裝配式鉆石型蓋梁 標準化 預制施工技術
2021-12-01 06:37:22標金一峰黎果李清云馮曉東
中國新技術新產品 2021年18期
關鍵詞:施工
朱 標金一峰黎 果李清云馮曉東
(1.紹興市城投建筑工業化制造有限公司,浙江 紹興 312030;2.浙江交工集團股份有限公司,浙江 杭州 310051;3.紹興文理學院,浙江 紹興 312000)
0 引言
傳統現澆式橋梁建造過程中,往往存在施工周期較長、干擾交通、資源浪費且對周邊環境影響大等橋梁施工問題。相比之下,預制裝配法具有施工速度快,對交通秩序干擾較小,有效減少環境污染,實現資源合理利用等優點[1-2]。同時隨著城市橋梁美觀性越發重要,鉆石型蓋梁應運而生,但由于其各斷面鋼筋構件尺寸均不相同,鋼筋位置空間坐標定位困難,模板形狀多樣通用性差,不同規格蓋梁重心位置均不相同,對該結構的預制施工技術提出了新的挑戰 。在我國預制裝配橋梁發展的初期,是以主梁和橋面板的預制安裝為主。但隨著預制裝配施工技術的發展,標準化預制施工技術開始逐步成熟。2012年,在S6公路中首次應用橋梁構件預制拼裝技術進行了橋墩和蓋梁的預制拼裝。目前鉆石型蓋梁預制尚未出現標準化施工技術,在控制鋼筋定位精度及安裝誤差上仍存在較大不足,同時鉆石型蓋梁有別于傳統蓋梁,內部鋼筋布置及模板需重新設計,因此該文以實際工程為背景,針對鉆石型蓋梁標準化預制施工技術,介紹了其施工步驟和技術要點,為鉆石型蓋梁的預制裝配施工提供了參考。
1 預制鉆石型蓋梁概況
如今預制蓋梁已在國內全面鋪展開來,嘉閔高架、S7高速公路上均使用了預制拼裝的蓋梁、立柱、橋臺及基樁,以加快建設速度。此外,對裝配式鋼混組合橋面板的工業化生產及預制施工的具體內容已經展開研究[3],針對各項裝配式施工技術以及施工過程中的受力性能進行分析,該文以紹興智慧快速路多棱角變截面預制裝配混凝土蓋梁(鉆石型蓋梁)為背景工程,以標準化預制施工技術為手段,從鋼筋構件工廠化生產出發,結合標準化施工措施預制鉆石型蓋梁,其中蓋梁節段質量均大于200t,且分段蓋梁的連接方式主要采用了濕接工藝。
2 鉆石型蓋梁預制施工技術
2.1 鋼筋半成品加工
鋼筋半成品加工過程中存在的一個關鍵點則是在于鋼筋安裝的空間位置。傳統的鋼筋定位技術是通過改變施工工藝以及設計胎架的方式達到精確安裝的目的[4-5]。而目前BIM技術在高速公路橋梁工程施工、吊裝階段工程施工、現場構件施工、鋼筋預埋件安裝都有廣泛的應用[6-7],同時該文也基于BIM技術提出一種鋼筋安裝精度測量技術,以鋼筋鉆石型蓋梁的鋼筋骨架確定為例,通過BIM數據模擬進而確定內部鋼筋的準確位置,通過細部調整提高鋼筋定位精度,其具體操作步驟如下。
2.1.1 鋼筋截面數據確定
采用BIM技術對施工圖進行深入計算,獲取鋼筋尺寸及形狀數據,通過對蓋梁內部箍筋、主筋、灌漿套筒、預應力波紋管進行三維建模和三維透視,在模型視圖中將會自行獲取各種鋼筋的間距以及空間坐標,并自動標識產生鋼筋碰撞區域。利用該技術可快速實現主筋、箍筋、水平筋的精確定位,避免蓋梁內部構件間的相互沖突碰撞,為主筋、水平筋在端頭板上開孔提供位置和數據依據。利用BIM透視圖、鋼筋截面數據表對班組進行三維可視化的技術交底,如圖1所示。要求施工班組嚴格遵循圖紙數據參數進行施工,同時需要注意各個下料鋼筋的尺寸,保證安裝構件所用鋼筋的尺寸均符合設計要求。
