增材制造用球形金屬粉末主要制備技術的研究進展
2021-12-09 00:38:08吳文恒
機械工程材料 2021年11期
吳文恒,王 濤,范 玎
(上海材料研究所,上海3D打印材料工程技術研究中心,上海 200437)
0 引 言
近年來,增材制造技術的快速發展使增材制造行業規模得到迅速擴大,也促使增材制造的產業格局逐步完善,目前增材制造已成為智能制造和先進制造的關鍵模塊。在此過程中,金屬增材制造技術完成了由最初的學術理念到工業化應用的蛻變,并發展成為增材制造產業體系中最具潛力的重要技術分支,更是增材制造技術更新迭代的顯著標志。
金屬增材制造使用的主要原材料為金屬粉末,制備金屬粉末的主要方法有機械破碎法、霧化法、還原法、電解法、氫化脫氫法等。其中,霧化法中的氣霧化法、等離子旋轉電極霧化法和等離子霧化法可制備球形金屬粉末,并且粉末的化學成分均勻、氧含量低、球形度高,尤其適用于金屬增材制造,而球形金屬粉末特性也成為決定成形制件性能的先決條件。增材制造產業的快速發展帶動了球形金屬粉末的巨大市場需求[1],因此如何高效制備高品質球形金屬粉末成為增材制造技術發展與變革的關鍵[2]。為了給增材制造技術研究及粉末原材料耗材生產領域的研發人員提供借鑒,作者對增材制造用球形金屬粉末的主要制備方法進行了介紹,綜述了制備原理、生產設備結構、重要工藝參數和未來發展方向。
1 氣霧化法
1.1 技術原理
氣霧化法(Gas Atomization, GA)起源于19世紀20年代,是利用高速氣流沖擊金屬熔液,將氣體動能轉化為微小金屬熔滴的表面能,最終冷卻獲得球形金屬粉末的工藝[3]。為解決活潑金屬粉末制備的難題,用惰性氣體作為霧化介質,進而形成了惰性氣體霧化法(Inert Gas Atomization, IGA);隨后為提升金屬粉末的品質,將真空熔煉技術與惰性氣體霧化技術相結合,發展出真空氣霧化法(Vacuum Gas Atomization, VGA),可顯著降低設備內部的氧含量,有效控制合金元素的氧化燒損和夾雜,提高粉末的純凈度,并逐漸成為氣霧化制粉的主流方法[4-5]。真空氣霧化技術在控制合金元素成分偏析方面具備明顯優勢,結合工藝調整,可改善合金元素的固溶度、第二相尺寸形貌及分布等[6]。理論上任何能夠熔化形成互熔合金熔液的金屬,都能夠通過氣霧化的方式制備成金屬粉末,這也為擴展粉末材料種類和新材料開發提供了良好的技術手段。
