NP501 風電齒輪箱內封環鑄造工藝
2021-12-02 08:19:48李桂玲
科學技術創新 2021年32期
關鍵詞:設計
李桂玲
(衡水職業技術學院,河北 衡水 053000)
本文研究的風電齒輪箱產品鑄鐵件材料牌號主要以EN-GJS-400-18-LT 為主,其中要求滿足-20℃低溫沖擊要求,NP501 風電齒輪箱內封環為其中一種產品,零件結構如圖1 所示,零件最大外徑尺寸φ906mm,內孔尺寸φ750mm,總高度95mm。
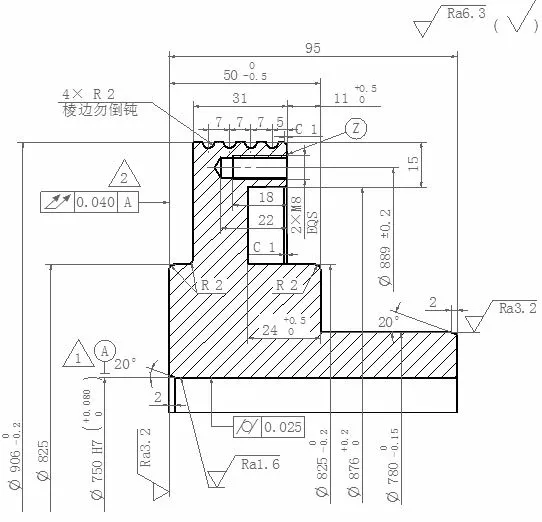
圖1 內封環零件圖
1 鑄造工藝參數的確定
1.1 鑄造收縮率
鑄件在凝固冷卻過程中,體積一般要發生收縮,即體收縮。根據經驗,該鑄件的收縮率選取0.8%。
1.2 機械加工余量
該鑄件所有面都需要加工,φ876mm 和φ825mm 之間形成的凹槽較窄,填加加工量后更窄,如果直接鑄出,造型時該處的砂型強度不夠,很容易碎掉,難于修補,增加造型難度,因此鑄件毛坯將此處凹槽填平。其余直徑方向單面給6mm 加工量,高度方向,因鑄件太大,很容易整體變形引起不平,因此單面給7mm 加工量。鑄件圖如圖2 所示,設置完加工量后鑄件毛坯單重約115kg。

圖2 內封環鑄件圖
1.3 起模斜度
為了在造型和制芯時便于起模而不致損壞砂型和砂芯,應該在模樣或芯盒的起模方向上帶有一定的斜度,即起模斜度。根據經驗,該內封環鑄件取起模斜度為(+)1.5° 。
2 澆注位置確定
鑄件的澆注位置是指澆注時鑄件在鑄型中所處的位置。
澆注位置是根據零件的結構特點、尺寸、重量、技術要求、鑄造合金特性、鑄造方法以及生產車間的條件決定的。
正確的澆注位置應能保證獲得健全的鑄件、并使造型、造芯和清理方便。
NP501 風電齒輪箱內封環屬回轉體,整體結構簡單,但鑄件整個表面全部加工,不允許加工面有鑄造缺陷。從圖1 零件剖面圖可見,中間位置熱節較大,考慮到整體結構比較有規律,同時整個環直徑較大,在熱處理過程中很容易變形,因此決定澆注位置選在從內部引入,將澆注系統設計對稱樣式,澆注系統在鑄件熱處理后再切除,可以起到拉筋作用,減小整體變形量。
3 分型面的選擇
由該外封環鑄件截面可見,整體較厚,為防止內部產生縮松缺陷,需要借助冷鐵加速液態金屬凝固,考慮到冷鐵盡量放置在下型,因此分型面選在如圖3 所示位置,將鑄件大部分放在下型。
4 鑄件數量及砂箱的選擇
該鑄件尺寸較大,根據鑄造廠現有砂型只能按照每型一件布置,選用1140× 1140× 250/250 尺寸的砂箱。
5 澆注系統的設計
澆注系統是鑄型中引導液態金屬流入型腔的通道。一般鑄件的澆注系統由四部分組成:澆口杯(外澆口)、直澆道、橫澆道和內澆道。
5.1 外澆口
為使澆注時液體流動通暢,根據理論測得的鑄件重量,選用φ40mm 澆口箱。
5.2 直澆道
