
由圖4(b)可知,泡沫鋁夾芯板芯層孔徑隨著發泡時間延長而增大.這是由于隨著發泡時間的延長,TiH2充分發生分解,同時芯層熔體黏度逐漸降低,因表面張力而產生的附加壓力進一步減弱.根據Laplace方程,小直徑的泡孔氣體壓力明顯要比大直徑的小,小直徑的泡孔將穿過液膜進入到大泡孔內發生合并,大部分小泡孔消失,大泡孔繼續長大.結合大量的實驗研究發現,發泡時間是影響泡孔直徑的直接因素.

圖4 發泡時間對孔隙率和孔徑尺寸的影響規律Fig.4 Effect of foaming time on porosity and pore size
2.2 泡孔物相成分分析
對不同發泡工藝下的泡沫鋁夾芯板芯層進行XRD物相檢測,結果如圖5所示.不同工藝條件制得的樣品峰值角度與強度高度重合,說明改變發泡溫度與發泡時間對芯層物相組成及其含量影響不大.泡沫結構中Al為基體,Mg和Si部分溶解形成Mg2Si相,Cu在發泡時被液相溶解,與Al形成了Al2Cu相.
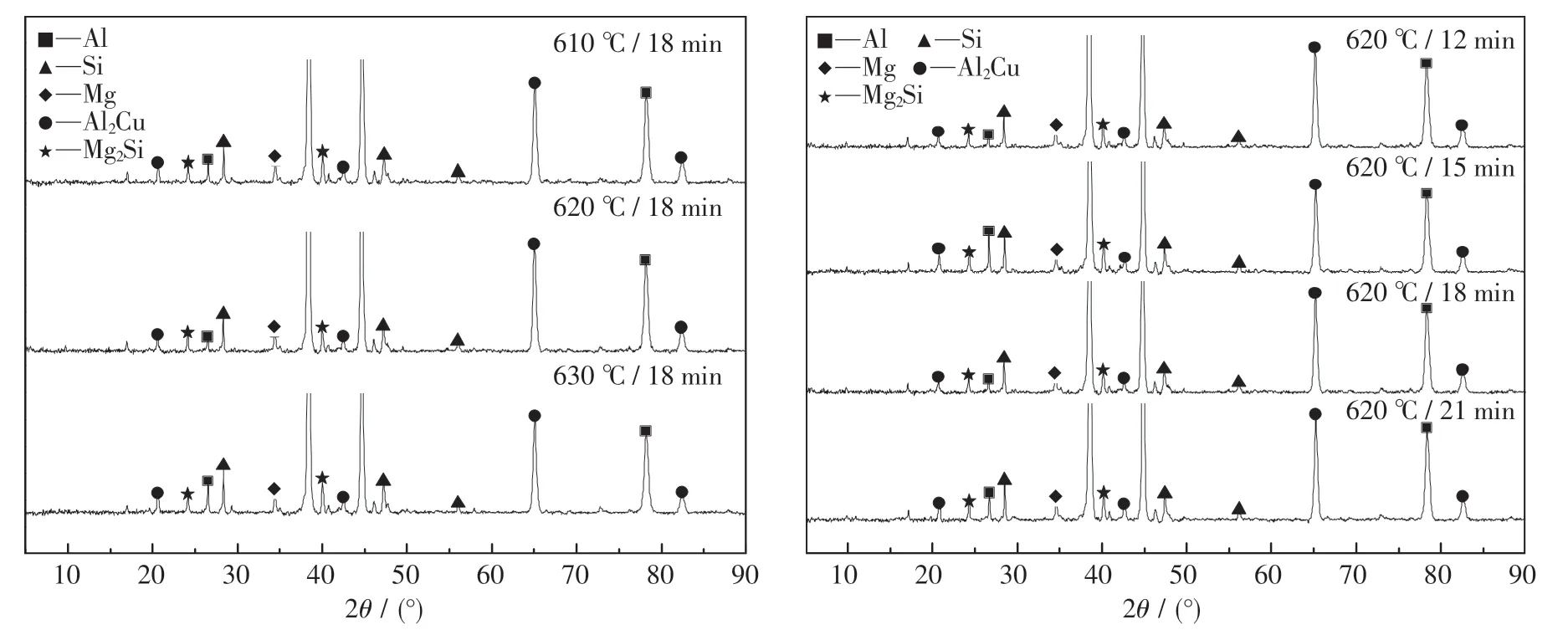
圖5 芯層粉末XRD能譜圖Fig.5 XRD spectrum of core powder
對泡沫鋁夾芯板樣品進行EDS分析,發現發泡工藝對元素分布的影響不大.以610℃/18 min發泡樣品為例,如圖6所示.根據線掃描結果可知,面板與芯層間發生了大量的元素擴散,使得芯層與面板之間形成了良好的冶金結合界面.