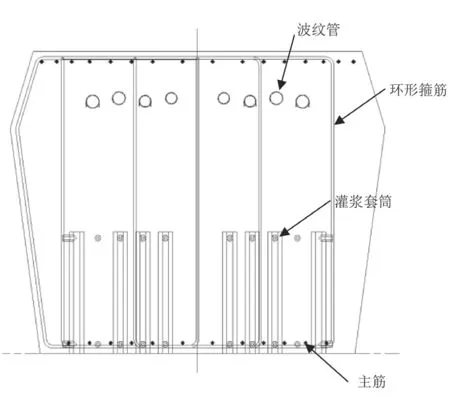
圖1 蓋梁箍筋截面
2.1.2 半成品加工
將通過BIM軟件優化后的箍筋截面數據錄入數控設備對鋼筋原材進行彎曲加工,鋼筋骨架生產前在箍筋定位盤上對每個截面三肢箍筋按空間位置疊起,焊接形成整體,再根據設計圖紙所提供的該截面對應預應力管道坐標數據焊接管道定位鋼筋,加工成箍筋鋼筋骨架片“塊體”,并根據BIM提供的箍筋數據進行比較、復核,然后編碼標識、整齊碼放,防止箍筋截面安裝順序錯亂。通過這一系列流程化的施工操作,旨在能夠精準確定鋼筋骨架中波紋管及定位筋的空間位置。
2.2 胎架設計與安裝
可調節蓋梁鋼筋籠綁扎平臺由底座、導軌和移動支架組成,導軌與底座固定,移動支架與導軌滑動連接,移動支架上設有橫向支撐梁和用于連接橫向支撐梁的連接孔,連接孔沿移動支架豎向分布。綁扎平臺用于放置箍筋骨架片和主筋,方便穿插上排主筋、水平筋,方便人員站位。胎架拼裝過程要求胎架底座安裝水平,精度控制在±2mm內。豎桿安裝要求位置精確狀態垂直,精度控制在±2mm內。胎架安裝完成后對各豎桿整體測量,保證每個豎桿在同一條線上,防止主筋安裝時產生彎扭,同時在胎架單側和爬升胎架上按照設計圖紙精確定位箍筋位置并開槽,槽口比箍筋直徑大2mm,方便安裝并嚴格控制箍筋間距,側面采用槽鋼開槽控制箍筋位置,保證保護層厚度。從而實現多型號蓋梁的胎架通用性。
2.3 灌漿套筒安裝
將每個灌漿套筒垂直安裝在定位盤上,使用水平尺或靠尺檢測每個灌漿套筒安裝后垂直度,保證所有灌漿套筒均垂直于定位盤,垂直度調整完畢后套筒底部用底部柱塞擰緊,使柱塞內部膨脹擠壓灌漿套筒,保證套筒固定垂直,垂直度允許偏差小于2mm,套筒間距允許偏差±2mm。套筒上部插入φ40mm主筋,主筋與套筒之間用密封環密封,并涂抹玻璃膠保證灌漿套筒預制端的密封性。套筒外部采用7道箍筋固定,每道箍筋間距10cm,箍筋與套筒不允許焊接,套筒頂部加設一道箍筋緊壓密封環,為保證φ40mm主筋符合圖紙要求間距,并且保證套筒與主筋的整體穩定性,采用φ20mm鋼筋在主筋周圈進行通長焊接固定。
灌漿套筒調整到位后,開始安裝進、出漿管。兩側進、出漿管采用鍍鋅鐵管,中間部分套筒采用PVC管引至蓋梁頂部,便于后續壓漿操作。進漿管布置在下端,出漿管布置在上端,同時鍍鋅鐵管進出漿管在端部安裝止漿塞,PVC管進出漿管采用膠帶進行封口。而針對灌漿套筒底端與定位板的交接處則使用玻璃膠密封,防止混凝土澆筑時水泥漿進入套筒內,堵塞灌漿套筒。
2.4 鋼筋骨架安裝
