雙偏心軸套的加工及芯軸的設(shè)計(jì)
2021-11-26 06:01:28吳學(xué)琦沈德輝李登鵬
工程技術(shù)與管理 2021年16期
吳學(xué)琦 沈德輝 李登鵬
中國石油獨(dú)山子石化分公司,中國·新疆 獨(dú)山子 833699
1 引言
在實(shí)際生產(chǎn)過程中,經(jīng)常會(huì)遇到偏心軸套類配件。在普通車床上車削偏心軸套是一種很普遍但是有一定難度的加工工藝,尤其是雙偏心套的加工,在普通車床加工偏心套的偏心距及角度偏心時(shí)都是通過劃線及四爪找正加工,加工難度大且不易保證加工精度。
偏心套的加工一般常用的方法有:①三爪自定心卡盤墊墊塊的方法;②四爪單動(dòng)卡盤劃線打表找正法;③偏心卡盤裝夾發(fā);④工藝附件設(shè)計(jì)。
以我車間加工修復(fù)乙烯廠凈化水車間雙偏心軸套工件實(shí)例來分析。
2 偏心軸套工藝分析
從圖1可以看出,偏心套是雙偏心軸套偏心距是2.5±0.02mm,切成180°對(duì)稱分布,兩偏心外圓與內(nèi)孔的平行度精度要求是0.02mm,鍵槽位置平行于內(nèi)孔軸線且與兩偏心外圓成90°夾角。內(nèi)孔與外圓粗糙度精度都在Ra1.6,精度要求高。
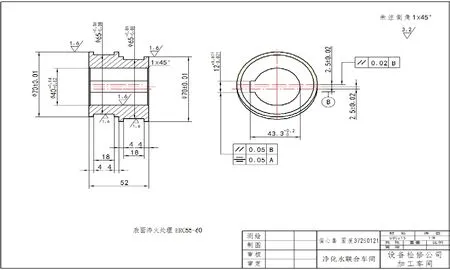
圖1 乙烯廠凈化水車間雙偏心軸套
3 加工難點(diǎn)分析
①偏心2.5±0.02mm如何保證?
②內(nèi)孔軸線與外圓平行度是0.02如何保證?
③兩偏心互成180°如何保證?
④鍵槽中線平行于內(nèi)孔軸線且與兩偏心外圓成90°夾角如何確定?
用三爪自定心卡盤墊墊塊的方法、四爪單動(dòng)卡盤劃線打表找正法、偏心卡盤裝夾法是很難保證加工的精度,只適合于精度要求不高的工件加工,因此就需設(shè)計(jì)芯軸來解決[1]。
4 芯軸設(shè)計(jì)思路及解決方案
4.1 設(shè)計(jì)思路
①根據(jù)技術(shù)要求分析偏心距2.5±0.02mm,為了確保偏心距的尺寸精度要求,在芯軸上如何轉(zhuǎn)換成找圓的方法。
②兩偏心圓成180°對(duì)稱,在不需用劃線,打表找正法,如何快速準(zhǔn)確的用芯軸來保證精度要求。
③兩偏心外圓與鍵槽位置度關(guān)系,怎樣才能不通過劃線找正的方法在芯軸如何設(shè)計(jì)來滿足工件的位置度要求,并達(dá)到工件的技術(shù)要求。
4.2 解決方案
材料選擇45號(hào)鋼,外徑是100mm由于偏心套工件最大外徑尺寸是70mm,偏心是2.5±0.02mm,計(jì)算的工件最大外徑尺寸是75mm,偏心圓尺寸是85mm與95mm大于偏心套最大外徑尺寸,臺(tái)階軸的尺寸是與偏心套成0.02mm間隙配合。
5 芯軸的加工注意事項(xiàng)
芯軸在加工過程中臺(tái)階軸與相連左端面必須是一次裝夾車成,保證臺(tái)階軸與左端面的垂直度,在用四爪單動(dòng)卡盤裝夾芯軸時(shí),找正芯軸左端面的平面度就是找正臺(tái)階軸的直線度,偏心套與臺(tái)階軸相配合時(shí),就是偏心套外圓的直線度與內(nèi)孔軸線的平行度,保證芯軸的垂直度就是保證外圓與內(nèi)孔的平行度0.02mm的技術(shù)要求。加工芯軸兩個(gè)相對(duì)180°切偏心距是2.5±0.02mm的偏心圓時(shí),我們選擇數(shù)控加工中心加工,加工時(shí)已芯軸臺(tái)階軸外徑找正,加工偏心外圓外徑85mm與外徑95mm,在臺(tái)階軸90°方向上銑一個(gè)直臺(tái),作為銑芯軸鍵槽的基準(zhǔn),應(yīng)為在銑鍵槽時(shí)需2次裝夾,裝夾后若沒有一個(gè)基準(zhǔn)是很難保證鍵槽在臺(tái)階軸上的位置度精度,若不能保證芯軸鍵槽與兩偏心圓的位置度精度就不能保證偏心套與芯軸安裝后加工出的偏心套就會(huì)從在形位精度誤差,所以加工芯軸的形位公差精度就要高,相對(duì)的芯軸的形位精度就是偏心套的精度[2]。