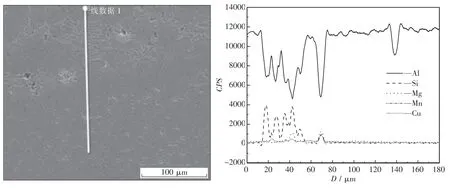
圖6 泡沫鋁夾芯板EDS線掃描結果Fig.6 EDSline scan results of AFSP
隨機選取夾芯板芯層泡壁位置進行SEM面掃描及EDS分析,結果如圖7.其中,Al較均勻分布在芯層泡壁,其他元素在Al間發生偏析,電鏡下顯示為亮白與灰白色的晶界,Cu主要富集在亮白色晶界處(a處).結合XRD物相分析,可以判定Cu主要在晶界處與Al形成Al2Cu相,Mg與Si均勻彌散分布于灰白色晶界處(b處),兩元素分布位置相似.結合XRD檢測結果,可知b處有Mg2Si相形成.
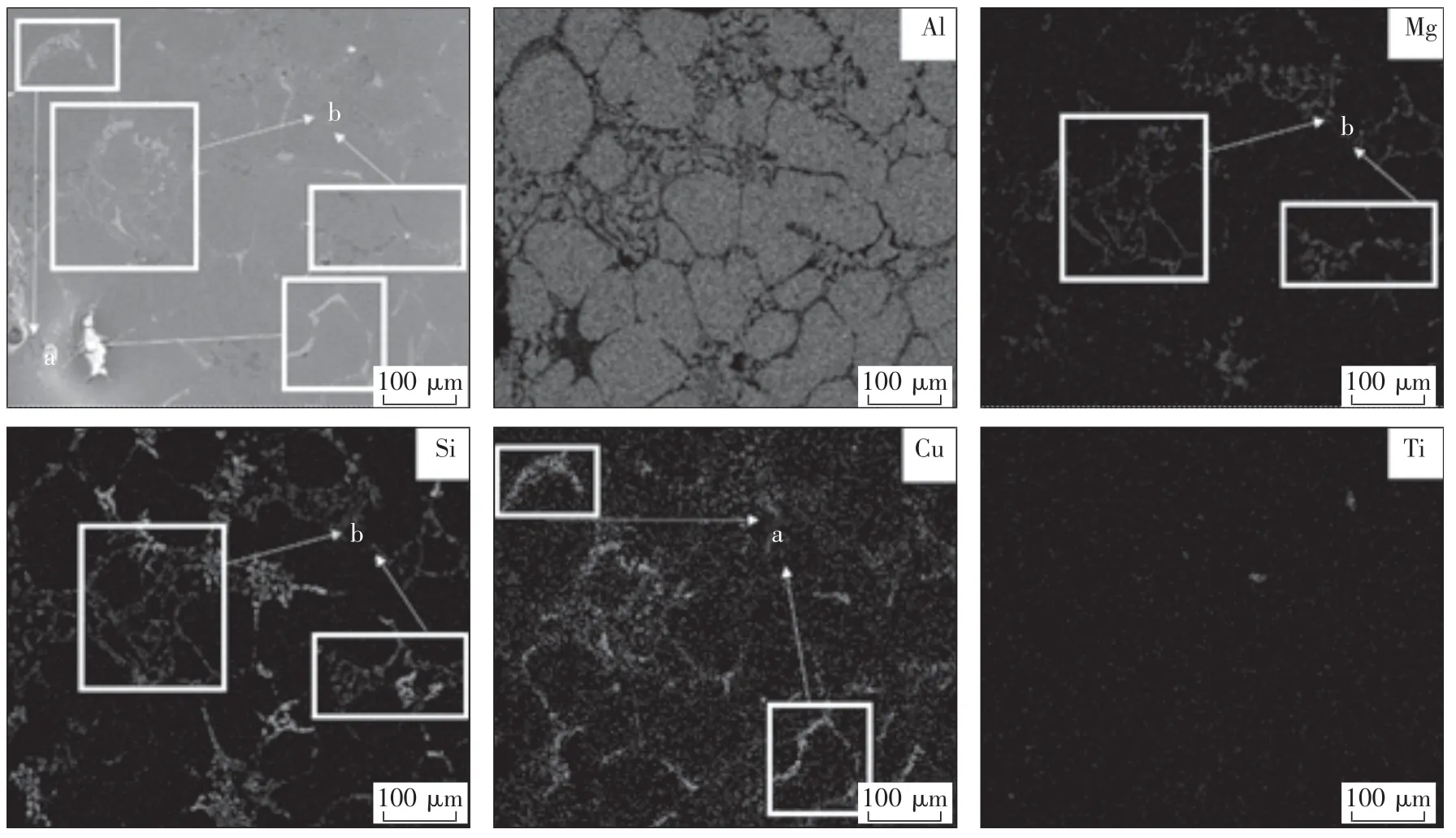
圖7 泡沫鋁夾芯板EDS面掃描結果Fig.7 EDSscan results of AFSP
2.3 發泡工藝對壓縮性能的影響
為研究發泡工藝對泡沫鋁夾芯板力學性能的影響,本文對厚度為7 mm的發泡預制坯在三種不同發泡條件下進行發泡,對制得的泡沫鋁夾芯板進行了準靜態壓縮試驗,重點分析了夾芯板在壓縮載荷下的失效過程及發泡條件對夾芯板壓縮強度、吸能密度的影響.發泡條件及壓縮試樣基本參數如表3所列.

表3 壓縮試樣基本參數Table 3 Basic parameters of compressed sample