通過氣霧化法獲得的金屬粉末特性及目標粒度段的收得率主要決定于霧化器結構。早期的霧化器主要分為自由落體式(Free-fall Gas Atomization, FFGA)和限制式(Confined Gas Atomization, CGA)[7-8]兩種類型,其結構如圖1所示。采用自由落體式噴嘴霧化時,金屬熔液從陶瓷導流嘴流出至噴嘴氣流匯聚點之間呈現自由落體狀態,該噴嘴結構設計簡單,不易發生堵塞,并且霧化工藝控制簡單,適用于生產較大粒徑(50~300 μm)的粉末[9]。為了提升小粒徑金屬粉末的收得率,研發出限制式噴嘴,在霧化時,陶瓷導流嘴將金屬熔液直接引導進入霧化區,大大縮短了氣流在破碎金屬熔液前的飛行距離,顯著提升了霧化效率,但限制式噴嘴結構設計緊湊,裝配要求高,氣體對導流嘴冷卻作用強,易導致金屬熔液“結瘤”和上翻引起導流嘴堵塞,因此霧化工藝控制較難[10]。到20世紀80年代中期,限制式噴嘴結構得到優化,通過減小導流嘴直徑縮短高壓氣流出口到金屬液流的距離,使高速氣流在短距離內達到破碎金屬液流的效果,顯著降低氣流噴射的能量衰減,提高氣體動能傳輸效率,從而提高霧化效率和細粉收得率,由此形成緊耦合結構噴嘴;采用這種結構噴嘴霧化制備的粉末粒徑分布窄,并可明顯提高粉末的冷卻速率[11]。
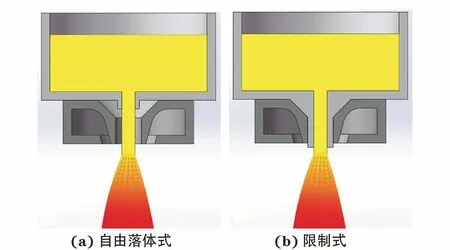
圖1 霧化器結構示意Fig.1 Structure diagram of atomizers: (a) FFGA and (b) CGA
在增材制造用球形金屬粉末的制備技術中,基于自由落體式和限制式/緊耦合式結構噴嘴與真空感應熔煉技術的應用,分別對應電極感應熔煉惰性氣體霧化(Electrode Induction Melting Gas Atomization, EIGA)和真空感應熔煉惰性氣體霧化(Vacuum Induction Melting Inert Gas Atomization,VIGA)兩種技術路徑,其設備原理如圖2所示。其中,典型的EIGA設備熔煉霧化技術由德國Leybold公司發明[12],后由德國ALD公司結合真空技術制造出VIGA設備。EIGA設備以合金棒材為原料,棒材底部呈錐狀,熔煉時伸入錐形感應線圈中,棒料底端熔化形成的熔滴經噴嘴中心孔時被惰性氣體霧化后冷卻得到球形金屬粉末。由于EIGA技術采用無坩堝式熔煉,并且通常使用氬氣霧化,更適用于活潑金屬(如鈦合金)或純度要求高的合金(如醫用CoCrMo合金、鎳基高溫合金等)粉末制備,此外相比傳統的自由落體式霧化方法,由于棒料錐角熔化形成的金屬液流較細,因此霧化后更容易得到粒徑細小的金屬粉末。VIGA技術則是采用坩堝盛放金屬熔液,金屬熔液經中間包和導流嘴后直接進入霧化區,最終霧化獲得球形金屬粉末。
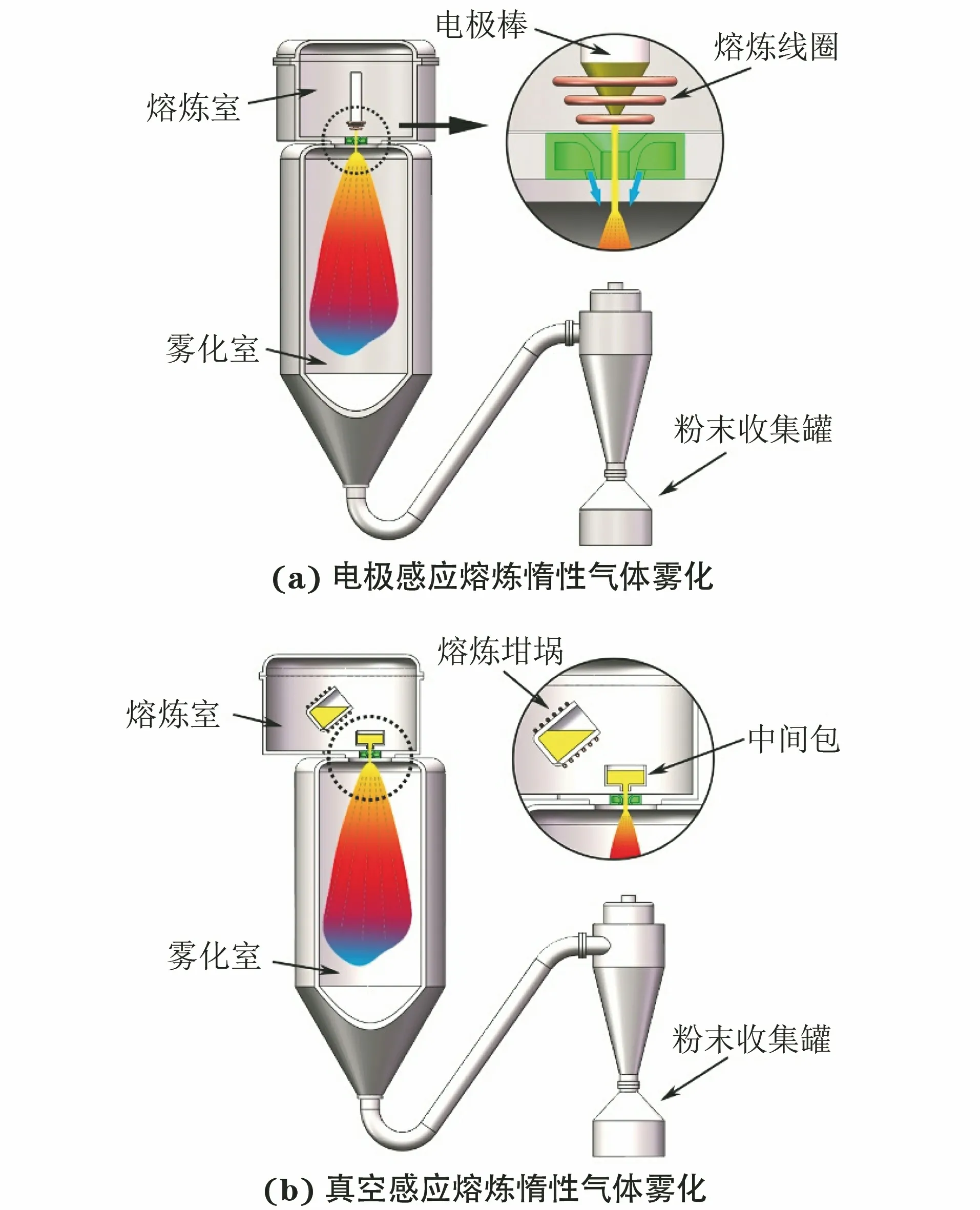
圖2 氣霧化設備原理示意Fig.2 Schematic of gas atomization apparatus principle:(a) EIGA and (b) VIGA
