熱模鍛壓力機封高調節和解悶車復合機構
2021-12-10 12:09:10金朝暉徐高來吳雅俊安徽安簧機械股份有限公司
鍛造與沖壓 2021年23期
文/金朝暉,徐高來,吳雅俊·安徽安簧機械股份有限公司
在分析熱模鍛壓力機封高調節和解悶車復合機構的同時闡述本復合機構的優點。封高調節和解悶車復合機構的關鍵技術為:采用一體式設計,以PLC控制的液壓系統為核心,配合熱模鍛壓力機的運行系統,使該復合機構能夠自動完成封高調節和解悶車。通過熱模鍛壓力機面板提示進行操作,簡單實用。同時大大減少了制造成本和操作人員的勞動強度,使用效率高,可以給鍛造企業減少經濟損失,提高生產效率。
技術背景
熱模鍛壓力機是一種金屬毛坯熱成形的專用鍛壓設備,目前廣泛應用于汽車工業、農業機械、工程機械、軸承齒輪工業等等。目前熱模鍛壓力機上應用的封高調節和解悶車的結構有很多。現有的熱模鍛壓力機的封高調節和解悶車的裝置基本是獨立的,設計的結構復雜,制造成本高,不易人工操作,并且容易造成解悶車失敗,悶車不能解除的情況下只能采用氣割模具的方式解脫悶車,給各鍛造企業造成了重大的經濟損失。
國內很多熱模鍛壓力機廠家采用楔形工作臺進行封高調節和解悶車,工作臺易銹蝕,不易操作,在出現悶車時,需要利用強有力的調節裝置,移動調節楔塊,使工作臺板下降,解悶車。國外的話,俄羅斯TMP熱模鍛壓力機采用專用的液壓螺母鎖緊機身,在壓力機悶車后,通過液壓螺母使機身卸載,從而消除悶車。該機構操作復雜,耗時過長,設備還需要配有專用的液壓泵,封高調節是獨立的蝸輪蝸桿機構;德國奧姆科熱模鍛壓力機采用蝸輪蝸桿調整滑塊高度,采用多級驅動,渦輪蝸桿易磨損,且結構復雜,不利于維修保養;在以上的方式均不能解脫悶車的情況下,只能切割模具。
封高調節和解悶車復合機構簡介
封高調節和解悶車復合機構的主體結構包括(圖1):壓力機主軸,連桿大頭與主軸轉動相連,連桿小頭與偏心銷軸偏心部分轉動相連,偏心銷軸非偏心部分與滑塊轉動連接,偏心銷軸一端安裝有偏心銷軸驅動機構(圖2),另一端安裝有鎖緊機構(圖3)。
