彎管和液壓成形在事達的應用
2021-11-30 07:26:22吳金虎陸翰任純磊王衛星朱榮海蘇州事達同泰汽車零部件有限公司
鍛造與沖壓 2021年22期
文/吳金虎,陸翰,任純磊,王衛星,朱榮海·蘇州事達同泰汽車零部件有限公司
隨著人們對汽車減重、節能、降耗等問題的關注,汽車輕量化成為汽車制造企業重要研究課題。汽車排氣用不銹鋼管材的彎管和液壓成形技術為實現汽車輕量化提供了技術保障。我公司能夠針對汽車排氣系統各種異形管件難加工問題,進行設計優化加工,制備相應生產模具,為汽車企業生產各類性能優異的零部件。
汽車排氣管材在事達應用實例
汽車排氣系統
隨著人民生活水平的提高,汽車已成為人們出行的首選交通工具。汽車工業的發展以及機動車保有量的提高給我們的生活增添許多便利,但同時汽車尾氣排放帶來的環境問題愈發嚴重。
汽車排氣系統(圖1)一般包括排氣熱端的排氣歧管、熱端排氣管、催化轉換器以及冷端的共鳴器、消聲器和排氣尾管等。良好的排氣系統能夠降低汽車廢氣的污染,也可以減少汽車噪聲。鐵素體不銹鋼具有熱膨脹系數小,熱導率高,同時在反復加熱和冷卻的條件下耐高溫氧化性能好,而且具有良好的抗點腐蝕等優點,成為汽車排氣管材首選材料。
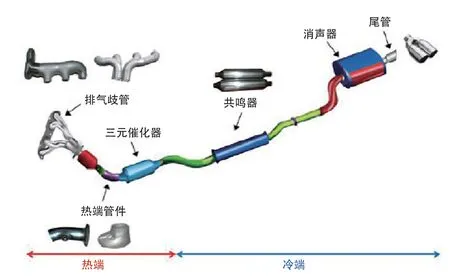
圖1 汽車排氣系統
目標管件
根據某汽車企業需求,制備如圖2 所示汽車排氣系統熱端管件。管件為異形彎曲結構,材質選擇439系列不銹鋼,管的均勻外徑為65mm,壁厚為1.9mm,管長385mm。管的彎曲半徑為65mm,管的一端為擴口結構,一端為具有斜面特征的異形結構,管側面同時留有一直徑為φ28mm 的孔洞。根據客戶要求,管件最大壁厚減薄率小于30%。

圖2 汽車排氣熱端管件三維示意圖
目標管件制造流程
根據客戶目標管件要求,可看出管件結構較復雜,屬于難加工管件,我公司根據自身優勢,設計管件制造加工流程,如圖3 所示。第一步,根據客戶數模進行CAE 分析(減薄量、起皺等),做分析報告,與客戶討論設計改進,優化管件加工工序;第二步,依照設計凍結的管件數模結構,進行管件加工工藝路線的設計,考慮是否需要預成形以及中間管件是否需要退火工藝處理等;第三步,根據確定的工藝路線,進行管件的CAE 分析,通過分析報告進行內高壓成形模具設計,同時根據內高壓模具數模設計彎管模具、過程檢具等;第四步,進行模具的加工方案設計及模具加工,檢測模具;第五步,為OTS 試樣的制造以及對試樣的檢測,檢測方法包括管件壁厚的測量、三維掃描、CMM 等檢測方法,檢測樣管是否符合設計。
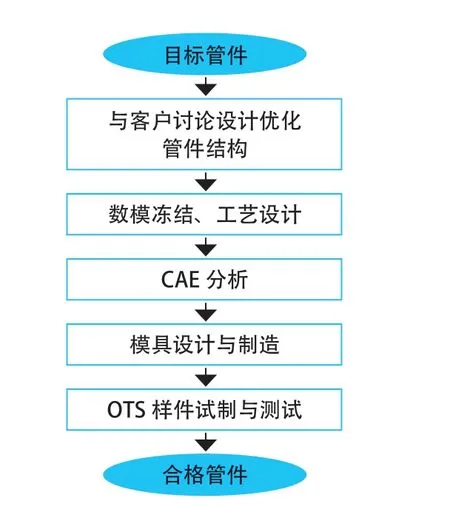
圖3 設計加工流程圖
針對目標管件,優化設計加工流程,為提高加工效率以及節省材料,考慮利用對稱性結構一次成形2件目標管件,設計了如圖4 所示目標管件原始管材數模。圖5 為最初設計目標管件液壓數模示意圖,根據圖5 進行液壓成形CAE 分析,液壓過程中容易在管件中心補縮頸位置處出現成形缺陷,這主要是液壓成形過程中金屬材料流動產生的,由于縮頸位置金屬無處流動,故成形過程中容易在此位置形成鼓包等缺陷。我們根據生產經驗,優化設計了管件液壓成形數模,如圖6 所示,即在管件中心位置設計一小鼓肚,使管件在液壓成形過程中縮頸位置金屬可以流動到此鼓肚位置。經過CAE 分析,此設計符合生產要求,目標管件成形效果良好,次品率較之前明顯降低。另外根據事達液壓成形機特征,設計一模雙腔結構,模具圖如圖7 和圖8 所示,經過一次液壓成形可得四件目標管件,很大程度上提高了管件加工速率。