氣霧化法可輕松實現規模化生產,是目前增材制造用球形金屬粉末的主要生產方式。氣霧化法制備的金屬粉末冷卻速率快、成分均勻、球形度高、粒度分布較寬,其中:15~53 μm粒徑范圍的粉末收得率可達35%~45%,可用于選區激光熔化技術;53~150 μm粒徑范圍的粉末則可用于同軸送粉的激光立體成型技術。
1.2 重要工藝參數
在氣霧化過程中,影響霧化效率和粉末特性的重要工藝參數有霧化介質、霧化壓力、金屬熔液過熱度、金屬液流直徑和霧化噴射角度等。
常用的霧化介質為氮氣、氬氣。霧化介質主要與金屬熔液進行能量交換和熱量交換,進而對金屬粉末的化學成分、粒徑分布、顆粒形態等理化特性產生影響[13]。霧化介質的溫度越高,氣流噴射速度越快,對金屬熔液的沖擊力越大,金屬熔液破碎得越充分。同時,霧化介質的自身冷卻速率也會影響金屬熔滴的冷卻效果及金屬粉末形貌。
霧化壓力是影響金屬粉末特性的主要因素,也是霧化介質破碎金屬熔液,將氣體動能轉化為金屬熔滴表面能的重要能量來源,對金屬粉末的粒徑分布及表面形貌有直接影響。在一定壓力范圍內,金屬粉末的粒徑隨霧化壓力的增加而減小[14]。當霧化壓力持續增大時,氣體流量增加,生產成本提高,氣體的冷卻能力加強,堵塞中斷的風險加大;同時,霧化氣流場中負壓逐漸降低,對金屬熔液的抽吸效果逐漸減弱,甚至產生向上的反沖力,導致金屬熔液在霧化噴嘴或導流嘴處堵塞,進而降低氣霧化的穩定性和霧化效率。
金屬熔液過熱度是指霧化前金屬熔液溫度與金屬熔點的差值。過熱度主要影響金屬熔液的黏度[15]。金屬熔液的黏度通常隨溫度的升高而減小。在一定溫度范圍內增加過熱度,金屬熔液黏度降低,有利于被高壓氣體充分破碎,獲得細小粒徑的金屬粉末,同時增加過熱度也可使金屬熔滴在飛行過程中的冷卻和凝固時間延長,更容易獲得高球形度的金屬粉末。
金屬液流直徑主要由導流嘴孔徑控制。在相同霧化壓力條件下,金屬液流直徑減小,單位時間內金屬液流被沖擊破碎得更加充分,細粉收得率也會相應增加,但也會減少金屬熔液的熱量,在高壓氣體的冷卻作用下,增加了發生堵塞中斷的風險。
霧化噴射角度主要影響霧化區的抽吸力及氣流的動能利用率。霧化噴射角度越小,霧化區的抽吸力越大,金屬熔液流速越快,在相同霧化氣體流量下金屬熔液破碎得越不充分,并且導流嘴出口位置與霧化氣體交匯點的距離越大,氣流速度在噴射過程中衰減得愈加明顯,導致高速氣流動能利用率降低,因而不易獲得細小的金屬粉末;相反,霧化噴射角度越大,導流嘴出口處到氣流交匯點處的距離越短,氣流的動能利用率越高,金屬粉末粒徑較小,但霧化噴射角度過大會使霧化區內的抽吸力減小甚至轉變成反向壓力,導致金屬熔液反噴,嚴重影響霧化生產的穩定性。
1.3 發展方向