3組樣品在壓縮載荷下具有相同的失效過程,以1#樣品為例進行介紹.圖8為1#樣品在壓縮載荷下的應力-應變曲線及相應壓縮過程實物變化圖(圖中σpl為平臺應力,σ1.3為平臺結束點應力,eple為平臺結束點應變).由圖可知,對樣品施加壓縮載荷后,樣品先發生彈性變形,應力迅速達到第一峰值應力,此階段為彈性變形階段.應力迅速達到峰值后,由于部分缺陷的存在,缺陷處應力集中發生塑性變形并導致應力釋放,曲線處應力下降并出現第一個下降峰值o點,缺陷的存在也導致材料彈性模量降低.隨著壓縮的進行,應力又開始緩慢上升,當變形達到a點時,屈曲孔棱產生明顯的塑性鉸,孔壁及孔棱斷裂撕裂.當樣品剪切強度低于抗壓強度時,夾芯板芯層延與面板呈45°位置開始斷裂,出現了明顯的變形帶,孔層的坍塌導致應力得到又一次的釋放.當壓縮變形進行到b點時,變形帶貫穿整個樣品,坍塌泡孔上下表面相互擠壓摩擦使得階段性應力繼續升高.與此同時,在距離此變形帶1~2個泡孔位置將又出現新的變形帶,將繼續進行上述的變形破壞模式,每一次變形帶的坍塌都將引起一次應力波動.當變形帶通過坍塌破壞基本被壓實后,就會產生平行與面板處于芯層中間位置的變形帶,如d點所示.d點后,剩余部分未變形的孔開始屈曲,出現大量孔壁撕裂.孔壁的撕裂比孔壁延伸和屈曲需要更大的載荷,因此應力開始上升,直至e點處.o~e區間內,樣品在壓縮過程中不斷發生泡孔的屈曲、破碎及上下表面摩擦,吸收大量能量,使應力在此區間內波動,體現了泡沫鋁夾芯板的吸能特性,此階段稱為應力平臺階段.e點后平臺階段結束,芯層泡孔完全壓實,應力快隨增長,被稱為致密化階段.
