交叉桿桿身成形質(zhì)量工藝技術(shù)研究
2021-11-30 07:26:22黃連吉中車齊齊哈爾車輛有限公司
鍛造與沖壓 2021年22期
文/黃連吉·中車齊齊哈爾車輛有限公司
交叉桿是鐵路貨車轉(zhuǎn)向架的重要零部件,生產(chǎn)批量大,質(zhì)量要求高,其制造工藝的可靠性直接影響到整車的運(yùn)行穩(wěn)定性和行車安全性。交叉桿使用材質(zhì)為CR-1 的鋼管,具有良好力學(xué)性能和焊接性能,其外徑和壁厚尺寸為φ48mm×5mm,壁厚允許尺寸為4.8 ~5.9mm,外徑允許尺寸為φ47.7mm~φ48.7mm。生產(chǎn)工序?yàn)椋簵U身下料→鋸切、車破口→酸洗磷化→中部成形→兩端成形→調(diào)直→端頭組焊→與各部件組裝→整體探傷→涂漆→檢驗(yàn)→成品。其中,中部成形工序是保證產(chǎn)品質(zhì)量的關(guān)鍵工序,交叉桿中部尺寸如圖1 所示。
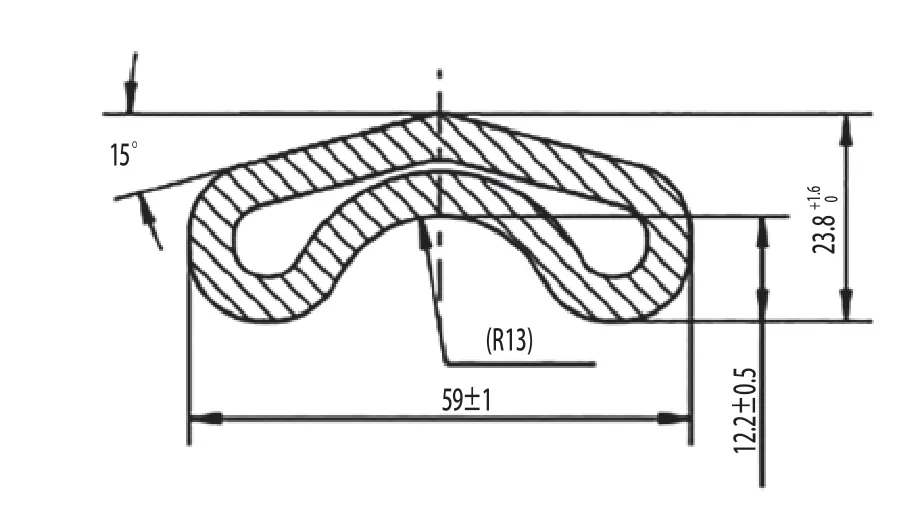
圖1 交叉桿中部成形尺寸示意圖
在前期交叉桿桿身生產(chǎn)過程中,存在管壁外徑大于等于φ48.5mm,同時(shí)厚度大于等于5.5mm的管料,壓形時(shí)尺寸為:深度合格時(shí),高度最大25.7mm,超差0.3mm,寬度最大60.3mm,超差0.3mm。對(duì)壓形模具進(jìn)行多次調(diào)整,此條件下管料調(diào)不出合格品,致使交叉桿桿身廢品率居高不下。
桿身中部成形質(zhì)量工藝分析
質(zhì)量分析
⑴此管料中部壓形的模具已經(jīng)使用多年,模具凸模磨損可能較為嚴(yán)重,影響成形質(zhì)量。
⑵成形對(duì)稱度不好,容易造成管兩側(cè)剛度不匹配,產(chǎn)生應(yīng)力集中,影響成形尺寸,而我們的模具為了便于調(diào)整寬度尺寸,采用了活動(dòng)式下模,成形對(duì)中性及尺寸一致性不如整體式下模。
⑶凹模側(cè)壁較薄,強(qiáng)度弱,成形過程中側(cè)壁略向外張口,影響成形質(zhì)量。
工藝分析
⑴成形過程中,若模具凸模圓角太小,會(huì)使管料在成形過程中與凸模接觸的料偏少,即管料向中間空隙部位流動(dòng)的少,材料都留在了凸模兩側(cè),易使壓形后的窩深和全高數(shù)值偏大。
