高應(yīng)變速率軋制AZ31鎂合金的組織及微裂紋演變
2021-12-09 00:37:52萬(wàn)泉慧朱必武劉曉紅
機(jī)械工程材料 2021年11期
肖 罡,萬(wàn)泉慧,朱必武,劉 筱,劉曉紅
(1.江西應(yīng)用科技學(xué)院,工程技術(shù)協(xié)同創(chuàng)新中心,南昌 330100;2.湖南科技大學(xué),高功效輕合金構(gòu)件成形技術(shù)及耐損傷性能評(píng)價(jià)湖南省工程研究中心,湘潭 411201;3.九江職業(yè)技術(shù)學(xué)院機(jī)械工程學(xué)院,九江 332007)
0 引 言
鎂合金具有密度低、比強(qiáng)度和比剛度高等優(yōu)點(diǎn),廣泛應(yīng)用于交通運(yùn)輸、航空航天、電子產(chǎn)品等領(lǐng)域[1-4]。軋制是制備大尺寸鎂合金板的最主要方式,但由于鎂合金的密排六方結(jié)構(gòu)導(dǎo)致其塑性變形能力差。傳統(tǒng)的鎂合金軋制過(guò)程多采用多道次小壓下量且道次間需要多次退火的工藝,因此生產(chǎn)效率低[5]。
近年來(lái),國(guó)內(nèi)外學(xué)者提出了一種高效短流程的單道次高應(yīng)變速率軋制工藝,可實(shí)現(xiàn)單道次大壓下量的塑性大變形[6-13]。HAMADA等[6]采用溫度為100,200 ℃、應(yīng)變速率為57.2~6.9×102s-1的軋制工藝制備AZ31、AZ31B鎂合金板,所得鎂合金板的晶粒細(xì)小(平均晶粒尺寸2~3 μm)且性能良好。SAKAI等[7]在溫度100~200 ℃、應(yīng)變速率8.3×10-4s-1條件下對(duì)AZ80鎂合金進(jìn)行軋制,所得鎂合金板的晶粒細(xì)小(平均晶粒尺寸2~3 μm)且性能良好。鄭翊等[9]在溫度250~400 ℃、應(yīng)變速率1×10-3~1×10-1s-1條件下對(duì)ZK60鎂合金進(jìn)行超塑變形,發(fā)現(xiàn)制備的鎂合金板晶粒細(xì)小。朱素琴[10]研究發(fā)現(xiàn),在溫度250~400 ℃、應(yīng)變速率7.8~9.6 s-1條件下軋制后得到ZK61鎂合金板晶粒細(xì)小。LIU等[11]對(duì)AZ31鎂合金進(jìn)行高應(yīng)變速率軋制,基于斯密特因子分析了終軋組織和織構(gòu)對(duì)強(qiáng)度各向異性的影響,發(fā)現(xiàn)屈服強(qiáng)度的各向異性與二階錐面滑移有關(guān)。上述研究在分析高應(yīng)變速率軋制工藝對(duì)鎂合金組織的影響時(shí),主要集中在終軋后的鎂合金板上,但是對(duì)于軋制過(guò)程中板材內(nèi)部組織演變過(guò)程和邊緣裂紋形成規(guī)律等還有待深入分析。因此,作者對(duì)常用商用AZ31鎂合金進(jìn)行預(yù)熱溫度300~450 ℃、軋輥線速度828 mm·s-1、單道次壓下量10%~80%條件下的高應(yīng)變速率軋制,分析其軋制過(guò)程中組織演變規(guī)律以及微裂紋形成機(jī)理。
1 試樣制備與試驗(yàn)方法
試驗(yàn)材料為商用AZ31鎂合金連鑄板坯,其化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)為3.19Al,0.81Zn,0.33Mn, 余Mg。將鎂合金板坯通過(guò)線切割機(jī)加工成尺寸為120 mm×50 mm×12 mm的板料,對(duì)板料進(jìn)行420 ℃×12 h的固溶處理。分別在300,350,400,450 ℃預(yù)熱10~20 min后,在φ420 mm×420 mm二輥熱軋機(jī)上進(jìn)行軋輥線速度為828 mm·s-1,單道次壓下量分別為10%~80%的高應(yīng)變速率(3.610.4 s-1)軋制。