6 偏心套的加工工藝步驟
加工步驟:備料——粗車——熱處理——精車內(nèi)孔——長度加工——銑鍵槽——與芯軸安裝精車外圓。
最重要的一步就是把銑鍵槽放在精車兩偏心外圓之前,因?yàn)槿艏庸ね陜?nèi)孔與偏心外圓在銑鍵槽是很難保證鍵槽與偏心外圓的位置度要求,先銑鍵槽的優(yōu)點(diǎn)在于,銑鍵槽方便,不受約束,便于加工且偏心套與芯軸裝配時(shí)可以安裝一個(gè)鍵條。
7 芯軸與偏心套安裝及加工注意事項(xiàng)
7.1 安裝和加工過程
芯軸與偏心套采用螺栓加墊片鏈接芯軸,使其固定可靠。用四爪單動(dòng)卡盤裝夾芯軸,打表找正芯軸外徑85mm位置與芯軸左端面的平面度就是找正偏心套的偏心距和偏心套外圓與內(nèi)孔的平行度要求,打表偏心套旋轉(zhuǎn)180°驗(yàn)證偏心距2.5±0.02mm是否在公差要求內(nèi),打表外圓4條素線位置的直線度是否在0.02mm以內(nèi),在技術(shù)要求內(nèi)方可開始加工。
7.2 注意事項(xiàng)
在加工過程中,工件的粗糙度要求較高,又是偏心零件,壁厚不一樣,離心力較大。在加工時(shí)容易產(chǎn)生受力變形、受熱變形、振動(dòng)變形。在切削過程中,切削力是必然要產(chǎn)生的,但它的大小是可以改變的,影響切削力大小的因素有很多,主要是被加工材料、刀具、切削用量和冷卻潤滑等幾個(gè)方面。
①在偏心套工件的車削中,合理的刀具幾何角度對(duì)車削時(shí)切削力的大小,車削中產(chǎn)生的熱變形、工件表面的粗糙度是至關(guān)重要的,在車削偏心零件時(shí),用高速鋼車刀,刀具后角取6°~12°,用硬質(zhì)合金刀具,后角取4°~12°,精車時(shí)取較大的后角,粗車時(shí)取較小的后角。主偏角在30°~90°范圍內(nèi)、車零件的內(nèi)外圓時(shí),取大的主偏角,副偏角取8°~15°,精車時(shí)取較大的副偏角,粗車時(shí)取較小的副偏角。
②切削力的大小與切削用量密切相關(guān)。背吃刀量和進(jìn)給量同時(shí)增大,切削力也增大,變形也大,對(duì)車削工件極為不利。減少被吃刀量,增大進(jìn)給量,切削力雖然有所下降,但工件表面殘余面積增大,表面粗糙度值大,使強(qiáng)度不好的工件的內(nèi)應(yīng)力增加,同樣也會(huì)導(dǎo)致零件的變形。所以,粗加工時(shí),背吃刀量和進(jìn)給量可以取大些;精加工時(shí),背吃刀量一般在0.2~0.5mm進(jìn)給量在0.1~0.2mm/r,甚至更小,切削速度6~120m/min,精車時(shí)用盡量高的切削速度,但不易過高。合理選用三要素就能減少切削力,從而減少變形。
③切削液的選用,在車削過程中充分使用切削液不僅減少了切削力,刀具的耐用度也得到提高,工件表面的粗糙度也符合技術(shù)要求;同時(shí),工件不受切削熱的影響而使它的加工尺寸和幾何精度發(fā)生變化,保證了零件加工精度及表面粗糙度。
8 工件精度檢測(cè)
通過將工件安裝在芯軸上,用雙表頭,旋轉(zhuǎn)工件180°看兩偏心圓的偏心距是否在2.5±0.02mm以內(nèi),兩表頭讀數(shù)的最大差值就是直線度的偏差[3]。
9 結(jié)語
實(shí)踐證明,只要根據(jù)其特點(diǎn)選擇和制定合理的工藝方案與路線,通過加工改進(jìn)工藝,不僅避免了找正困難和定位不準(zhǔn)確的問題,還大大地節(jié)約了找正時(shí)間,提高了其加工效率和精度,保證了配件質(zhì)量。