(1) 基于De Laval超音速噴嘴的新型霧化器結構設計。將具有收縮-擴張形態的De Laval噴嘴應用于霧化器從而獲得超音速的噴射氣流,以提升霧化效率和細粉收得率,已經成為目前氣霧化生產領域中較為成熟的技術,而具有復合效果的新型霧化器結構設計將會是今后氣霧化技術的重要發展方向。對霧化器進行結構優化設計,使霧化器同時具備De Laval噴嘴形態和能形成共振效應的Hartmann振動管結構,可在霧化過程中獲得超音速噴射氣流的同時產生80~100 kHz脈沖頻率的Hartmann共振,從而形成超聲霧化,進而顯著提升高速氣流的破碎效果[16-17]。此外,基于 De Laval 噴嘴的層流氣體霧化技術(Laminar Flow Gas Atomization, LFGA),能克服常規氣霧化過程中氣流擾動以及能量損失大等問題,可更好地控制金屬粉末的粒徑分布,在霧化時噴嘴處氣流和金屬熔液均為層流狀態,氣流噴射方向平行于金屬液流,在剪切力和氣流擠壓的作用下金屬液流發生變形,液流直徑不斷減小,直至液流呈細絲狀,并出現層流纖維化現象[6],該技術可有效提升霧化效率,同時結合能產生超音速氣流的De Laval噴嘴結構[18],可使細粉收得率得到大幅提升;層流霧化氣體消耗量相對較低,可大幅降低生產成本。
(2) 熱氣體霧化技術。熱氣體霧化技術是在傳統氣霧化技術的基礎上,通過提高霧化介質溫度,使氣體在霧化器噴嘴出口處膨脹,達到提升噴射速度的目的[19]。在相同霧化壓力和耗氣量下,提高霧化介質溫度可使霧化氣體動能顯著提高,從而提升霧化效率,有效降低粉末的平均粒徑。
(3) 空心粉的控制技術。通常認為空心粉的形成與液滴的袋式破碎機制有關[20]。空心是氣霧化粉末中常見的一類缺陷,空心粉的存在會導致材料成型致密度降低,對材料的疲勞強度與斷裂韌性有不利影響。在氣霧化過程中往往通過降低霧化氣體動能的方式抑制粉末內部孔隙的形成[21],從而減少空心粉的形成[22]。另外,可通過霧化器的結構優化設計,降低氣流噴射與金屬液流的剪切作用,從而降低空心粉的形成概率。
(4) “衛星球”控制技術。“衛星球”的形成源于氣霧化過程中高壓氣體噴射引起的氣流反向回流,在此過程中,粒徑細小的金屬粉末隨氣流旋流向上運動,粘在未完全凝固的粗粉末顆粒表面,形成不同程度的“衛星球”,導致粉末流動性降低,影響粉末的使用性能。在霧化設備上采用外加氣流的方式對氣體旋流產生干擾,可避免“衛星球”的形成。因此如何實現對設備結構的有效改造,并設計匹配的霧化工藝,成為避免出現“衛星球”并改善金屬粉末性能的技術發展方向。
2 等離子旋轉電極霧化法
2.1 技術原理
等離子旋轉電極霧化法(Plasma Rotating Electrode Process, PREP)是利用等離子槍產生的等離子弧作為高溫熱源,熔化高速旋轉的金屬棒料端面形成熔融金屬液膜,液膜在棒料高速旋轉離心力的作用下形成微小液滴,最終在惰性氣體(氬氣或氦氣)的冷卻作用下快速凝固形成球形金屬粉末的一種技術。PREP技術最初由KAUFMAN[23]發明,后由美國Nuclear Metals公司實現工業化裝備制造,開發出一種無坩堝高純凈金屬粉末生產方法[24]。PREP設備工作原理如圖3所示,該技術通常采用氬氣、氦氣或氬氣和氦氣的混合惰性氣體,在霧化過程中形成氣氛保護并冷卻金屬粉末。
