機濾密封圈滲油問題的分析及處理
2021-12-09 12:42:23于萍許健劉玉銘侯麗
內燃機與配件 2021年23期
關鍵詞:失效
于萍 許健 劉玉銘 侯麗

摘要:本文闡述了汽車發動機機濾密封圈的失效背景,深入分析了密封圈的失效原理,通過失效件檢測及故障再現,簡述了硫化工藝及硫化過程中的相關控制參數對密封圈性能的影響。本文主要通過對該滲油問題的分析,提供了失效原因及對應的解決方案。
Abstract: This paper describes the failure background of the filter seal ring of the automobile engine, and analyzes the failure principle of the seal ring in depth. Through the failure detection and failure reproduction, the influence of the curing process and the related control parameters in the curing process on the performance of the seal ring is briefly described.In this paper, the failure causes and corresponding solutions are provided through the analysis of the oil seepage problem.
關鍵詞:機濾密封圈;失效;滲油
Key words: oil filter seal ring;failure;oil leakage
中圖分類號:U472.2? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)23-0142-02
0? 引言
機濾是發動機的重要元件,主要對發動機的潤滑油進行精細過濾,避免較大顆粒的雜質進入發動機油道,損傷潤滑零部件表面或堵塞發動機的潤滑油道,造成發動機損壞;同時,機濾通過密封圈結構實現與裝配位置的密封,避免該處出現潤滑油的泄露[1]。
機濾的密封圈材質對溫度有一定的要求,既要滿足低溫環境下的使用,又要滿足高溫環境下耐老化的要求,同時考慮到發動機的機油稀釋問題,密封圈的材質還需要同時耐汽油性能[2]。常用的材質一般選用AEM、FKM、HNBR或VMQ。密封圈的硫化工藝根據不同的廠家會有不同的控制要求,但硅橡膠、氟橡膠、氟硅橡膠一般都采用二段硫化工藝,即:
