5A06鋁合金超薄板交流冷金屬過渡焊接頭的組織與拉伸性能
2021-12-09 00:38:56趙慧慧賈洪德周佳芬
機械工程材料 2021年11期
趙慧慧,賈洪德,胡 藍,李 穎,周佳芬
(上海航天設備制造總廠有限公司,上海 200245)
0 引 言
航天事業的快速發展對航天器關鍵結構部件的制造質量及安全可靠性提出了更新、更高的要求。焊接作為關鍵部件制造的關鍵連接技術之一,其質量對部件的制造和安裝質量、運行安全及可靠性具有十分重要的影響。航天器結構產品存在很多薄壁板的焊接需求,焊接變形對部件的后續裝配和服役性能有重大影響,因此在焊接過程中需嚴格控制焊接熱輸入,保證焊接過程的穩定性,從而形成優質美觀的焊縫,保證良好的焊接質量。冷金屬過渡(Cold Metal Transfer,CMT)焊接技術是在熔化極惰性氣體保護焊/熔化極活性氣體保護焊工藝基礎上開發出的一種新型焊接技術,屬于數字化精確控制短路過渡電弧焊技術;該技術在幾乎無電流狀態下進行熔滴過渡,熱輸入極低,且該技術還具有變形程度小、成形性好、焊接速度快等特點,可用于焊接包括鋼、鋁合金、鎂合金等各種金屬薄板或超薄板[1-3],甚至包括異種金屬,如鋼/鋁、鋁/鎂、鋼/銅等[4-9]。CMT焊接技術還具有良好的搭橋能力,對間隙的敏感性低,焊接過程穩定,沒有飛濺產生[10-11]。2010年,為了進一步降低焊接熱輸入,Fronius公司在直流CMT焊接工藝方法的基礎上,又推出了一種焊接時極性可變的交流CMT焊接技術,該技術不但具有直流CMT的熱輸入低、裝配精度要求低等特點,而且可在焊接過程中加入可調正極性脈沖和可調負極性脈沖,其中正極性脈沖起到陰極清理的作用,負極性脈沖起到降低熱輸入但又不降低焊絲熔化量的作用。交流CMT焊接尤其適用于焊接鋁合金。汪殿龍等[12-13]采用交流CMT方法分別對2 mm厚2198-T8和1420鋁鋰合金薄板進行了焊接,發現焊縫組織較粗大,熔合線附近存在細晶區,無宏觀裂紋,熔合線附近區域為焊接接頭的薄弱區域。5A06鋁合金是鋁-鎂系中含鎂量較高的合金,不可熱處理強化,耐腐蝕性能好,目前廣泛應用于航空航天領域活門類濾芯組件、殼體等薄壁構件中,由于該類零件的薄壁結構特點,焊接變形對其裝配精度和服役性能具有較大影響,因此對此類薄壁鋁合金零件的小變形高質量焊接提出了迫切的需求。作者以ER5356焊絲為焊接材料,采用交流CMT焊接技術對0.8 mm厚5A06鋁合金超薄板進行焊接,研究了電流及背保護氣體流量對焊接成形性、接頭組織和力學性能等的影響,為推動航天制造中超薄板焊接技術的發展提供試驗參考。