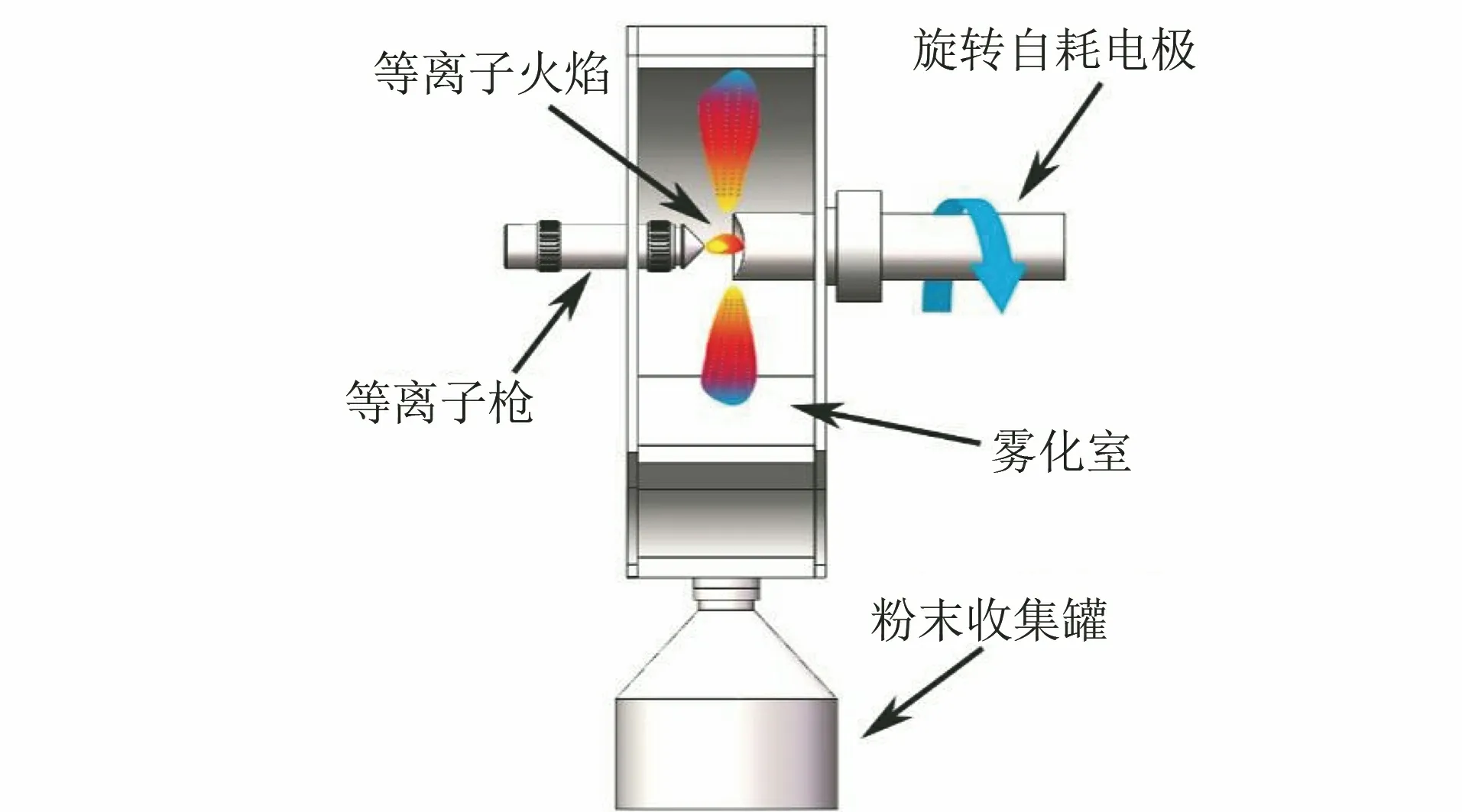
圖3 PREP設備工作原理示意Fig.3 Schematic of PREP apparatus principle
目前,美國、俄羅斯和烏克蘭在PREP設備制造及技術應用方面仍處于世界領先地位。美國Starmet公司(原Nuclear Metals公司)在20世紀80年代初就開發出PREP設備,采用直徑63.5 mm和89 mm兩種規格的電極棒料,最高工作轉速可達25 000 r·min-1,該設備已成功應用于航空發動機渦輪盤的量產[25]。美國應用的PREP技術采用轉移弧型等離子熔化系統,具有能量密度高、熱效率高和電源匹配容易等優點,但由于工作過程要實現高速旋轉陽極棒料供電,會帶來滑動電刷碳粉污染、機械軸溫升高、振動大等問題。俄羅斯和烏克蘭制造的PREP設備多采用非轉移弧模式[26],即電弧產生于電極及噴嘴間,棒料驅動形式為三輥驅動式,并且可實現自動化更換棒料,該類設備具有結構緊湊、生產效率高等優點。此外,為強化冷卻能力并保證粉末質量,俄羅斯制造的PREP設備的保護氣通常采用氬氣和氦氣的混合惰性氣體[27]。俄羅斯早期制造的ПУР-1型PREP設備采用φ50 mm的金屬棒料,最高工作轉速為15 000 r·min-1,等離子槍功率可達100 kW,粒徑50~100 μm的高溫合金粉末收得率可達50%以上。目前俄羅斯開發出ПУР-9型PREP設備,采用直徑為50~80 mm的電極棒料,最高工作轉速為30 000 r·min-1,可實現長度為300~500 mm棒料的自動換料,等離子槍功率為180~200 kW,單爐產量約為400 kg。俄羅斯將PREP技術應用于鎳基高溫合金的粉末制備,已經成功用于批量生產軍用粉末渦輪盤和壓氣機盤,截至2000年,俄羅斯已生產超過5萬件粉末盤和軸[28]。
我國的PREP技術起步于20世紀80年代。西北有色金屬研究院粉末冶金研究所于1983年自主設計研發了國內第一臺轉移弧型PREP設備,采用等離子轉移弧加熱系統,有效降低了鎢陰極對粉末的污染[29]。此后,西安賽隆金屬材料有限責任公司、西安歐中材料科技有限公司、湖南頂立科技有限公司等也針對PERP技術及裝備進行研發,并在電極棒料轉速提升、等離子槍熔化功率提高等關鍵技術方面取得了跨越性的技術進步。