在軋制后的鎂合金板邊緣橫截面(軋制方向-軋制橫向,RD-TD)和鎂板中部橫截面(軋制方向-軋制法向,RD-ND)截取金相試樣,經(jīng)打磨、拋光,用由1 g草酸、1 mL硝酸、98 mL水組成的混合溶液腐蝕10~12 s后,采用Axiovert 40 MAT型光學(xué)顯微鏡觀察顯微組織,按照GB/T 15749-2008中的網(wǎng)格數(shù)點(diǎn)法測(cè)孿晶密度。
2 試驗(yàn)結(jié)果與討論
2.1 顯微組織
由圖1可以看出:在預(yù)熱溫度為300 ℃條件下,變形前(壓下量為0)鎂合金的組織以粗大等軸晶為主;當(dāng)壓下量為10%時(shí),粗大的等軸晶粒內(nèi)部有孿晶產(chǎn)生,孿晶呈長(zhǎng)條形,在同一個(gè)晶粒中孿晶相互平行,長(zhǎng)度相差不大,孿晶被原始晶界阻斷;當(dāng)壓下量為20%和30%時(shí),孿晶數(shù)量增多,并出現(xiàn)交叉孿晶;當(dāng)下壓量達(dá)到40%時(shí),粗大的原始晶粒被拉長(zhǎng),幾乎所有初始晶粒中都產(chǎn)生了孿晶,且被孿晶界分割成許多小塊晶粒,孿晶數(shù)量增多,同時(shí)觀察到大量交叉孿晶和剪切帶的出現(xiàn),且剪切帶內(nèi)存在細(xì)小的再結(jié)晶晶粒,說(shuō)明該剪切帶為轉(zhuǎn)變剪切帶[14];當(dāng)壓下量達(dá)到50%和60%時(shí),孿晶數(shù)量繼續(xù)增加,轉(zhuǎn)變剪切帶數(shù)量增加,并出現(xiàn)交錯(cuò)分布的剪切帶,剪切帶與ND成45°角;當(dāng)壓下量達(dá)到70%時(shí),剪切帶縱橫交錯(cuò),孿晶數(shù)量繼續(xù)增加;當(dāng)壓下量達(dá)到80%時(shí),原本與ND傾斜的剪切帶隨組織的變形而逐漸趨于與RD平行。在高應(yīng)變速率軋制變形初期,由于變形速率較快,位錯(cuò)和滑移來(lái)不及協(xié)調(diào)變形,從而產(chǎn)生大量孿晶;當(dāng)變形達(dá)到一定程度后,組織中形成大量剪切帶;隨著變形程度的增加,位錯(cuò)在變形剪切帶內(nèi)部塞積,并達(dá)到了再結(jié)晶形核的條件,從而在變形剪切帶內(nèi)部發(fā)生再結(jié)晶,形成轉(zhuǎn)變剪切帶。可見,在高應(yīng)變速率軋制變形初期,孿晶是AZ31鎂合金中主要的組織結(jié)構(gòu),隨變形程度的增加,鎂合金發(fā)生動(dòng)態(tài)再結(jié)晶,并與孿生共同起到協(xié)調(diào)塑性變形的作用。綜上所述,孿生和動(dòng)態(tài)再結(jié)晶是高應(yīng)變速率軋制鎂合金的主要變形機(jī)制。
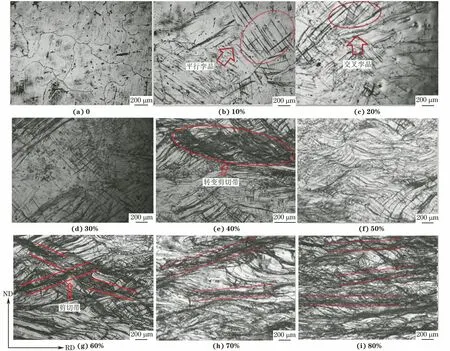
圖1 經(jīng)300 ℃預(yù)熱和不同壓下量高應(yīng)變速率軋制后鎂合金的顯微組織Fig.1 Microstructures of magnesium alloy by high strain-rate rolling with preheating at 300 ℃ and different rolling reductions
由圖2可知:在壓下量為20%條件下,當(dāng)預(yù)熱溫度為300 ℃,鎂合金發(fā)生了孿生,孿晶相互平行或相互交叉;當(dāng)預(yù)熱溫度為350 ℃,組織中存在大量孿晶,且在晶界處可觀察到再結(jié)晶晶粒,說(shuō)明該處發(fā)生了晶界弓出再結(jié)晶[15];當(dāng)預(yù)熱溫度為400 ℃時(shí),晶粒內(nèi)部中存在細(xì)長(zhǎng)的孿晶和鏈條狀晶粒,在晶界處出現(xiàn)大量細(xì)小晶粒,說(shuō)明鎂合金發(fā)生了孿生誘導(dǎo)再結(jié)晶[16-17]和晶界弓出再結(jié)晶;當(dāng)預(yù)熱溫度為450 ℃時(shí),組織中出現(xiàn)少量細(xì)長(zhǎng)鏈條狀晶粒,說(shuō)明鎂合金發(fā)生了孿生誘導(dǎo)再結(jié)晶。可見,在高應(yīng)變速率軋制過(guò)程中,再結(jié)晶的形成方式以孿生誘導(dǎo)再結(jié)晶和晶界弓出再結(jié)晶方式為主。
