彈射止動器殼體成形工藝優化
2021-11-25 12:56:18袁牧雨夏懷樹
中國軍轉民 2021年14期
關鍵詞:工藝
■ 袁牧雨 夏懷樹
1 概述
30CrNi2MoVA 鋼是一種利用鉬釩碳化物強化的低合金結構鋼,適于制造截面厚度不大在高溫回火后使用的零件,也常用于制造截面厚度小于50mm 的高強度構件。因此,除兵器工業生產中已被廣泛使用外,航空工業生產中亦被采用,如導彈、火箭發射裝置生產。該鋼在我廠生產的某型產品部件中被采用,如彈射止動器殼體[1-3]。該材料可鍛性比較好,最佳鍛造溫度范圍比較寬(850~1160℃)。
本文研究的30CrNi2MoVA 鋼彈射止動器殼體其外形結構較為復雜,成形難點主要位于“牛角型”底部,在實際生產中出現的主要問題為夾傷嚴重,出坯復雜且不穩定,制坯及模鍛火次多,坯料及鍛件打磨量巨大,這些嚴重地影響了鍛件生產進度。因此,為研究該彈射止動器殼體的成形過程以解決上述問題,本文對其進行了工藝分析與優化設計,進而指導實際生產,加快生產進度,制備出合格鍛件。
2 初始工藝方案的制定
2.1 彈射止動器殼體鍛件圖的制定
根據零件圖及其技術要求繪制鍛件圖(圖1)。鍛件結構較復雜,具有窄長的“牛角型”構造,出坯復雜且不穩定、底部牛角尺寸制坯難以控制,鍛件外形底部牛角型為非加工面。
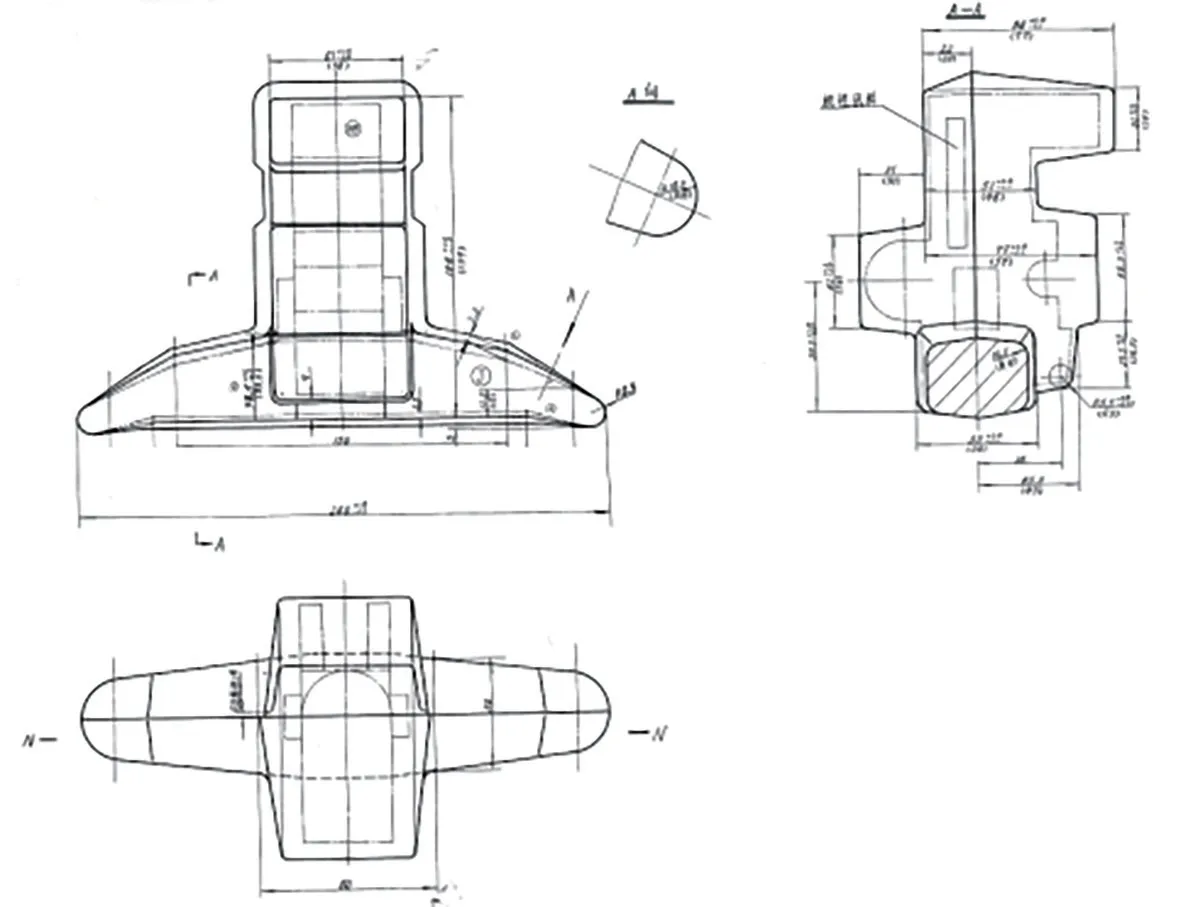
圖1 彈射止動器殼體鍛件圖
2.2 工藝方案的制定
該鍛件總長度約為144mm,最寬處度約為240mm,長寬比達到0.6,外形結構較為復雜。通過對其進行工藝分析,確定工藝為自由鍛出坯加模鍛成型。由于鍛件的形狀特殊性,出坯過程中存在兩個主要難點:①鍛件中牛角部位較難成形,因此在自由鍛過程中必須要成形出“牛角型”底部,如果制坯不合理,尺寸不到位會造成該部位填充不完全。②鍛件底部形狀復雜。制坯過程極易出現夾傷,制坯火次多,坯料及鍛件打磨量大,如果制坯不合理,會造成該部位終鍛成形時也容易產生夾傷,影響產品質量,增加模鍛火次,嚴重影響生產進度。
因此,綜合對該鍛件各部位成形難易程度的分析,并依據模具設計手冊[4]及實際生產經驗,初定其成形工藝方案為:(3 火次回火制坯+排傷)+(3~4火次模鍛成型+排傷)。經計算確定初始下料規格為Φ90mm×230mm。自由鍛設備為750Kg 自由鍛錘。終鍛成形設備為5T 模鍛錘。
3 成形結果分析
3.1 初始方案結果分析