西安賽隆金屬材料有限責任公司開發出多個型號系列的PREP設備,等離子熱源采用轉移弧工作模式[30],棒料的熔化速率和生產效率均得到有效提升;其中,該公司開發出的SLPA-Ⅱ型PREP設備采用直徑75 mm的電極棒料,最高工作轉速可達18 000 r·min-1,成功實現了鈦合金、鎳基和鈷基合金粉末的批量制備;為克服傳統PREP技術電極棒料臥式高速旋轉時電極棒料質心和等離子槍中心難以完全重合,以及棒料前端熔化部分產生不平衡質量的問題,該公司自主研發了國際首臺立式工業級 SLPA-V型 PREP設備,創新性地提出了電極棒立式高速旋轉、等離子槍低速軸向進給定距補償的新一代制粉技術,將設備運行的最大噪聲降低至83 dB,電極棒直徑由傳統75 mm提高到了100 mm,并且工作轉速提高至22 000 r·min-1,生產能力提升至12 kg·h-1;該公司研發的SLPA-D型桌面級PREP設備,工作轉速高達60 000 r·min-1,可用于小批量、多品種高品質球形金屬粉末的研制和生產。西安歐中材料科技有限公司采用單獨設計與等離子槍分離的惰性氣體循環系統冷卻通道的方法,對霧化室進行高效冷卻,大幅提升了PREP設備的冷卻效果[31]。湖南頂立科技有限公司開發出可使用直徑70~100 mm的棒料,最高轉速可達18 000~30 000 r·min-1的PREP設備。國內經過多年來對PREP技術和裝備制造的不斷探索和研究,在關鍵技術和規模化生產方面取得了顯著的成績,但與國外PREP技術相比,在裝備長期運行穩定性、細粉收得率和設備生產效率等方面仍有提升的空間。
2.2 重要工藝參數
PREP制備金屬粉末時,影響粉末粒徑的工藝參數主要有電極棒旋轉速度、棒料直徑、等離子槍功率、棒料進給速度、等離子槍與棒料間的距離和惰性氣體流量等[32-33]。其中,增大電極棒旋轉速度和棒料直徑可增加旋轉時的離心力,使粉末粒徑變小。在工藝調整時,等離子槍功率與棒料進給速度應匹配,以避免出現斷弧、熔化不良和飛邊等問題;等離子槍與棒料間的距離主要會影響熔融金屬液膜的過熱度,而惰性氣體流量主要對金屬粉末的冷卻效果產生明顯影響。
PREP制備金屬粉末的顯著特點是純凈度高、氧含量低、球形度高、粉末流動性好、粒徑分布窄[34-36],并且從制備方法和霧化機理上可避免空心粉及衛星粉的形成,可用于多種材料,如不銹鋼、鎳基高溫合金、鈦合金及高熔點金屬等金屬粉末的制備,目前PREP技術生產的金屬粉末已經廣泛應用于航天航空、船舶制造、能源化工、高端裝備制造和生物醫療等領域[37-39]。
2.3 發展方向
(1) 中小粒徑金屬粉末的PREP制備。PREP技術制備的金屬粉末球形度高、流動性好、表面光潔,但粉末粒徑較大,更適用于激光立體成形技術。隨著增材制造產業的發展,對優質中小粒徑金屬粉末的需求量日趨增多[40],如何通過裝備硬件升級和霧化工藝的匹配和調控,實現粒度可控及中小粒徑粉末收得率的大幅提升,以其自身技術優勢匹配多種增材制造成形方式,成為PREP技術的重要發展方向。