蓋梁鋼筋骨架綁扎采用分段匹配安裝,主筋安裝時為確保兩端分節蓋梁完全匹配,上下層主筋間距中間使用定位卡槽控制上下排主筋間距和左右間距,允許偏差±2mm,主筋連接采用雙螺紋套筒連接。此外還需要進行濕接縫端頭板安裝、蓋梁箍筋安裝、蓋梁頂、底部主筋安裝、彎起鋼筋安裝、兩側水平筋安裝、預應力波紋管安裝、鋼絞線安裝、端頭錨具安裝、擋塊、吊點、下墊石預留鋼筋等預埋件安裝,具體操作如下:1)濕接縫端頭板安裝。端頭板安裝在胎架中間上的端頭板卡銷上,保證端頭板垂直,使用水平尺或靠尺檢驗端頭板垂直度,保證端頭板偏差小于2mm。2)蓋梁箍筋安裝。在綁扎胎架的卡槽內從套筒邊緣第一道箍筋向懸挑端按編號順序依次安裝蓋梁箍筋骨架片。3)蓋梁頂、底部主筋安裝。在綁扎胎架尾部的操作平臺上,將主筋穿過箍筋骨架片和端頭板的主筋預留口,做到主筋精確定位,將主筋和箍筋骨架片用點焊固定,匹配式主筋對接允許偏差小于2mm。上下層主筋間距中間使用定位卡槽控制上下排主筋間距和左右間距,允許偏差±2mm,主筋精確定位安裝,廠內預對接用鋼管套齊,確保現場雙螺套的安裝精度。4)彎起鋼筋安裝。在蓋梁骨架內部安裝彎起鋼筋并焊接,并根據BIM三維可視化模型對彎起鋼筋空間位置、長度、角度進行建模微調,避免鋼筋現場直接下料安裝的碰撞問題。5)兩側水平筋安裝。在綁扎胎架尾部的放置平臺上,將水平筋穿過箍筋骨架片和端頭板,準確安裝在端頭板的水平筋預留口內,將水平筋和箍筋骨架片用扎絲綁扎固定。6)預應力波紋管安裝。在蓋梁鋼筋骨架內,按圖紙所給預應力空間坐標位置準確安裝塑料波紋管預應力管道。從預應力定位筋中穿波紋管,并用“U”形筋進行再固定。對安裝完成后的管道進行坐標復測,偏差值控制在5mm以內。當波紋管位置與鋼筋位置沖突時,適度調整鋼筋位置,確保波紋管的線形,盡量減少預應力損失。7)鋼絞線安裝。場內張拉采用預埋P錨單端張拉,在鋼筋骨架中須精準安裝P錨限位板,穿插鋼絞線,確保P錨鋼絞線端部擠壓套緊貼著限位板。鋼絞線在擠壓套外端應露出擠壓套筒2mm~5mm,以保證擠壓套與鋼絞線的握裹力。防止在張拉時拉脫造成滑絲。8)端頭錨具安裝。在蓋梁尾部及中間濕接縫處安裝內嵌式錨具及深埋套筒,用鋼筋托起錨具,保證錨具安裝水平,并在螺旋筋處安裝3層加強鋼筋網片加強保護。9)擋塊、吊點、下墊石預留鋼筋等預埋件安裝。按照設計圖紙對擋塊、支座墊石鋼筋及預埋件進行加工,確保在混凝土表面規格尺寸及預留混凝土內錨固長度滿足規范設計要求,預留位置按照設計圖紙的位置預留,預留長度按照鋼筋焊接規范要求預留,保證焊接長度。通過三維軟件核算蓋梁吊點位置,按照軟件重心計算位置進行吊點安裝。
2.5 模板設計與安裝
2.5.1 蓋梁模板通用化設計
因蓋梁類型較多且結構尺寸和形狀多變,特對蓋梁鋼模板按相同懸挑段長度不同平直段長度進行通用性設計,通過現場模板組合拼接實現相似蓋梁模板安裝的需求,最大限度地提高模板利用率。
2.5.2 模板拼裝及鋼筋骨架入模
2.5.2.1 底模拼裝
底模拼裝分2步進行,先進行平直段(即:套筒位置)就位固定,再進行兩端懸挑段底模拼裝。
首先平放3段鋼模板,調整平整,將挑臂段用龍門吊移向平直段模板并用高強螺栓將其連接。當蓋梁底模三段拼接完成后,固定套筒定位板,采用卡槽將其與底模連接,四邊均設置倒角,將鋼筋骨架整體吊裝至底模槽口內。