圖4 目標管件原始管材數模示意圖

圖5 目標管件液壓數模示意圖

圖6 優化后液壓數模示意圖
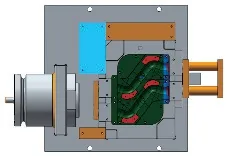
圖7 一模雙腔模具示意圖

圖8 一模雙腔模具圖
目標管的CAE 分析
CAE分析是利用計算機對產品的結構強度、剛度、彈塑性等力學性能進行分析計算以及對結構性能進行優化設計的一種近似數值分析方法。使用計算機CAE輔助分析目標管件彎曲和液壓成形過程中出現的壁厚減薄、成形極限等,優化材料成形工藝參數,可以減少實際成形試驗中的材料浪費,節約生產時間,提高管件的加工效率。
圖9 至圖12 分別為彎管工序管件和液壓成形工序管件的成形極限圖和壁厚分布圖。從CAE 分析結果可以看出,彎管工序管件在成形范圍內,彎管設計參數滿足彎管生產工藝要求,彎管壁厚分布較均勻,在彎曲外徑部位壁厚最薄,壁厚為1.412mm,見圖13。經過液壓成形后,符合管件成形范圍,液壓成形后管件壁厚最薄位置同彎管最薄位置,液壓成形后壁厚最薄為1.397mm,見圖14。

圖9 彎曲工序管件成形極限圖
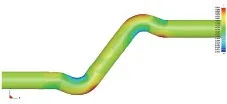
圖10 彎曲工序管件壁厚分布圖

圖11 液壓工序管件成形極限圖
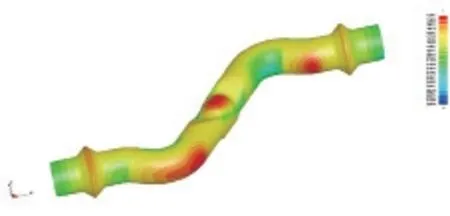
圖12 液壓工序管件壁厚分布圖
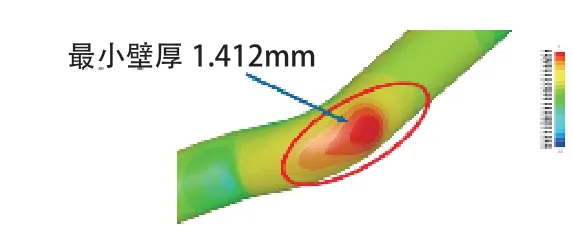
圖13 彎曲壁厚最薄處
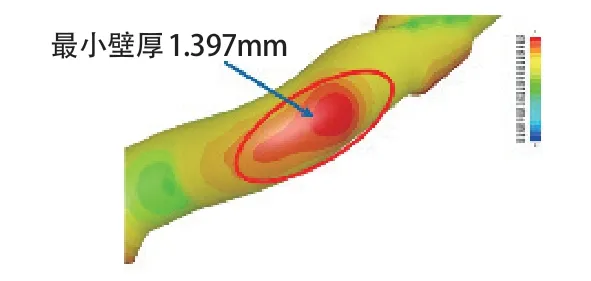
圖14 液壓成形后壁厚最薄處
本零件為1D 彎曲且彎曲角度大,彎管減薄至少為20%,液壓成形過程中易產生開裂。通過對液壓成形模具的特殊設計,目前成形后零件最小壁厚幾乎不發生變化。經CAE 分析可得,所得產品最小壁厚約為1.4mm,減薄量為22%,小于目標值30%的減薄要求,滿足客戶要求。
通過CAE 分析,可以發現:彎管減薄量至少為20%。從CAE 結果來看:受端部喇叭形結構的影響,液壓成形過程中補料對壁厚的影響十分有限,補料過度的話反而產生起皺。為滿足總體減薄小于30%的要求,液壓成形模具應限制彎管外側的材料流動,使材料變形只發生在彎管內側,這樣可得到符合要求的零件。
目標管的實物樣品
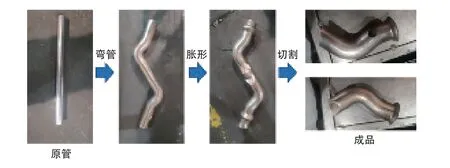
圖15 目標管件各工序加工實物圖
結束語
蘇州事達同泰汽車零部件有限公司秉承“一站式購齊服務”的經營理念,經、弘揚“專注、進取、和合、關愛”的企業文化,不斷創新,實現管理信息化、設備智能化、生產自動化,繼續拓展商用車排氣系統以及民用不銹鋼焊管的業務范圍,在全球范圍內,以穩定的質量和極具競爭力的價格為客戶提供更環保、更優質的汽車排氣系統全系列產品,并可以與客戶同步開發,提供先進的產品制造理念等增值服務。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
汽車與安全(2019年9期)2019-11-22 09:48:03
藝術啟蒙(2018年7期)2018-08-23 09:14:18
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
舒適廣告(2008年9期)2008-09-22 10:02:48