(2) 難熔金屬粉末的PREP制備。難熔金屬鈮、鉬、鎢、鉭因優良的材料特性,其粉末制品及增材制造制件在重要的工業領域有巨大的市場需求,但由于熔點高(鈮熔點2 477 ℃、鉬熔點2 623 ℃、鎢熔點3 422 ℃、鉭熔點2 996 ℃),采用氣霧化方式獲得金屬粉末難度巨大,而PREP技術具有高的熱源能量密度,可適用于高熔點金屬的霧化制備。因此,應用PREP設備實現低氧含量、高球形度、高純凈度難熔金屬粉末制備也成為PREP技術的重要發展方向。
3 等離子霧化法
3.1 技術原理
等離子霧化(Plasma Atomization, PA)技術以金屬絲材為原材料,利用等離子火炬產生的聚焦等離子射流將金屬絲材熔化,形成微小金屬熔滴,下落過程中在表面張力的作用下,冷卻凝固形成球形粉末[41],金屬絲材的霧化及冷凝過程均處于惰性氣氛環境中,并且采用非接觸式霧化過程,因此可減少氧化,獲得高純度的金屬粉末[42]。PA技術最初由TSANTRIZOS等[43]研發并申請專利,加拿大AP&C公司于1998年將PA技術實現了工業化[44-45]。目前,AP&C公司對PA技術的研究和工業化應用顯著領先于其他公司,由于AP&C公司不對外出售PA設備,并對相關技術實施嚴格保密,因此對于PA設備及技術相關細節的報道較少。 PA設備結構如圖4所示。PA設備中送絲系統通過控制進給速度,以一定速度將金屬絲材送入霧化爐內;霧化熱源由3個等離子火炬組成,金屬絲材進入霧化區內被聚焦等離子火焰加熱熔化、蒸發成為飽和金屬蒸氣,隨后通過氣流實現淬火,金屬蒸氣發生快速團聚、形核、長大,最終獲得特定粒徑分布的金屬粉末[46]。

圖4 PA設備結構示意Fig.4 Schematic of PA apparatus structure
PA技術霧化方式獨特,具有顯著的工藝優點。原材料金屬絲材依據相關國家標準進行制造和檢測,從而在原材料品質控制方面為確保金屬粉末高品質提供了必要保證;采用無坩堝非接觸式霧化方式,金屬絲材的熔化和霧化同時進行,這種霧化方式不僅霧化效率高,也避免了粉末在制備過程中混入雜質造成污染,粉末純凈度高,氧含量較低[47];在等離子火炬的作用下,惰性霧化氣體被加熱到高溫狀態,并具有較高的噴射速度,這樣可使金屬熔滴的凝固速率減慢,金屬熔滴在表面張力的作用下充分球化從而獲得高球形度的金屬粉末[48-49]。與其他霧化方法相比,PA技術制備的金屬粉末粒徑分布較窄,粒徑不大于53 μm的粉末收得率極高,并且具有高球形度和低雜質含量的特性,金屬粉末成形件微觀組織均勻,力學性能優異[50]。但是由于PA技術采用金屬絲材霧化方法制備粉末,原材料的制造成本較高;PA技術霧化金屬絲材的方式也限制了生產效率,難以實現單臺設備的快速規模化量產;由于PA技術的熱源為高功率等離子槍,能源消耗量較大,難以實現節能減排,同時會顯著增加金屬粉末的制備成本。
3.2 關鍵工藝參數
