驅動橋輪邊斜齒齒圈的工藝開發
2021-12-10 12:09:22李良晨鞠輝邊劍宇韓俊栓中國重汽工藝研究院
鍛造與沖壓 2021年23期
關鍵詞:變形
文/李良晨,鞠輝,邊劍宇,韓俊栓·中國重汽工藝研究院
本文介紹了一種驅動橋輪邊斜齒齒圈的工藝開發過程。對產品的應用條件、圖紙要求等方面分析后,確立了產品的開發路線。對影響產品精度的因素逐一分析后,選擇合適的方法和參數,最終實現了產品,積累了經驗。
雙級減速橋通過主被動錐齒輪和輪邊減速機構進行兩級減速,具有承載扭矩大,通過性好的優點,是重型汽車常采用的驅動橋形式。主流產品中,輪邊減速機構均為太陽行星齒輪減速機構。國內現階段基本為直齒結構,這種結構嚙合系數低,容易產生沖擊振動噪聲,傳動不平穩。與之相比,斜齒結構體積小、重量輕、傳遞扭矩大,嚙合系數高,啟動平穩、傳動比精細,逐漸被行業內關注和研究。
車橋輪邊斜齒結構中,制造最為困難的是斜內齒圈。該產品為薄壁件,機加工難度大,受原材料、夾持、熱處理等因素影響,變形量大,難以保證精度。基于此,本團隊從原材料入手,逐步攻克毛坯、機加工、熱處理等過程,最終實現了輪邊斜齒齒圈的批量化生產。
產品特性
輪邊斜齒齒圈屬于薄壁內齒類零件,齒部參數控制要求較高。生產過程中,產品極易產生變形,齒圈的圓度、齒形的精度等下降嚴重,某些特定情況下,能下降 4~5 個級別。
初步工藝方案
對齒圈進行分析后,初選的工藝方案為輾環→粗車→精車→車齒→壓淬。在對工藝流程逐一進行分析后,認為齒圈材料的選擇、齒圈毛坯的圓度、機加工過程中的受力以及滲碳過程中的熱處理變形對斜齒齒圈精度均有不同程度的影響。
齒圈材料的選擇
重型汽車領域常用的齒輪、齒圈材料有20CrMnTi、SAE8620H和22CrMo等。從材料成分、變形情況等方面進行分析,確定最佳的原材料。
齒圈毛坯的圓度
輾環是一種環形鍛件的生產方式,材料利用率高、生產效率高、圓度好,被廣泛應用于被動錐齒輪、齒圈等環形毛坯(圖1)的制造。但在實際生產過程中,受到原材料組織不均勻等原因的影響,導致毛坯不同位置在冷卻時收縮不均勻,加之組織轉變時齒圈內部產生的較大殘余應力導致齒圈變形,圓度會受到影響。

圖1 輾環齒圈毛坯
機加工的受力情況