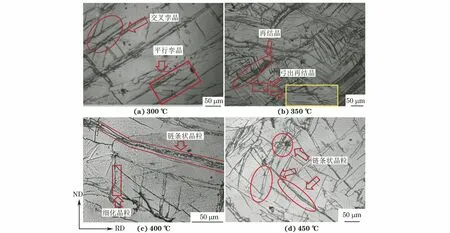
圖2 經(jīng)不同溫度預(yù)熱和20%壓下量高應(yīng)變速率軋制后鎂合金的顯微組織Fig.2 Microstructures of magnesium alloy by high strain-rate rolling with preheating at different temperatures and rolling reduction of 20%
2.2 孿晶密度
由圖3可以看出,在相同壓下量下,隨著預(yù)熱溫度的升高,鎂合金組織中的孿晶密度整體呈下降趨勢(shì)。鎂合金晶體結(jié)構(gòu)屬于密排六方結(jié)構(gòu),其中最容易啟動(dòng)的滑移系是基面滑移,滑移啟動(dòng)時(shí)的臨界剪切應(yīng)力很小且對(duì)溫度不敏感,而另外2種滑移(錐面滑移與柱面滑移)的臨界剪切應(yīng)力在室溫下是基面滑移的50~100倍[18],隨著溫度的升高,這2種滑移的臨界剪切應(yīng)力急劇下降,鎂合金中開啟的滑移系增加,不需要大量的孿生來(lái)協(xié)調(diào)均勻的塑性變形。因此,隨著溫度的升高,鎂合金中孿晶密度呈下降趨勢(shì)。在初始變形階段孿晶密度呈線性上升趨勢(shì),這是因?yàn)樽冃纬跗谠谙鄬?duì)較快的應(yīng)變速率下,需要大量的孿生來(lái)協(xié)調(diào)快速的塑性變形;隨著壓下量的增加,當(dāng)孿晶密度增大到50%以上時(shí),孿晶密度的增長(zhǎng)趨勢(shì)變緩,這是由于隨著壓下量的增加,位錯(cuò)塞積在孿晶界和晶界處,這為再結(jié)晶形核提供了變形儲(chǔ)能,合金發(fā)生孿晶誘導(dǎo)再結(jié)晶和晶界弓出再結(jié)晶,并且再結(jié)晶數(shù)量逐漸增加,此時(shí)不需要大量的孿晶來(lái)協(xié)調(diào)變形,因此孿晶密度增長(zhǎng)趨勢(shì)變緩。

圖3 不同預(yù)熱溫度下高應(yīng)變速率軋制后鎂合金的孿晶密度隨壓下量的變化曲線Fig.3 Curve of twin density vs rolling reduction of magnesium alloy by high strain-rate rolling with preheating at different temperatures
2.3 微裂紋演變機(jī)制
由圖4可以看出,在預(yù)熱溫度為300 ℃,壓下量為75%時(shí),鎂合金中出現(xiàn)2條微裂紋,其中一條裂紋尖端被大量細(xì)晶包圍(如圖中大圓圈所示),裂紋停止擴(kuò)展。裂紋的擴(kuò)展與再結(jié)晶形核存在競(jìng)爭(zhēng)關(guān)系[19]。當(dāng)組織中的應(yīng)力集中達(dá)到裂紋萌生的臨界條件時(shí),組織內(nèi)部出現(xiàn)裂紋,裂紋擴(kuò)展路徑上應(yīng)力集中嚴(yán)重,裂紋擴(kuò)展不能完全釋放組織內(nèi)部的應(yīng)力集中,從而為再結(jié)晶提供了條件;再結(jié)晶在裂紋擴(kuò)展路徑上形核和長(zhǎng)大,消耗裂紋擴(kuò)展的能量,從而抑制裂紋的繼續(xù)擴(kuò)展。另一條裂紋兩端存在明顯孔洞,且孔洞呈逐漸與主裂紋匯合的趨勢(shì),同時(shí)裂紋和孔洞都處于細(xì)晶區(qū)。