一段硫化:將混煉膠條進行首尾搭接,實現初次硫化、加熱成型;
二段硫化:將一段硫化后的產品經過冷卻、打邊后進行再次硫化,進一步提高密封圈的硅膠性能,提高抗拉強度、熱穩定性、硬度等。
如果硫化工藝使用不規范,或漏工序,則會導致密封圈的性能出現失效風險。
本文主要通過機濾密封圈的斷裂失效的問題分析,提供對應的解決思路和優化方案,為其它零部件密封圈的失效分析提供一定的參考方向[3]。
1? 失效背景
某國產發動機的機濾為環保機濾,即機濾殼體為塑料件,保養更換時僅更換濾芯和密封圈即可。密封圈采用AEM材質,工作溫度滿足-40℃-150℃。
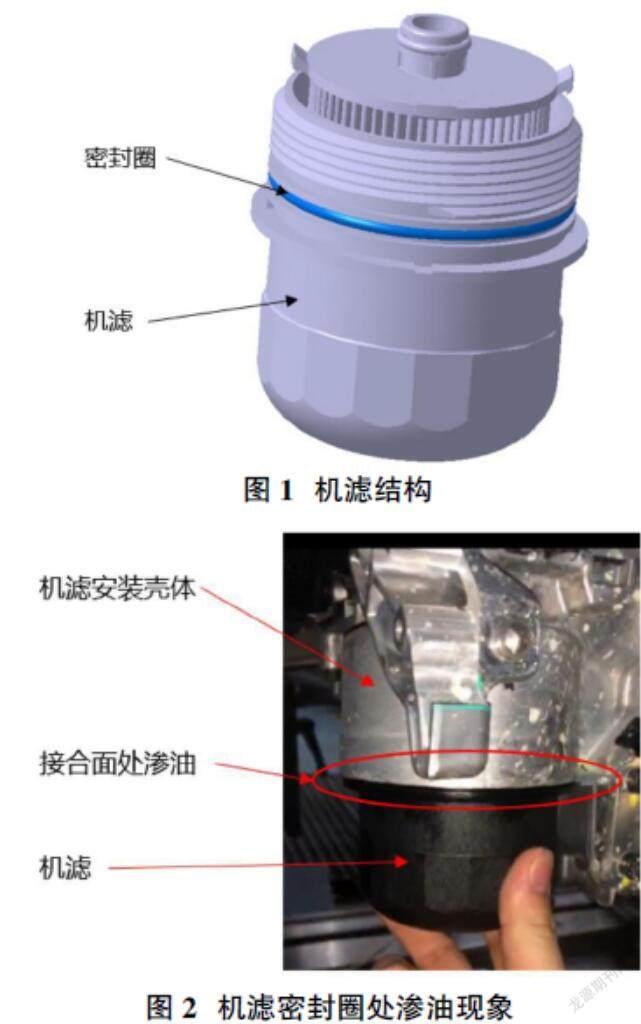
機濾結構如圖1所示。
該機濾搭載的汽車在運行過程中發現機濾密封圈處出現滲油問題,如圖2所示。
排除機濾殼體和安裝孔的異常,拆解機濾進行檢查,發現機濾密封圈永久變形量偏大,如圖3。
失效后的密封圈目視觀察,截面成矩形結構,極大影響密封圈的密封效果。
2? 分析過程
針對上述失效問題進行分析。因密封圈出現了嚴重的永久變形,與正常保養使用后的密封圈差異明顯,排查方向主要有以下幾個方面:①故障件密封圈永久變形量比正常件大;②將故障件重新復裝在原發動機上,搭載75小時左右,再次滲油;③將故障機濾更換新的密封圈,搭載在800小時耐久發動機臺架上,搭載100h,無漏油;④故障發動機更換新的機濾后,進行耐久試驗,保養周期內無漏油。
根據以上排查,滲油主因鎖定在密封圈材質和生產工藝上。經材料檢測,失效件材料成分合格,下一步,主要對密封圈的生產工藝進行詳細的排查。
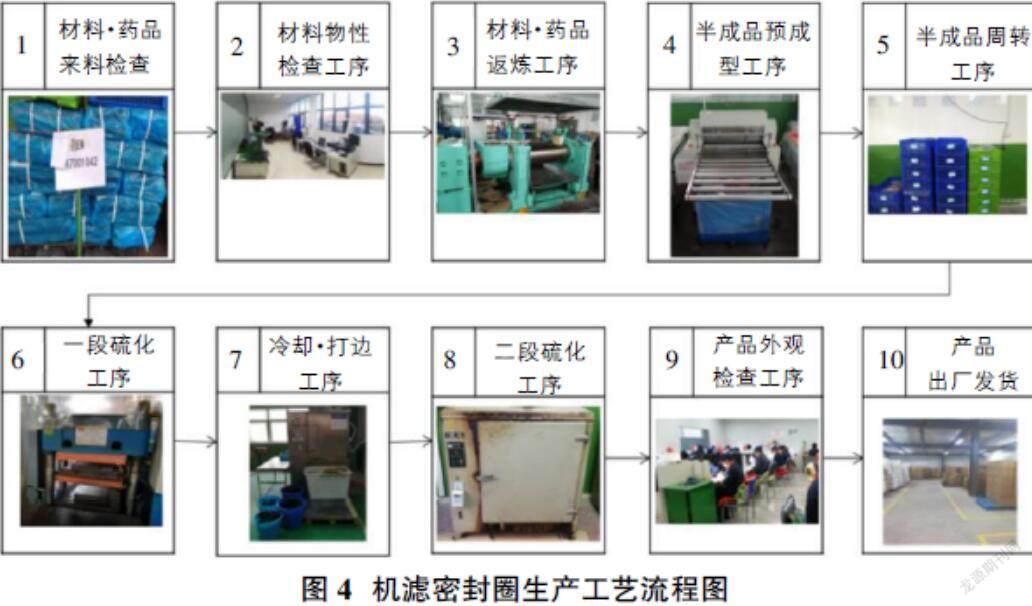
密封圈的工藝流程如圖4所示。
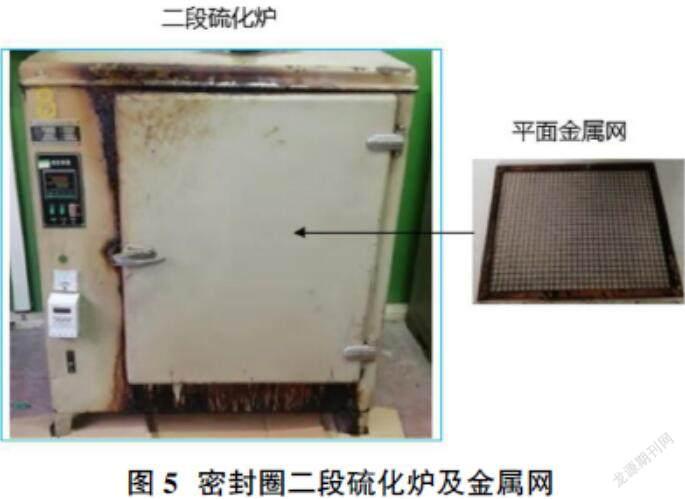
排查中發現,密封圈在二段硫化工序存在一定的風險,主要表現為:
①二段硫化爐內用于放置一段硫化密封圈的平面金屬網(如圖5),周邊無防護措施,一段硫化后的密封圈放上后很容易從金屬網上掉落;
②掉落的密封圈無法識別是否已進行二次硫化,操作工人存在直接將掉落品混入正常二段硫化后產品的可能性;
③一段硫化的密封圈和二段硫化的密封圈在外觀及尺寸上無明顯差異,目測無法識別。