根據內封環鑄件理論重量,結合實踐和鑄造工程師手冊,選取直澆道直徑為φ40mm,截面積A直=12.56cm2。另外,為防止外部雜質通過直澆道充入型腔,在直澆道處設置100mm×100mm 的過濾裝置。
5.3 橫澆道
為防止熱處理時鑄件變形,設計成四道橫澆道,將整個澆道作為拉筋使用,每道截面積選24mm× 20mm=4.8cm2,四道橫澆道總截面積為A橫=19.2cm2。
5.4 內澆道
整個澆注系統采用半封閉式,將阻流截面設在內澆道上,這樣既具有一定的擋渣作用,同時又可以保證充型平穩。因此將內交口總截面選A內=12cm2,對應橫澆道分四個內澆道。
澆注系統(不含外澆道)結構見圖4。
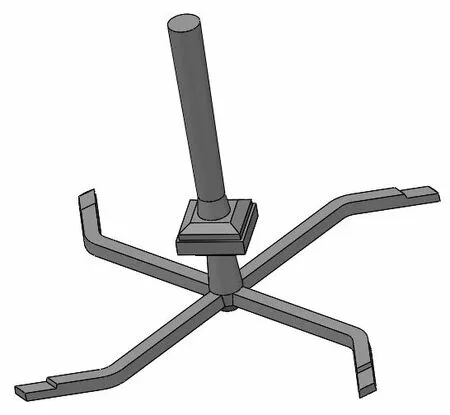
圖4 澆注系統
6 砂芯設計
因直澆道位置設計了過濾裝置,為便于造型需要設計砂芯,該鑄件模具制造采用的是多層板,因此,中間下芯也便于模具的制作。砂芯上型出芯頭,下型做倆圓形定位,來保證合箱時內澆道和冒口相對位置不發生變化。
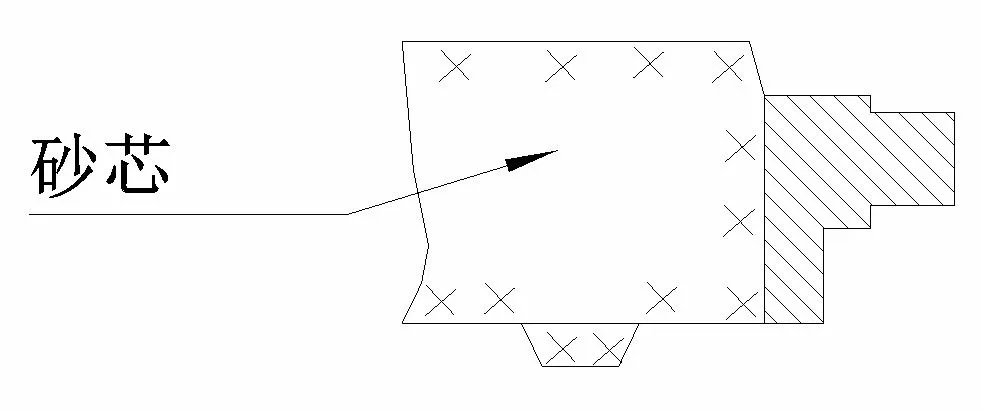
圖5 砂芯圖
7 冒口的設計
冒口是在鑄型內人為設置的貯存金屬液的結構體,用以補償鑄件形成過程中可能產生的收縮,起防止鑄件產生縮孔、縮松并兼有排氣、集渣、引導充型的作用。冒口尺寸設計一定要保證冒口頸的凝固晚于鑄件的凝固,否則會引起液體倒抽現象,在冒口根部形成縮松。
針對該內封環鑄件整體結構,結合冷鐵的激冷效果,將冒口設置在鑄件最頂面,保證足夠的補縮距離,設置四個圓的明頂冒口,冒口頸直徑選φ35mm,冒口體直徑選φ80mm,每個冒口放在兩內澆口之間,均布擺放。這樣也保證了液體充入型腔后的整體溫度趨于平衡,使得鑄件凝固過程時能夠達到同時凝固。冒口和鑄件裝配見圖6。
8 冷鐵的設計
冷鐵的激冷效果可以加劇鑄件厚大位置的凝固,同時冷鐵與冒口配合使用,擴大冒口補縮距離或范圍,減少冒口數目或體積,可提高鑄件的工藝出品率和鑄件的合格率。針對該內封環鑄件的熱節部位,在下型放置冷鐵,冷鐵放在下型,不會阻礙液體中的氣體排出,避免鑄件因冷鐵導致嗆。為確保鑄件毛坯表面質量,冷鐵制作時與鑄件接觸面一定要完全吻合。為防止冷鐵使用過程中變形,同時減小冷鐵重量,方便操作人員造型使用,冷鐵形狀不能過大,整圈按照十五個均布擺放,冷鐵間留有15mm 的吃砂量。另外,為防止造型脫模時冷鐵從砂型中脫落,冷鐵做好定位。冷鐵與鑄件裝配見圖6。
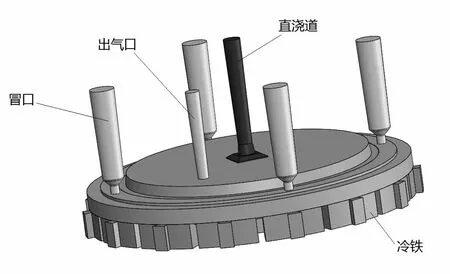
圖6 工藝裝配圖
9 結論
按照以上方案制作了木模具并進行了試制生產,對首件進行了全尺寸檢測,所有尺寸符合圖紙要求,同時金相組織以及力學性能等均滿足材料EN-GJS-400-18-LT(-20℃低溫沖擊)的要求,試加工未發現鑄造缺陷。表明該鑄造工藝合格,可以進入批量生產。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04