細(xì)晶區(qū)裂紋萌生、擴(kuò)展和止裂模型如圖5(a)所示,在細(xì)晶區(qū)中,細(xì)晶晶界尤其是三晶交界處應(yīng)力集中嚴(yán)重,孔洞易在晶界或三晶交界處形成,隨著變形程度的增加,孔洞長(zhǎng)大并與其他孔洞合并變成裂紋,裂紋繼續(xù)長(zhǎng)大并與其他孔洞繼續(xù)合并,從而導(dǎo)致裂紋的擴(kuò)展。可見,在細(xì)晶區(qū)裂紋的萌生與擴(kuò)展是通過(guò)孔洞的形核、合并和長(zhǎng)大實(shí)現(xiàn)的。在預(yù)熱溫度為350 ℃,壓下量為78%時(shí),鎂合金中裂紋周圍有大量孿晶。這是由于裂紋的擴(kuò)展與孿生存在競(jìng)爭(zhēng)關(guān)系[16,19]。在變形初期通過(guò)產(chǎn)生大量孿生協(xié)調(diào)塑性變形,隨著變形程度的增大,位錯(cuò)累積在孿晶界和晶界處,導(dǎo)致應(yīng)力集中嚴(yán)重,當(dāng)達(dá)到裂紋萌生的臨界條件時(shí),裂紋萌生并擴(kuò)展;同時(shí)大量孿晶在裂紋擴(kuò)展路徑和尖端協(xié)調(diào)塑性變形,消耗了裂紋萌生需要的表面能,抑制裂紋擴(kuò)展,從而在裂紋尖端產(chǎn)生大量孿晶。孿晶誘導(dǎo)裂紋形核及擴(kuò)展的機(jī)理如圖5(b)所示,變形初期在母相晶粒中產(chǎn)生孿晶,孿晶界處產(chǎn)生應(yīng)力集中,導(dǎo)致裂紋在此處萌生;隨著變形量的增加,裂紋沿孿晶界擴(kuò)展,同時(shí)孿晶在裂紋擴(kuò)展路徑上形成,消耗裂紋擴(kuò)展所需的表面能,使得裂紋的擴(kuò)展受到抑制。

圖4 不同預(yù)熱溫度和不同壓下量高應(yīng)變速率軋制后鎂合金的微裂紋形貌Fig.4 Microcrack morphology of magnesium alloy by high strain-rate rolling with preheating at different temperatures and different rolling reductions

圖5 高應(yīng)變速率軋制鎂合金中微裂紋的萌生、擴(kuò)展和止裂機(jī)制示意Fig.5 Shematic of microcrack initiation, propagation and inhibition mechanism during high strain-rate rolling magnesium alloy: (a) microcrackinitiation and propagation in fine grain area and (b) twin-induced microcrack initiation,propagation and inhibition
3 結(jié) 論
(1) 在高應(yīng)變速率軋制過(guò)程中,AZ31鎂合金的主要的變形機(jī)制是孿生和動(dòng)態(tài)再結(jié)晶,再結(jié)晶的形成方式以孿生誘導(dǎo)再結(jié)晶和晶界弓出再結(jié)晶方式為主。在初始變形階段孿晶密度呈線性上升趨勢(shì),隨著變形程度的增加,當(dāng)孿晶密度增大到50%以上時(shí),孿晶密度的增長(zhǎng)趨勢(shì)變緩。隨著預(yù)熱溫度的升高, 軋制時(shí)鎂合金中的孿晶密度整體呈下降趨勢(shì)。
(2) 在高應(yīng)變速率軋制過(guò)程中,AZ31鎂合金中孿生、再結(jié)晶與微裂紋存在競(jìng)爭(zhēng)關(guān)系。孿晶為微裂紋的萌生提供了位置,同時(shí)大量孿晶的產(chǎn)生有利于消耗能量抑制裂紋的擴(kuò)展。在細(xì)晶區(qū)裂紋的形成由孔洞的形成、合并和長(zhǎng)大引起。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02