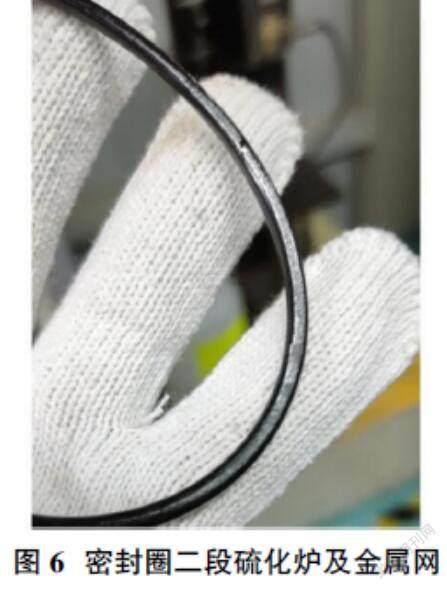
針對以上問題,將一段硫化后的密封圈直接裝在機濾上進行模擬驗證,機濾在正常工作26h后即出現一場滲漏問題,拆解密封圈,發現密封圈的永久變形現象與整車故障現象相似。
模擬驗證樣件如圖6所示。
為了解決未進行二段硫化的密封圈混入二段硫化后的產品中,針對二段硫化工序進行優化改進:
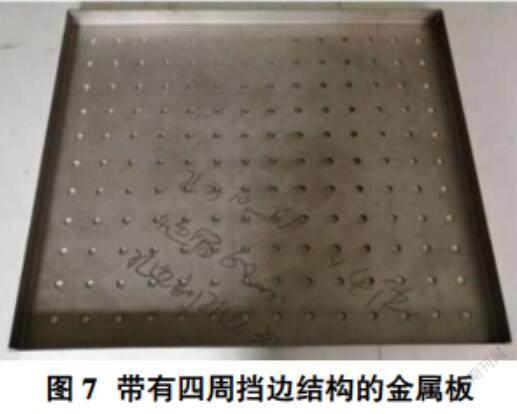
①放置密封圈的金屬網周邊增加防掉落裝置,如圖7結構:②掉落品一律做報廢處理,不允許撿起后重新放入料盒中,避免混放問題出現。
3? 處理方案
根據以上分析,機濾密封圈失效的根本原因為密封圈未進行二次硫化,導致密封圈性能下降,從而出現滲油失效問題。
為了解決這一問題,主要采用以下處理方案:
3.1 密封圈生產過程
①二段硫化工序金屬網改善為四周帶擋邊的金屬板,改善密封圈掉落問題;②密封圈掉落品一律報廢處理,避免出現一段硫化品和二段硫化品的混放問題。
3.2 售后處理
售后庫存全部報廢處理,使用改善后密封圈。
4? 結語
針對機濾密封圈的滲油失效問題,總結如下:①材質的選擇對密封圈的性能有著很大的影響,根據使用條件選用不同的材質;②密封圈的選用,除了考慮材質和尺寸結構,還需要進一步了解密封圈的生產工藝,不同的工藝參數對密封圈的性能都有比較大的影響。
參考文獻:
[1]陳家瑞.汽車構造[M].北京:機械工業出版社,2001.
[2]顧永泉.流體動密封[M].東營:石油大學出版社,1990:327-347.
[3]翁國文.橡膠硫化[M].化學工業出版社,2005.
猜你喜歡
山東工業技術(2016年24期)2017-01-12 13:15:30
中國科技博覽(2016年24期)2016-12-28 22:33:43
中國科技博覽(2016年16期)2016-09-19 20:31:00
中老年健康(2016年7期)2016-07-29 01:59:14
現代經濟信息(2016年16期)2016-07-26 06:09:42
人民論壇(2016年16期)2016-07-15 10:36:27
家庭科學·新健康(2016年7期)2016-07-13 23:39:12
科技視界(2016年6期)2016-07-12 09:48:04
中國科技博覽(2016年10期)2016-04-29 04:03:16
中國科技博覽(2016年5期)2016-04-23 16:03:06