在車齒過程中,刀具和齒圈接觸時相互作用,切削力、夾緊力施加到齒圈后,齒圈會產生變形;同時,加工時夾緊方式為三點夾緊,夾具和齒圈間為點接觸,齒圈受力后也會失圓,導致齒形精度下降。
滲碳過程的熱處理變形
齒圈的殘余應力是不可避免的。滲碳時加熱、保溫階段中的應力釋放會導致齒圈變形;尤其是在滲碳爐內溫度不均勻、裝爐方式不當等情況下。
綜上,輪邊斜齒齒圈屬于薄壁類零件,輾環、機加工和滲碳過程中的控制不當,都容易導致齒圈的變形,導致齒圈圓度和齒形精度下降,需有針對性的加以預防和控制。
控制措施
為了防止或減少輪邊斜齒齒圈在生產過程中的變形,可從上述幾個方面針對性入手,進行有效的控制,從而提高零件的精度。
通過研判國內外同類產品,并結合材料特性,確定齒圈的材料為22CrMo,能夠滿足齒輪滲碳有效硬化層深1.1~1.4mm,齒輪表面與心部硬度分別為60~64HRC和35~40HRC。選用這種材料的原因是,Mo作為顯著提高滲碳鋼淬透性的元素,在相同的滲碳淬火工藝下,22CrMo較20CrMnTi的有效硬化層深且心部硬度值高,工藝性能和使用性能較好。之所有由此效果,是因為Mo元素具有細化奧氏體晶粒,而且滲入奧氏體中增加了過冷奧氏體的穩定性,從而有效提高材料的淬透性,提高心部硬度,使整齒的抗彎性能得以提高。
通過恰當的熱處理工藝,在保證零件綜合機械性能的基礎上,可以控制熱處理過程中的變形,提高齒輪副的嚙合精度、降低噪聲。殘余應力是導致齒圈失圓的最主要因素。為盡量減少殘余應力的影響,設計進行多道次熱處理消除殘余應力。輾環后進行等溫正火,以減少鍛造過程引入的內應力,從而減少熱處理變形。
(1)產品試制階段,通過打表找正(圖2),壓板壓緊產品端面的方法控制產品圓度,減少夾持變形;為批量生產設計了花瓣彈性夾具(圖3),增加接觸點數量,合理分布夾持力,減少變形。

圖2 打表找正

圖3 花瓣形夾具
(2)齒圈淬火過程采用限形淬火和壓淬工裝(圖4),對齒圈內孔進行限制,同時對端面施加一個壓力,控制內孔花鍵跨棒距、圓度及端面跳動。實施時,淬火油流量、油路、油溫等多項參數都應進行設計。壓淬用機床如圖5所示。
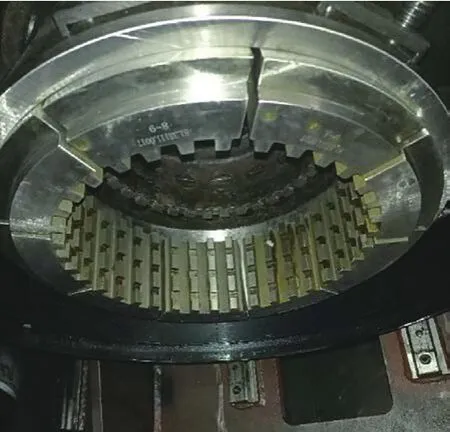