PA技術的關鍵工藝參數包括金屬絲材的進給速度、惰性氣體流速、等離子槍功率以及等離子槍與金屬絲材的相對位置等,實現工藝參數的匹配是PA技術制備高品質金屬粉末的關鍵。其中,通過調節金屬絲材的進給速度可調控金屬粉末的粒徑分布和霧化產生懸浮顆粒的數量,使金屬粉末具備良好的流動性和粉末品質穩定性;惰性氣流的有效動能主要由惰性氣體流速決定,增加惰性氣體的壓力和使用超音速霧化噴嘴(如De Laval噴嘴)可提高氣流有效動能,將惰性氣體流速提升到超音速,獲得顆粒細小的金屬粉末;等離子槍的作用是將電能和氣體動能轉化成熔化金屬絲材的熱能和金屬粉末的表面能,增大等離子槍的功率可使金屬絲材熔化得更加充分,并達到更高的熔化溫度,如果控制好金屬絲材的進給速度和惰性氣體壓力,同時結合冷卻速率的合理控制,可得到球形度高、氧含量低及粒徑小的粉末;等離子槍與金屬絲材端部的間距越小,金屬絲材獲得的等離子束有效熱功率越大,熔化越充分,粉末細化趨勢越明顯,因此減小等離子槍與金屬絲材間距可以有效提高細粉收得率。
3.3 發展方向
隨著市場對細粉末需求的日益增長,等離子霧化技術應朝著提升生產效率的方向發展,對金屬絲材預熱可有效地提升霧化效率,因此基于金屬絲材預熱的等離子霧化技術將成為未來的主要發展方向之一。由于很多金屬并不適合制備成金屬絲材,這直接影響了等離子霧化技術的應用范圍,因此等離子霧化技術需進一步突破對金屬絲材的依賴,研發更高能量的等離子槍成為拓展等離子霧化技術適用金屬范圍的必經之路。
4 結論與展望
增材制造用球形金屬粉末的主要制備方法包括氣霧化法、等離子旋轉電極霧化法及等離子霧化法。霧化機理和設備結構的差異決定了金屬粉末的特性。對于氣霧化法,優化霧化器結構以提升霧化氣流動能效率,是改善金屬粉末品質及提高氣霧化生產效率的最有效手段;提高電極棒料的旋轉速度并匹配合理的等離子熱源及功率是等離子旋轉電極霧化法制備球形金屬粉末的裝備技術關鍵;實現工藝窗口精準控制,實現等離子束流與惰性氣體流速的合理匹配是等離子霧化技術的關鍵。
近年來金屬增材制造的快速發展使球形金屬粉末的市場需求顯著增長,也給增材制造專用材料研發、粉末制備技術及裝備應用等領域的研究帶來了諸多挑戰與機遇。首先,在研發增材制造專用材料時,不僅要關注制件的成形和服役性能,還需考慮金屬粉末匹配的合理制備工藝;其次,從設備角度考慮,對高端制粉裝備進行自主研發,是打破國外技術封鎖,增加生產技術領域核心競爭力的唯一手段,而如何實現工藝窗口擴展、設備長期穩定運行、制品批次間質量穩定性提升是突破高端裝備制造技術瓶頸的關鍵;最后,應重視專業人才團隊的組建和培養,高品質球形金屬粉末的制備是涵蓋冶金學、機械制造、空氣動力學、傳熱學的交叉學科,需要具有多學科背景的復合型生產技術人才共同參與研發和應用,組建強有利的技術團隊為技術突破提供強大支撐。