對初定工藝方案進行實際鍛造分析。鍛件坯料成形效果很不理想,底部尺寸難以控制,且在過渡區根部夾傷嚴重,而且也會導致模鍛出現夾傷及打不滿現象,需要多次排傷、多火次制坯及模鍛,增加報廢風險和工作量與機加費用,延緩生產進度。
在該鍛件成形過程中,導致模鍛成形困難的因素總結如下:①坯料制坯困難,尺寸難以控制,制坯坯料穩定性較差。“牛角型”坯料與模具不契合,成形過程易產生夾傷及充型不滿現象。②機加去除制坯夾傷后,模鍛尺寸不足并未從根本上解決夾傷問題,導致終鍛時再次出現夾傷。
3.2 優化設計
對初定工藝方案的分析可知,彈射止動器殼體制坯缺陷大,嚴重影響最終模鍛件的成形周期。因此,針對上述明顯的缺陷做出必要的優化設計。
⑴ 制作胎模,優化制坯,減少打磨(圖2)。將原始棒料放在胎模中經一次鍛造制坯且無夾傷,顯著降低火次,節約時間成本。

圖2 胎模實物圖
⑵ 底部做圓,便于模鍛。將胎模底部做圓,頂部橢圓這樣制出的坯料與終鍛模具高度契合,避免模鍛時容易出現夾傷的問題。
⑶ 觀察模鍛毛邊分布,減少火次。根據所制坯料的模鍛件毛邊分布情況更改倉部容料,減少火次,這樣可明顯提高鍛造效率。
針對上述改進方案,進行制坯過程分析。與初始方案相比,可明顯看到過渡區圓滑無夾傷。將改進后的坯件放入終鍛模膛中進行成形分析。優化后的最終鍛件成形質量良好,各部位充填飽滿。制作彈射止動器殼體51 件,抽樣20 件進行尺寸檢測,抽樣合格率100%。完全達到圖紙要求。各項性能指標檢測合格,符合力學性能要求。這說明工藝優化取得顯著效果。
4 結論
用此工藝工裝已成功生產出符合要求的鍛件,因此工藝制定和模具設計達到了預期目標,可以為鋼質彈射止動器殼體成形提供有益參考。此工藝方法優點為:
(1) 確定該鍛件成形工藝為:一火次胎模鍛+一火次模鍛成形。同時,減少了回火次數,節約了時間成本和機加成本,顯著提高了生產效率。
(2) 針對該坯件底部易出現夾傷和充型不滿等問題,在自由鍛時增加胎模,控制坯料尺寸和形狀,從而避夾傷和充型不滿的材料問題。
(3) 制坯后模鍛成形工藝完全能夠實現鋼質彈射止動器殼體零件成形,并能保證尺寸和性能要求,成品率達到100%。
(4) 模鍛能夠保證金屬流線的完整,細化晶粒,提高工件的性能。優化后進行實際生產驗證,結果表明,彈射止動器殼體成形質量良好,無明顯缺陷,符合產品的使用要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