⑵在成形過程中,若凹模側(cè)壁強(qiáng)度不足,會(huì)導(dǎo)致工件變形產(chǎn)生的向外變形力推動(dòng)凹模側(cè)壁向外擴(kuò)張,這樣就導(dǎo)致工件局部的屈服強(qiáng)度值變低,引起工件塑性變形減少而彈性變形增加,成形后回彈量變大,影響成形尺寸。
⑶同理,在成形過程中,若凹模底部不與工件下部接觸,僅僅依靠凸模向下的壓形力來使工件成形,只能使工件與凸模接觸的位置變形劇烈,而工件下部并不能完全屈服,進(jìn)而使工件成形后回彈變大。
基于JSTAMP/NV 成形仿真分析
JSTAMP/NV 軟件介紹
有限元成形仿真分析已經(jīng)成為模具設(shè)計(jì)過程中不可或缺的一部分,在三維設(shè)計(jì)中,通常需要用有限元分析進(jìn)行驗(yàn)證,以便找到最佳的設(shè)計(jì)方案。
JSTAMP 軟件中集成了LS-DYNA、HYSTAMP 和JOG/NIKE 求解器,融合了多年的產(chǎn)品研發(fā)和咨詢經(jīng)驗(yàn),能夠模擬幾乎所有鈑金沖壓的工藝類型,包括:自重偏斜、板料夾緊、壓邊、翻邊、液壓成形、彎管成形以及卸載回彈等,能夠精準(zhǔn)的預(yù)測(cè)破裂、起皺和回彈,不需要通過第三方軟件就能生成可直接用于生產(chǎn)的CAD 補(bǔ)償模面。本文利用JSTAMP 軟件的管料成形和回彈功能進(jìn)行交叉桿桿身成形質(zhì)量問題的分析。
建立有限元模型
根據(jù)質(zhì)量及工藝分析可知,交叉桿成形時(shí),模具凹模剛度是控制成形質(zhì)量的重要因素,且實(shí)施起來簡(jiǎn)單、方便,凹模設(shè)計(jì)時(shí)應(yīng)該具有足夠的剛度,所以建立有限元模型時(shí),將凹模設(shè)計(jì)成整體凹模,寬度為59mm。但是成形質(zhì)量的關(guān)鍵因素在于凸模的尺寸,凸模圓角的大小決定著桿身成形時(shí)材料向下流動(dòng)的多少。通過改變凸模圓角R 值,易于有效控制高度尺寸和深度尺寸,分別建立R12mm、R13mm、R13.5mm、R14mm、R14.5mm、R15mm等不同尺寸R值進(jìn)行仿真分析。
在進(jìn)行仿真分析前,利用Pro/E 三維軟件建立不同R 值的成形凸模和成形凹模模型,見圖2 和圖3。保證各模型在裝配后坐標(biāo)系重合,簡(jiǎn)化模型組裝時(shí)調(diào)整過程。