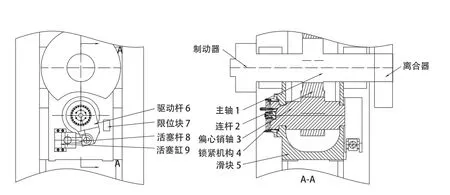
圖1 封高調節和解悶車復合機構示意圖
偏心銷軸驅動機構(圖2):活塞缸無/有桿腔充油,活塞桿推動驅動桿使偏心銷軸轉動,從而使滑塊上下移動(順時針轉動滑塊下降,逆時針轉動滑塊上升),逆時針轉動使滑塊上升到最高點,后接入高壓油路配合熱模鍛壓力機的運行系統釋放滑塊解悶車。
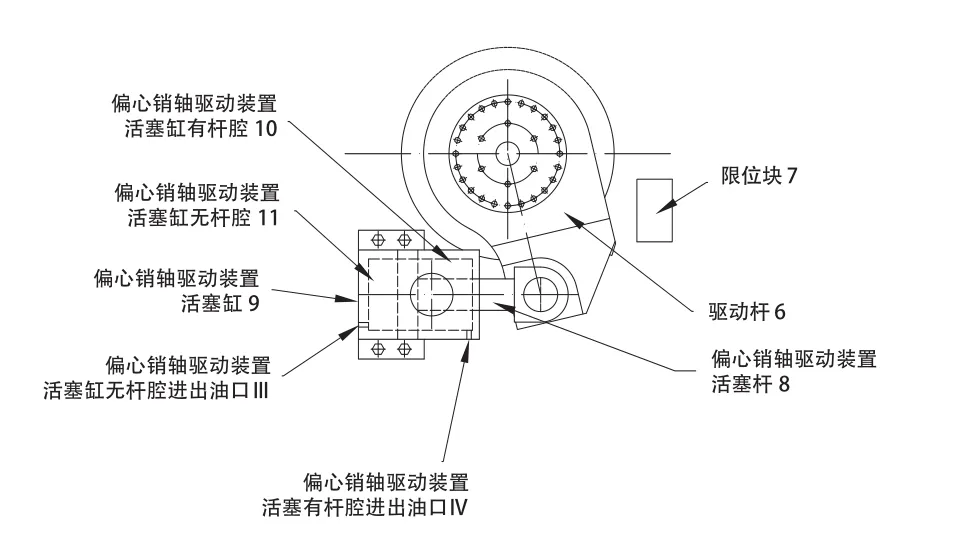
圖2 偏心銷軸驅動機構示意圖
鎖緊機構(圖3):內設有活塞缸和活塞桿,鎖緊機構無桿腔充油,鎖緊機構打開,鎖緊機構有桿腔充油,鎖緊機構關閉。
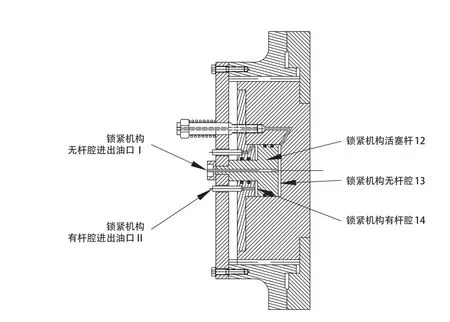
圖3 鎖緊機構示意圖
液壓原理(圖4):通過PLC 對液壓閥Ⅰ、Ⅱ、Ⅲ、Ⅳ進行控制,進而控制鎖緊機構和驅動機構。
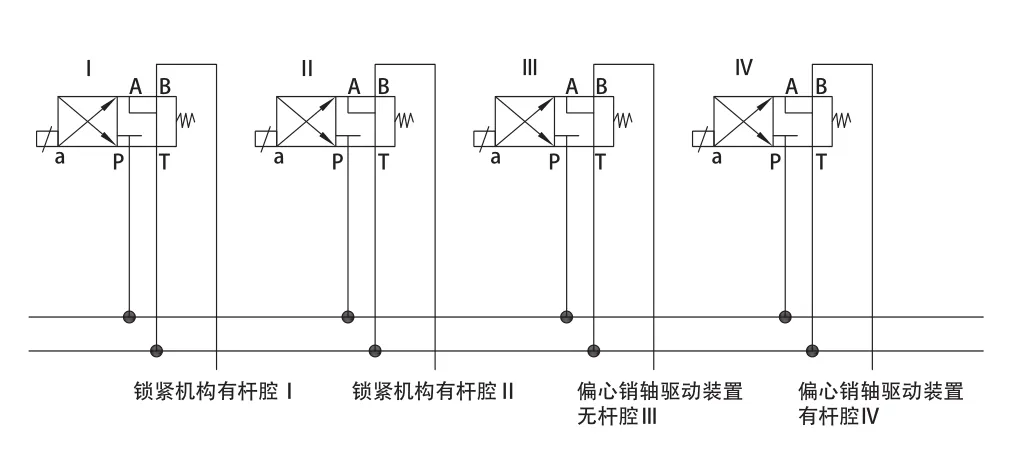
圖4 液壓原理示意圖
該機構采用一體式設計,以PLC控制的液壓系統為核心,配合熱模鍛壓力機的運行系統,使該復合裝置能夠自動完成封高調節和解悶車。通過熱模鍛壓力機面板提示進行操作,設有封高增大、封高減小、解悶車按鈕。
封高調整過程介紹
封高增大
(1)熱模鍛壓力機滑塊工作方式打到調整;
(2)啟動液壓站電機并確認啟動成功,調整就緒燈亮(制動器閥、離合器閥失電、腳踏開關等屏蔽);
(3)按下壓力機面板封高增大按扭并手動保持;
(4)Ⅰ得電,鎖緊機構無桿腔13充油,開始打開鎖緊機構;
(5)延時T1= 8s(暫定),鎖緊機構打開完成;
(6)Ⅲ得電,偏心銷軸驅動裝置無桿腔11開始充油,活塞桿8推動驅動桿6使偏心銷軸3逆時針轉動,封高開始增大;
(7)松開封高增大按扭或到了封高上限,Ⅱ得電、Ⅲ失電,封高增大結束,鎖緊機構有桿腔14充油,鎖緊機構4開始鎖緊;
(8)延時T2=8s(暫定),鎖緊機構4鎖緊完成。
(9)Ⅰ、Ⅱ、Ⅲ失電,封高增大調整結束。
封高減小
(1)熱模鍛壓力機滑塊工作方式打到調整;