圖4 滲碳淬火用壓淬工裝

圖5 滲碳淬火壓淬機床
工藝流程及研究結果
綜合各預防斜齒齒圈變形的手段,最終指定的工藝流程為下料→輾環→正火→粗車→精車→車齒→壓淬→回火。
(1)毛坯制取:輾環是環形鍛造毛坯的主要生產方式之一,具有生產效率高、材料利用率高的優點,能夠實現較高圓度的毛坯生產。生產時,選用φ100mm×202mm的材料,輾環完成后毛坯外徑264.5mm,內徑229.5mm,長度102mm。輾環完成后,對毛坯進行正火處理,以消除應力,減少在后續加工過程中的變形。
(2)粗精車:粗車、精車均采用CAK5085BJ進行,粗車時,保留一定精車余量;在精車時,重點控制尺寸公差、粗糙度、端面跳動、圓度等幾何、形位公差。
(3)齒形加工:車齒加工采用YK8150車齒機,花瓣式彈性夾持工裝(圖6),保證跨棒距,齒跳等要求,走刀(圖7)循環中至少有兩個循環采用小余量切削,以保證最終齒部精度要求。
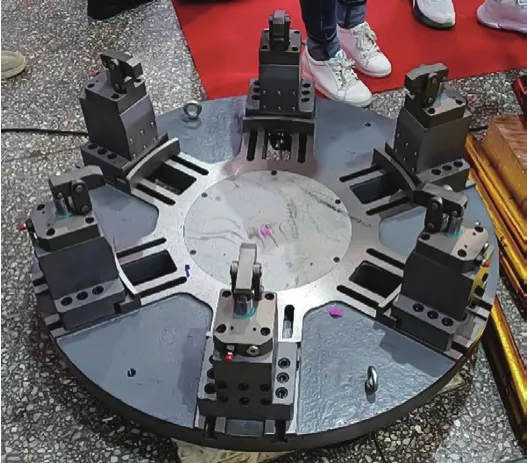
圖6 花瓣式彈性夾持工裝
(4)壓淬:加工完成后,需要對齒圈進行滲碳處理,保證齒面硬度達到設計要求。為了減少滲碳過程中的高溫(860℃)導致的產品變形,選擇壓淬的方式進行淬火。壓淬又叫限形淬火,使用下模限制內孔直徑,保持M值穩定及圓度,上模壓緊限制端面跳動;油路分內外兩路控制,注意控制內外冷卻均勻。淬火后回火溫度選擇為150℃,最大限度降低溫度,延長時間,充分釋放齒圈的內應力。
在生產過程中,對齒圈的齒部精度進行了測量(表1),能夠滿足要求。其中,壓淬前的齒圈齒部精度要求高于成品要求至少兩個精度等級,壓淬后的齒圈齒部精度才能達到成品要求。
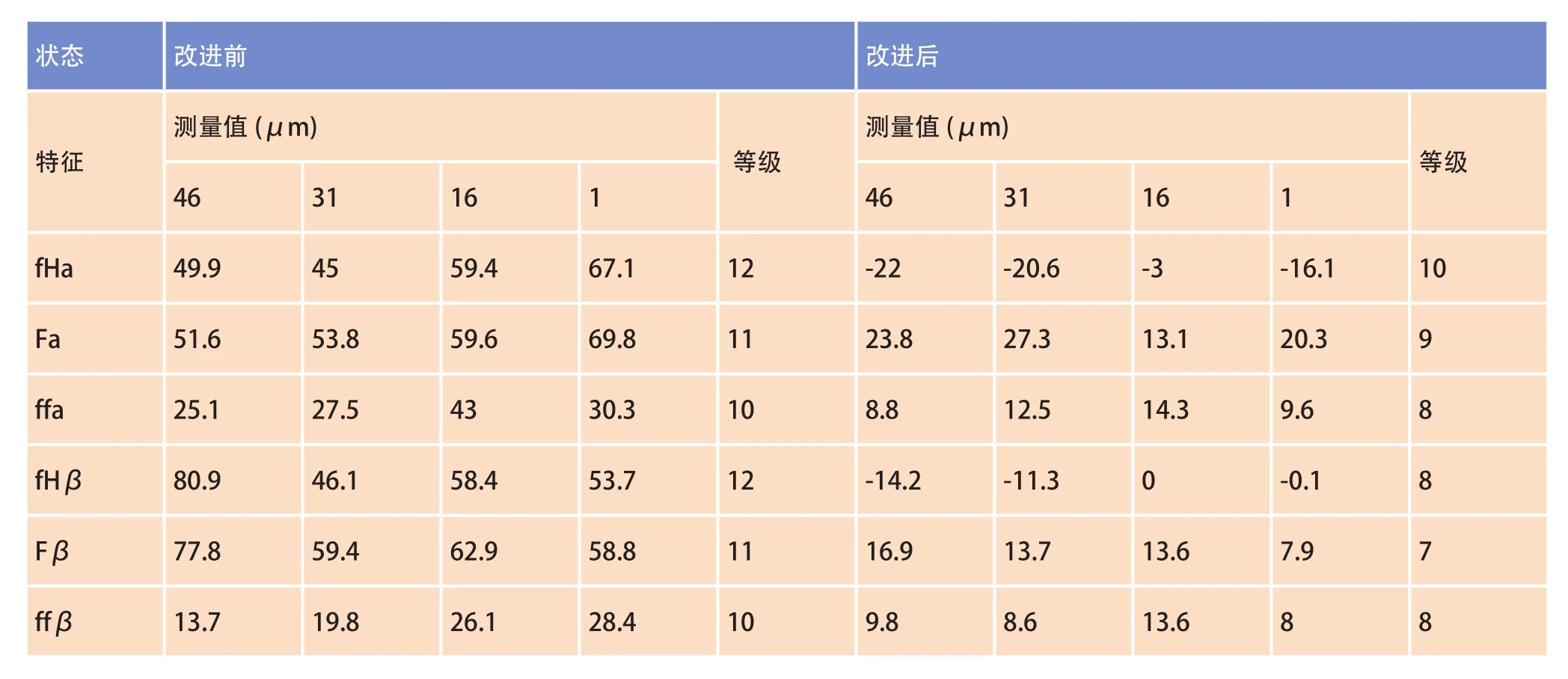
表1 齒圈的齒部精度
結束語
在輪邊斜齒齒圈的工藝開發過程中,對影響齒圈精度的因素進行了分析,并有針對性的制定了相關措施,設計了合理的工藝流程,生產得到了符合要求的產品。在生產過程中,積累了相關經驗,對解決齒類變形具有一定的指導意義。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