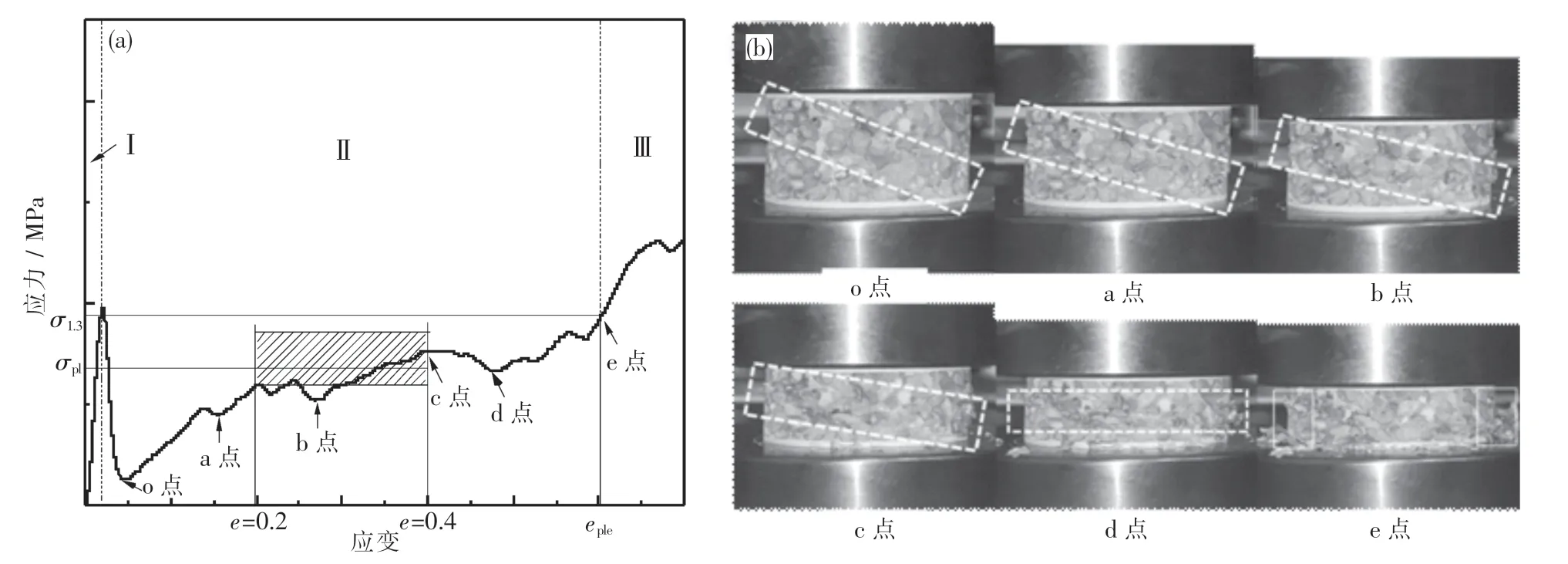
圖8 泡沫鋁夾芯板壓縮過程應力-應變曲線及實物圖Fig.8 Compression process stress-strain curve and physical diagram
壓縮強度第一峰值對應壓縮時的彈性極限,反映材料在彈性變形階段的最大應力;平臺應力反映的是泡沫鋁芯層發生大量破碎階段的應力水平,應力平臺的存在也反映了泡沫鋁夾芯板在壓縮過程可吸收一定的能量,吸收能量計算公式為:

式中:W為夾芯板壓縮過程總吸能量,MJ/m3;σ為壓縮過程應力,MPa;ε為壓縮過程應變;εm為致密化應變,根據國家標準GB/T31930—2015及泡沫鋁高孔隙率的特點,取εm值為0.6.
通過計算機采集數據并繪制應力-應變曲線和吸能量-應變曲線,如圖9所示.在620℃,15 min下發泡得到的2#樣品具有最高的第一峰值應力、平臺應力及吸能量,分別為6.80 MPa、5.52 MPa及2.82 MJ/m3.相對于3#樣品,2#樣品孔隙率較小;與1#樣品比較,2#樣品具有更大的孔徑尺寸及孔隙壁厚,因此2#樣品可以承受更大的破壞載荷,力學性能較高.

圖9 不同發泡條件下泡沫鋁夾芯板樣品的壓縮曲線Fig.9 Compression curves of AFSP under different foaming conditions
3 結 論
(1)在600~640℃發泡時間12 min時,可獲得具有良好芯層結構的泡沫鋁夾芯板.隨著發泡溫度的升高,因TiH2分解率增大,孔隙率隨之升高,孔徑呈先增大后下降的趨勢;隨著發泡時間的延長,芯層孔隙率及孔徑均隨之增加.
(2)發泡工藝對泡沫鋁夾芯板芯層組織物相組成及分布影響不大,發泡后夾芯板芯層Al基體晶界處富集著大量Mg2Si相和CuAl2相.
(3)發泡工藝對泡沫鋁夾芯板壓縮性能影響顯著.過長的發泡時間及過高的發泡溫度均將導致芯層孔隙率升高,密度降低,夾芯板力學性能變差.本文中在620℃發泡15 min制得的泡沫鋁夾芯板具有最佳的綜合力學性能.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