圖2 成形凹模模型

圖3 成形凸模模型
要想得到準(zhǔn)確的分析結(jié)果,就必須有真實(shí)的材料數(shù)據(jù)作為依據(jù),為此對(duì)管料進(jìn)行了機(jī)械性能參數(shù)的測(cè)定:材料屈服強(qiáng)度為259MPa,抗拉強(qiáng)度為419MPa,伸長(zhǎng)率為30%,使用外徑φ48.7mm、不同壁厚的管材建立模型。建立新項(xiàng)目,在工序流程中分別設(shè)置好凸模、凹模與板料的位置關(guān)系,模具與板料的摩擦材料屬鋼-鋼(一個(gè)是專用鋼材,另一個(gè)是模具鋼),摩擦因數(shù)在無潤(rùn)滑情況下μ=0.15,應(yīng)用JSTAMP/NV 對(duì)建立的有限元模型進(jìn)行數(shù)值分析。
有限元結(jié)果對(duì)比分析
如果沒有有限元,單純靠CAD 很難解決實(shí)際問題。我們根本無法預(yù)測(cè)一根管在與凸模接觸后會(huì)產(chǎn)生怎樣的變化,有限元很好地解決了這一問題。從圖4中可以看出,有限元分析結(jié)果與實(shí)物圖基本吻合,設(shè)計(jì)圖紙中的15°和R13mm是純靠理想結(jié)果想象出來的,其實(shí)在沖壓成形中很難實(shí)現(xiàn)。
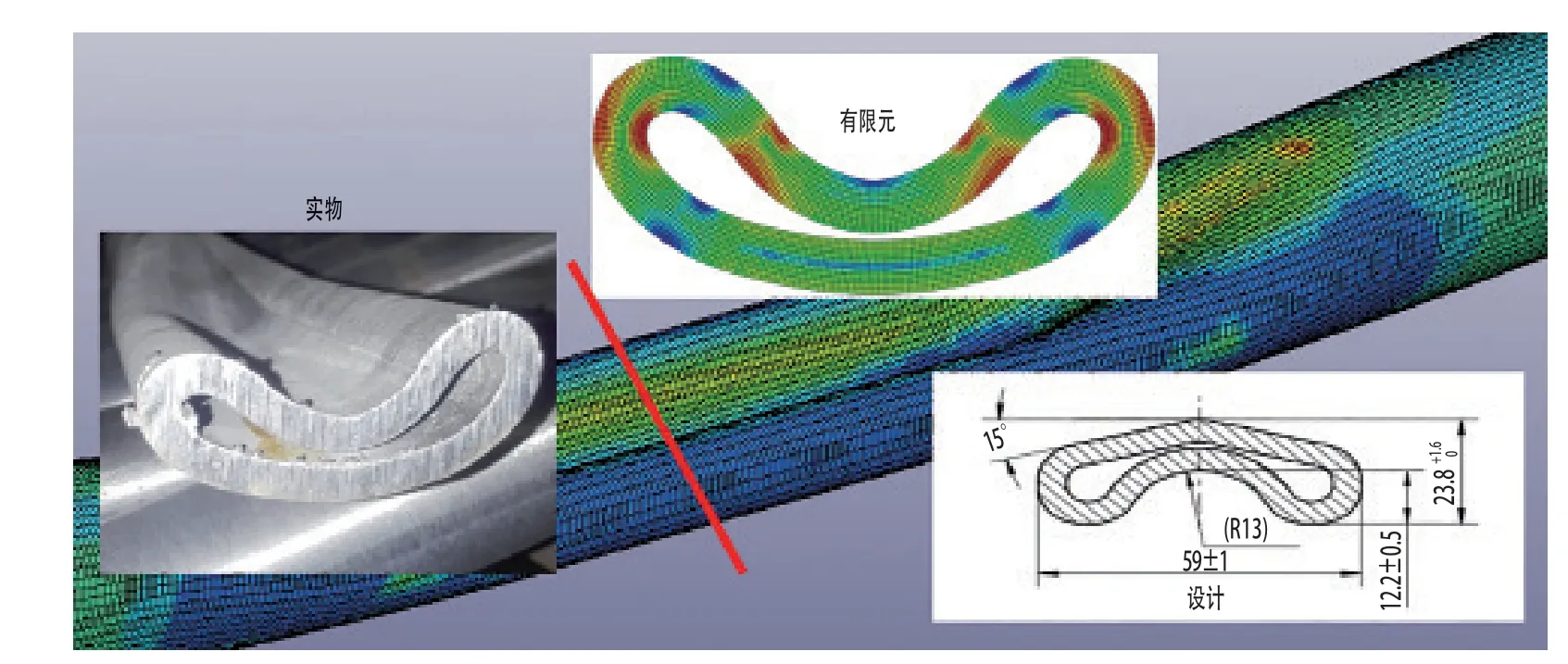
圖4 有限元、實(shí)物和設(shè)計(jì)對(duì)比圖
在相同外徑φ48.7mm、相同模具凸模R15mm、相同行程35.22mm的情況下用不同壁厚管進(jìn)行分析。由圖5、圖6 和表1 中的數(shù)據(jù)可知,壁厚從4.8mm增加到5.9mm,對(duì)交叉桿壓形后高度、深度尺寸有一定影響:管壁越厚,成形后高度、深度尺寸略有增加。但從增加的數(shù)值分析,還不至于由于管壁太厚使壓形后尺寸超差嚴(yán)重,所以壁厚并不是影響成形尺寸的關(guān)鍵因素。