(2)啟動液壓站電機并確認啟動成功,調整就緒燈亮(制動器閥、離合器閥失電、腳踏開關等屏蔽);
(3)按下壓力機面板封高減小按扭并手動保持;
(4)Ⅰ得電,鎖緊機構無桿腔13充油,開始打開鎖緊機構;
(5)延時T1= 8s(暫定),鎖緊機構打開完成;
(6)Ⅳ得電,偏心銷軸驅動裝置有桿腔10開始充油,活塞桿8拉動驅動桿6使偏心銷軸3順時針轉動,封高開始減小;
(7)松開封高減小按扭或到了封高下限,Ⅱ得電、Ⅳ失電,封高減小結束,鎖緊機構有桿腔14充油,鎖緊機構4開始鎖緊;
(8)延時T2= 8s(暫定),鎖緊機構4鎖緊完成;
(9)Ⅰ、Ⅱ、Ⅳ失電,封高減小調整結束。
解悶車過程介紹
(1)熱模鍛壓力機主電機工作方式打到反轉;
(2)滑塊工作方式打到寸動;
(3)啟動主電機并確認啟動成功;
(4)啟動液壓站電機并確認啟動成功,主電機反轉工作方式下寸動就緒燈亮;
(5)按下寸動按扭并手動保持;
(6)Ⅰ得電,鎖緊機構無桿腔13充油,開始打開鎖緊機構4;
(7)延時T1= 8s(暫定),鎖緊機構4打開完成;
(8)Ⅲ得電,封高增大的低壓油路接入,偏心銷軸驅動裝置無桿腔11開始快速充油;
(9)延時T3=3s(暫定),快速充油完成;
(10)封高增大的高壓油路接入,偏心銷軸驅動裝置的無桿腔11開始增壓;
(11)延時T4=10s(暫定),增壓完成;
(12)制動器閥得電,延時100ms(暫定),制動器松開完成;
(13)離合器閥得電,開始解悶車。(必要時調高系統氣壓,增大離合器的嚙合力);
(14)延時2s(暫定)或松開寸動按扭或到了封高上限,主電機、離合器閥失電,Ⅱ得電,解悶車主動作完成、鎖緊機構4開始鎖緊;
(15)解悶車結束。
結束語
熱模鍛壓力機封高調節和解悶車機構采用一體式設計,以PLC控制的液壓系統為核心,配合熱模鍛壓力機的運行系統,通過壓力機操作面板對熱模鍛壓力機的機械部分和液壓部分進行有序控制,操作簡單,使該復合裝置能夠自動完成封高調節和解悶車。同時該裝置減少了設備的制造成本和操作人員的勞動強度,使用效率高,給鍛造企業減少了經濟損失,提高了生產效率。