1 試樣制備與試驗方法
試驗材料為0.8 mm厚5A06鋁合金板,焊接材料為ER5356焊絲,直徑為1.2 mm,二者的化學成分如表1所示。將5A06鋁合金板進行堿洗、酸洗處理,然后放入80 ℃烘干爐中保存,防止再次污染。焊前用鋼絲刷清理焊縫周圍30 mm區域,并用丙酮清洗表面。設計具備正反面通保護氣體功能的焊接工裝,采用分體式結構設計,鋁合金板中不留間隙,襯板材料為紫銅,且襯板正面留有成形槽,以保證焊縫背面成形,同時開設氣道,實現焊縫背部惰性氣體保護,保護氣體為純度99.99%的氬氣。搭建了交流CMT焊接系統,該系統包括Fronius CMT Advanced 4000焊接電源、環縫變位機、送絲機、CMT焊槍等。對鋁合金超薄板進行交流CMT焊接,焊接參數如表2所示,采用一元化參數調節模式。

表1 5A06鋁合金板和ER5356焊絲的化學成分Table 1 Chemical composition of 5A06 aluminum alloy plate and ER5356 welding wire %

表2 交流CMT焊接參數Table 2 Advanced CMT welding parameters
焊后采用YXLON-160型X射線探傷機對焊接接頭進行無損檢測。在焊接接頭中部沿垂直焊接方向截取金相試樣,經打磨、拋光,采用凱勒試劑(由5 mL HNO3、3 mL HCl、2 mL HF、250 mL H2O組成)腐蝕40 s后,采用VHX-1000E型光學顯微鏡觀察截面顯微組織。在焊接接頭中部以焊縫為中心垂直焊接方向截取拉伸試樣,拉伸試樣的尺寸如圖1所示,在AET-100K型電子萬能材料試驗機上進行室溫拉伸試驗,拉伸速度為5 mm·min-1。采用 Nova Nano SEM 450 型掃描電子顯微鏡觀察斷口形貌。
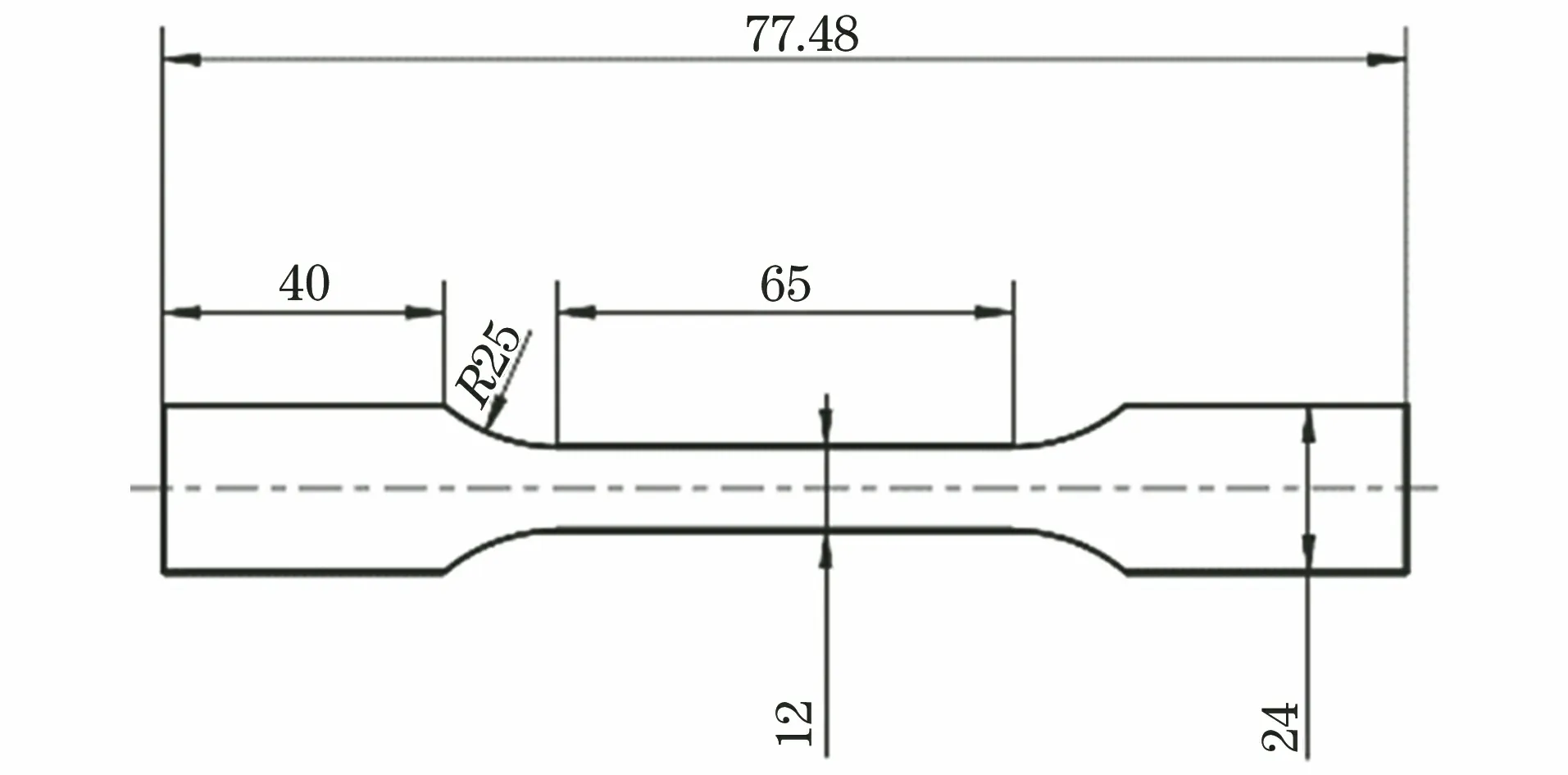
圖1 拉伸試樣的尺寸Fig.1 Dimension of tensile sample
2 試驗結果與討論
2.1 成形性能
經過X射線無損檢測,發現焊縫內部無氣孔、裂紋、夾雜等缺陷,焊縫質量較好,滿足QJ 2698—2011標準中鋁及鋁合金熔焊的I級焊縫要求,背面保護氣體增加了對焊縫的保護作用,從而得到了較好的焊縫內部質量。
由圖2可以看出:當焊接電流為85 A時,焊縫背面熔透量過大,焊縫正面出現了局部的下凹現象;當電流為70 A時,由于熔滴過渡不穩定,導致焊接過程不穩定,焊縫背面熔透不均勻,焊縫正面不連續;當電流為75,80 A時,焊縫正面和背面成形均勻良好。