表1 相同外徑、凸模R 值、行程下不同壁厚情況下的分析結(jié)果

圖5 外徑φ48.7mm、壁厚5.9mm 成形
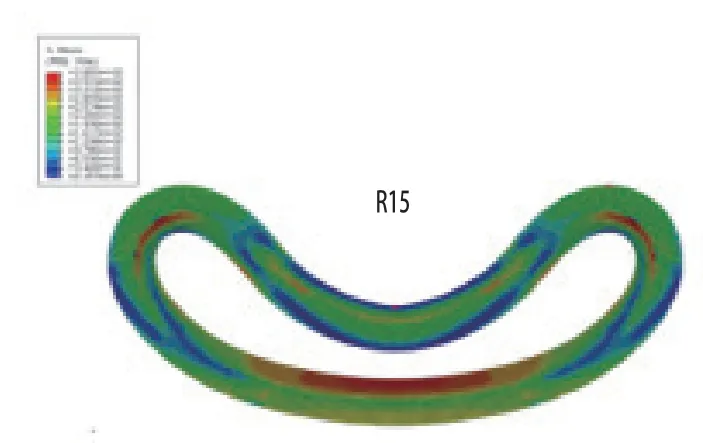
圖6 外徑φ48.7mm、壁厚4.8mm 成形
在相同外徑φ48.7mm、凸模R12mm、壁厚5.5mm的條件下,通過改變模具行程分析成形后高度、深度和寬度值。通過圖7 和表2 可以看出,行程減小0.22mm,高度就會(huì)相應(yīng)增加,深度會(huì)變小,在鎖定寬度值的條件下,在生產(chǎn)過程中通過行程調(diào)節(jié)高度和深度值成為可能。但是生產(chǎn)用沖床加工,且成形后管壁最小間隙不能小于2mm,所以行程不能隨意調(diào)節(jié),只能進(jìn)行少量調(diào)節(jié)。
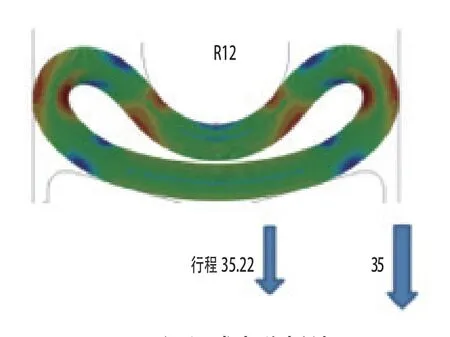
圖7 行程減少分析結(jié)果

表2 相同外徑、凸模R 值、壁厚在減少行程情況下的分析結(jié)果
在相同外徑φ48.7mm、壁厚5.5mm、行程35.22mm 的條件下,通過改變模具凸模R 值分析成形后高度、深度和寬度值。通過表3 可以看出,隨著凸模R 值的增大,高度和深度都會(huì)逐漸變小,寬度基本不變。

表3 相同外徑、行程、壁厚在不同凸模R 值情況下的分析結(jié)果
通過以上分析結(jié)果得出:模具在使用過程中,可以通過少量調(diào)節(jié)設(shè)備行程,適當(dāng)調(diào)整交叉桿桿身成形后的高度和深度;模具凸模圓角為R14.5mm 時(shí)即可滿足尺寸要求,但考慮凸模磨損情況,最終確定凸模圓角R15mm 為設(shè)計(jì)尺寸進(jìn)行模具設(shè)計(jì),可以延長(zhǎng)凸模使用壽命。
交叉桿桿身成形模具設(shè)計(jì)
為了使模具能夠快速投入使用,縮短制造周期,降低模具制造成本,此次模具模體采用分廠現(xiàn)有的模具模體進(jìn)行改制。在原有的模體上將凹模進(jìn)行加固處理,使凹模側(cè)壁變厚,增大凹模剛度,阻礙桿身成形時(shí)凹模側(cè)壁變形。凸模設(shè)計(jì)時(shí)圓角取R15mm,并將周邊進(jìn)行倒鈍,以免劃傷桿身。因?yàn)榻徊鏃U生產(chǎn)批量大,數(shù)量多,為提高凸模和凹模硬度和耐磨性,提高工件的表面質(zhì)量,凸模和凹模的材質(zhì)均為Cr12MnVo模具鋼,并進(jìn)行滲氮處理。
工程驗(yàn)證

花為媒
模具制造完成后(圖8,圖9),進(jìn)行了現(xiàn)場(chǎng)試驗(yàn),并邀請(qǐng)了相關(guān)單位進(jìn)行現(xiàn)場(chǎng)安全質(zhì)量驗(yàn)證監(jiān)督,緊固模具后,通過調(diào)節(jié)設(shè)備行程將模具閉合高度調(diào)整至限位塊間隙為4mm,進(jìn)行試模生產(chǎn)驗(yàn)證,桿身成形后外表面均未出現(xiàn)壓裂、劃傷、細(xì)小裂紋等質(zhì)量缺陷,每一個(gè)工件都用通止樣板進(jìn)行檢測(cè),并用游標(biāo)卡尺等測(cè)量工具對(duì)高度、深度、寬度進(jìn)行測(cè)量,并將同批次桿身與用舊模具生產(chǎn)成形后管料進(jìn)行數(shù)據(jù)對(duì)比,見表4。