2.5.2.2 鋼筋骨架入模
底模拼裝完成后,將底模清理干凈,對底模涂抹脫模劑后按照所標邊線安放。采用通用化設計的蓋梁專用吊具吊運鋼筋骨架,吊裝過程要求慢速平穩,保證鋼筋骨架不變形。
鋼筋骨架入模時,下放速度緩慢,讓蓋梁套筒定位板四邊倒角精確下放到底模預留的定位盤槽口內,保證定位盤位置偏差小于2mm。
2.5.2.3 其余模板安裝、固定
蓋梁鋼筋骨架吊裝入底模后,按照蓋梁規格類型選取對應尺寸的大塊定型鋼模板作為側模進行吊裝,吊裝到位后使用高強螺栓將拼接面與底部模板進行連接固定。而后吊裝兩側懸挑端頭模板,同樣通過高強螺栓將兩側側模與底模連接成整體。最后的擋塊內側模板選用木模,通過兩側螺栓孔錨入高強螺栓設置一道橫撐,橫撐與擋塊內側木模設置4道桿件支撐,防止擋塊內側木模跑模漏漿。當模板安裝好后,測量及技術人員應對其測量檢查,使模板安裝位置、垂直度等滿足要求。
2.6 混凝土澆筑及養護
混凝土澆筑采用C60高性能混凝土泵送澆筑,澆筑時嚴格按照標高線進行澆筑,同時應注意對機械進行防護,減少對施工場地清潔的影響。混凝土澆筑之前,需要在預應力波紋管內穿入塑料內撐管,防止波紋管擠壓內陷以及波紋管損壞漏漿。
根據蓋梁灌漿套筒的結構特殊性,在分層澆筑的基礎上對混凝土澆筑順序進行改進。待混凝土沒過灌漿套筒后再采用分層澆筑方式,確保不會因混凝土流動產生的壓力破壞套筒進、出漿管與灌漿套筒的連接。混凝土振搗時保證振搗棒與灌漿套筒的距離不得小于15cm,減少振搗對灌漿套筒的影響。
待混凝土強度達到2.5MPa后方可進行拆模。澆筑混凝土及拆除模板時,需按照相關拆模要求和順序,依次拆除模板。拆除模板后及時進行噴淋養護且養護時間不得小于7d。最后使用輕便手推式鑿毛車進行底部鑿毛,完成后將蓋梁存放在存放區域。
2.7 蓋梁預制施工質量控制
鉆石型蓋梁標準化預制施工技術主要施工流程如圖2所示,各施工環節須嚴格按順序執行,避免返工調整,精確把控各環節施工生產質量。如鋼筋半成品加工過程中,須對鋼筋成品進行不定時抽檢;進行灌漿套筒安裝的連接穩定性驗算;合理設置蓋梁養護過程中養護時間、濕度、溫度參數等。
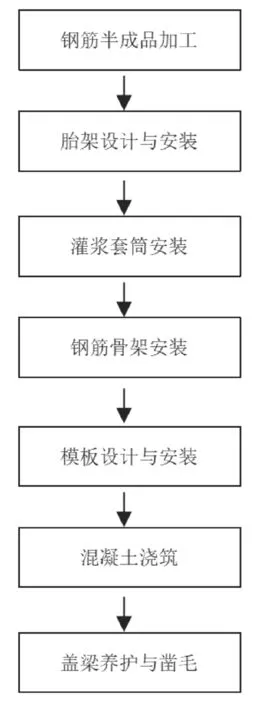
圖2 蓋梁預制施工技術流程圖
3 結語
預制鉆石型蓋梁不僅滿足現在橋梁的美觀要求而且能夠加快施工速度,降低施工成本,最大限度地減少對周邊環境的影響,特別適合在城市高架和跨線橋的建設中應用。該文結合實際工程,介紹了裝配式鉆石型蓋梁標準化預制的施工工藝和技術要點。該工程涉及多種施工技術,采用BIM技術實現鋼筋的精準定位;設計可調節蓋梁鋼筋籠綁扎平臺可以有效控制鋼筋骨架定位誤差;設計通用定型化模板及精準安裝技術,可確保鋼筋骨架的精準定位及安裝;最后進行混凝土澆筑及養護完成鉆石型蓋梁預制流程。該文提出的施工技術方法可為同類預制蓋梁施工提供參考。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