圖2 不同焊接電流下焊縫正面和背面的外觀形貌(背面保護氣體流量5 L·min-1)Fig.2 Appearance of front and back of weld under different welding currents (back shielding gas flow rate of 5 L·min-1)
由圖3可以看出:當背面保護氣流量為15 L·min-1或10 L·min-1時,焊縫背面出現了局部內凹現象,而當背面保護氣流量為5 L·min-1時,焊縫背面成形良好,說明在交流CMT焊接過程中過大的背面保護氣體流量不利于焊縫背面的成形。對于薄板焊接,尤其是鋁合金,設置背保護氣體可以改善焊接接頭質量。

圖3 不同背面保護氣流量下焊縫背面的外觀形貌(焊接電流75 A)Fig.3 Weld back appearance under different back shielding gas flow rates (welding current of 75 A)
2.2 顯微組織
由于當電流為75~80 A,背面保護氣體流量為5 L·min-1時焊縫成形質量較好,因此對2#、3#工藝下焊接接頭的組織進行觀察。以2#焊接工藝下得到的焊接接頭為例,對其組織進行觀察。由圖4可以看出,焊接接頭由母材、熱影響區、熔合線、焊縫組成,焊縫與母材間圓滑過渡,無咬邊等缺陷,與母材結合良好。由圖5可知:母材主要由軋制態的拉長α-Al晶粒組成,且細長的晶粒邊界處分布著細小的彌散強化相,包括Al6(Fe,Mn)相、Mg2Si相以及Al8Mg5相,其中Al6(Fe,Mn)相呈塊狀,Mg2Si相和Al8Mg5相較細小[14],彌散強化相對鋁合金具有一定的強化作用;熔合線附近因在焊接熱輸入作用下發生再結晶而形成等軸晶組織;熱影響區的等軸晶較熔合線附近的粗大;焊縫中心受熱均勻,溫度梯度小,沒有明顯的方向性,組織較均勻,為細小等軸晶。
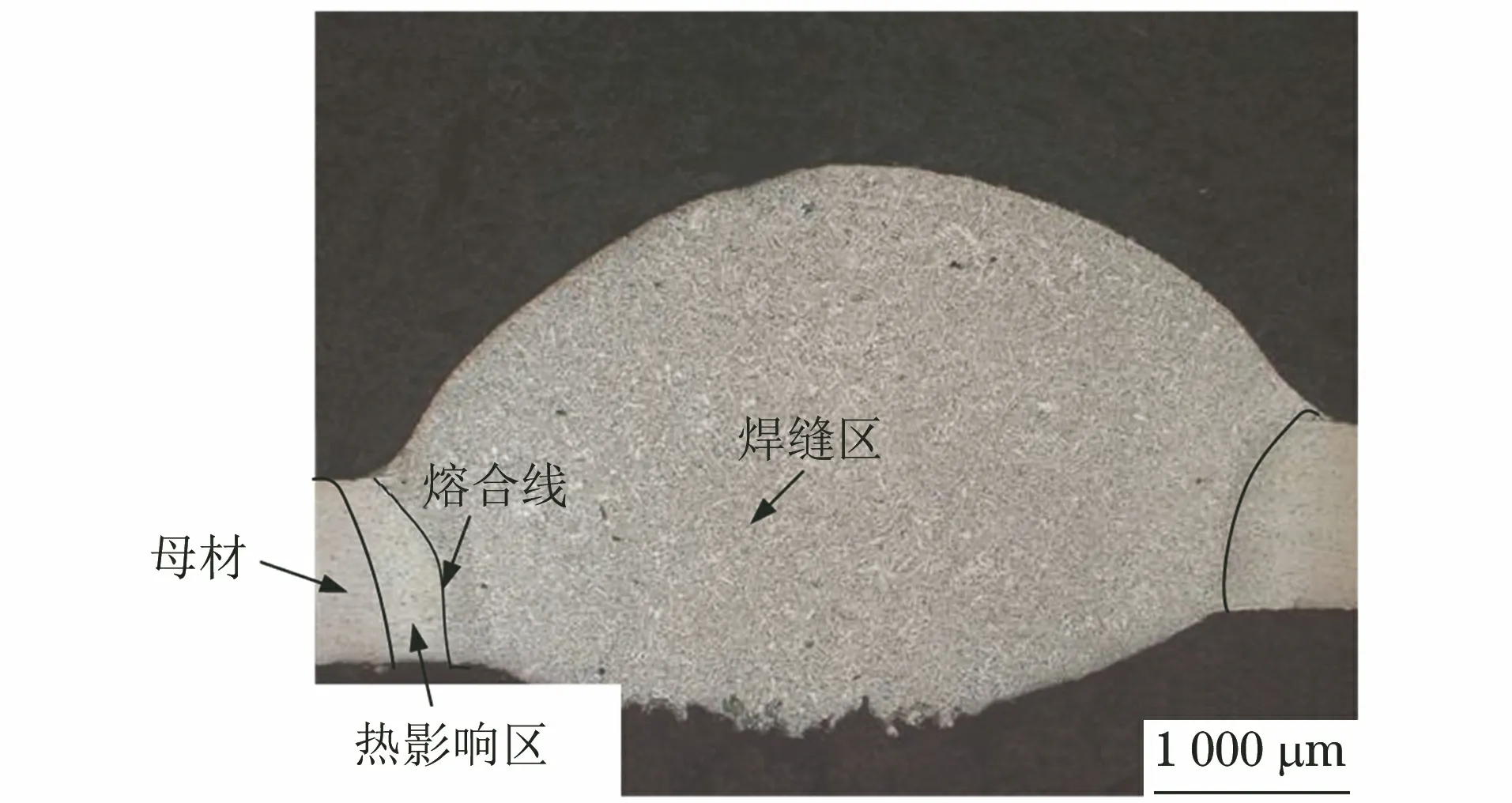
圖4 焊接接頭的整體形貌Fig.4 Overall morphology of welded joint

圖5 焊接接頭不同區域的顯微組織Fig.5 Microstructures of different areas of welded joint: (a) base metal; (b) near fusion line; (c) heat affected zone and (d) weld center
2.3 力學性能