圖8 模具實(shí)物圖

圖9 模具凸模實(shí)物
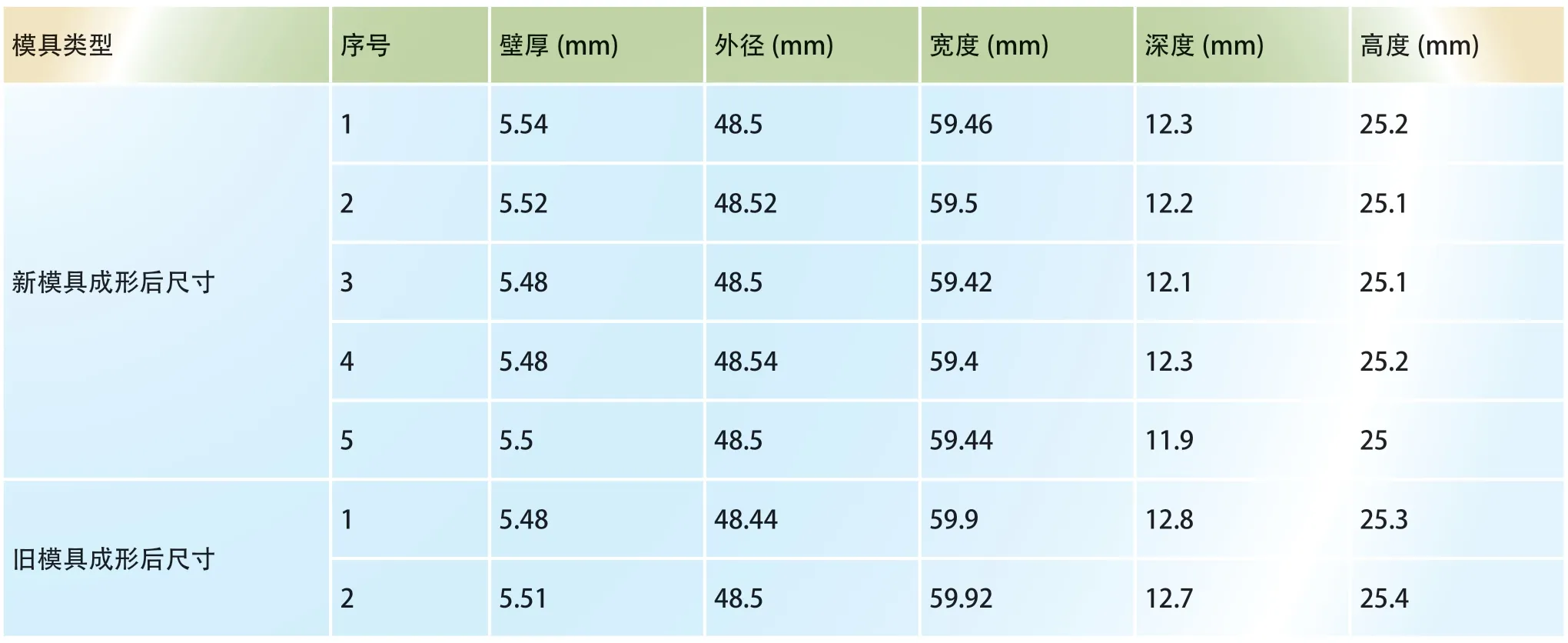
表4 新舊模具成形后尺寸對(duì)比
由表4 可知,舊模具桿身成形后尺寸略有超差或者介于臨界值,已經(jīng)不具備批量生產(chǎn)條件。新模具桿身成形后尺寸全部合格,將成形后桿身進(jìn)行探傷,均未檢測(cè)到內(nèi)部裂紋,所有試驗(yàn)件全部合格,經(jīng)各部門批準(zhǔn),可以進(jìn)行批量生產(chǎn)。
結(jié)束語
目前交叉桿已用此模具生產(chǎn)一年以上,暫未發(fā)現(xiàn)由于模具問題產(chǎn)生的尺寸超差及壓裂等現(xiàn)象,質(zhì)量穩(wěn)定,合格率高,工件已經(jīng)商品化,取得了良好的技術(shù)效果,達(dá)到了預(yù)期的理想目標(biāo)。同時(shí),通過JSTAMP/NV 進(jìn)行成形仿真分析,可同時(shí)試驗(yàn)不同條件下的成形效果,并進(jìn)行對(duì)比分析,縮短了研發(fā)周期,降低了成本。利用有限元仿真分析,還可以預(yù)測(cè)很多工程中的實(shí)際問題。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
終身教育研究(2014年5期)2014-02-28 01:23:06