對2#和3#工藝下接頭的拉伸性能進行測試。拉伸試樣均在母材處斷裂,且拉伸斷口與拉伸方向大致呈45°夾角。由拉伸試驗得到,2#工藝下接頭的抗拉強度測試值為355,352,350 MPa,平均值為352.3 MPa, 斷后伸長率測試值為10.3%,11.6%,11.9%,平均值為11.3%; 3#工藝下接頭的抗拉強度測試值為353,367,382 MPa,平均值為367.3 MPa,斷后伸長率測試值為12.5%,13.5%,11.3%,平均值為12.4%。由于焊縫中心形成均勻細小等軸晶,強度較高,母材處分布著軋制態的拉長晶粒α-Al,因此試樣均在母材處斷裂,并呈45°典型韌性斷裂特征,表明接頭焊接質量良好,接頭力學性能優良。由圖6可以看出,3#工藝下接頭拉伸斷口存在大量不同尺寸的韌窩,表明接頭發生韌性斷裂,塑性較好。

圖6 3#工藝下接頭的拉伸斷口形貌Fig.6 Tensile fracture morphology of joint under 3# process: (a) at low magnification; (b) at medium magnification and (c) at high magnification
3 結 論
(1) 在焊縫正面保護氣體流量為20 L·min-1,背面保護氣體流量為5 L·min-1,焊接電流為75~80 A,焊接速度為1 000 mm·min-1條件下,采用交流CMT焊接方法對0.8 mm厚5A06鋁合金超薄板進行焊接時,焊縫成形良好,連續美觀,無氣孔、裂紋、夾雜等缺陷。
(2) 焊接接頭母材區組織為軋制態的拉長α-Al晶粒以及晶界處分布的彌散強化相,熔合線附近發生再結晶而形成等軸晶,熱影響區為粗大的等軸晶,焊縫中心為細小等軸晶。
(3) 焊接接頭拉伸時均在母材處斷裂,抗拉強度約為360 MPa,斷后伸長率約為12%,斷口存在大量韌窩,接頭發生韌性斷裂,拉伸性能優良。
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
今日農業(2021年14期)2021-10-14 08:35:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
海峽姐妹(2020年8期)2020-08-25 09:30:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
人民中國(日文版)(2015年10期)2015-04-16 03:53:58
設備管理與維修(2015年12期)2015-04-09 06:57:24