游標卡尺的常見誤差分析和故障調修
2021-11-25 08:33:14陳文鈺
現代制造技術與裝備 2021年10期
關鍵詞:測量
陳文鈺
(晉能控股煤業集團計量監督中心,大同 037001)
長度測量中,尤其是物料加工、機械加工、生產維修等制造業領域,游標卡尺是使用頻繁的量具之一。作為機械加工領域常見的量具,游標卡尺使用頻率高,使用環境相對較差。由于使用人員素質參差不齊,相關人員在使用后對儀器的保護程度也不同。多種因素疊加,導致卡尺示值不準,影響被測量的準確度,進一步影響了產品質量。本文介紹了游標卡尺的一些常見誤差來源以及故障和調修方法。
1 外觀殘缺磨損和污漬銹蝕的處理
1.1 外觀殘缺和磨損
在使用或者檢定校驗的過程中,先觀察游標卡尺是否存在有外觀殘缺、磨損或是出現毛刺等情況,以便確定最佳調修的步驟。如果步驟錯誤,往往達不到預期目的。處理過程中,先通過觀察將外觀殘缺的部分禁用,然后考慮磨損情況。如圖1 所示,圓弧內量爪最容易磨損,一般用肉眼可見,如圓弧側面磨掉一部分,此時需禁用圓弧內量爪,隨后使用千分尺進行測量,再具體決定是在誤差范圍內使用還是將其禁用。
1.2 外觀污漬
平時工作中,相關人員往往在使用游標卡尺后將其隨手放置,沒有規范地保護儀器,導致卡尺上存在大量油污,嚴重影響儀器的使用。針對這種情況,處理的方法是先用棉紗擦拭一遍尺身,盡力擦去尺身表面的油污。實際工作中,卡尺上面除了油污還有油泥,必須先用毛刷清理油泥灰塵和污漬,再用汽油清洗。
若尺框和壓板松動,尺框螺絲無法擰緊,則可能是壓板內部積滿了油污。此時,需要打開壓板和尺框螺絲,查看是否存在油污。如果存在油污,擦拭壓板和螺絲里面的油污,擦完后用汽油或煤油清洗,以達到內部清潔的目的。之后將卡尺用棉紗布在汽油中進行第二遍清洗擦拭,先將卡尺測量面的油污清洗干凈,然后將尺身在汽油中清洗干凈。若是實際條件不允許,一般用蘸有工業汽油或者煤油的棉紗先擦測量面,再將卡尺尺身擦拭干凈。
1.3 毛刺劃痕和銹蝕
工作中常見由于較大磕碰出現的毛刺導致的尺框滑動阻滯,處理方法為清洗好游標卡尺以后用虎鉗固定好卡尺,在有毛刺的地方用磨砂石認真打磨尺身有毛刺、劃痕、劃傷的地方,直到不影響測量,手摸上去無明顯毛刺或者毛刺不突出、卡尺尺身滑動無明顯阻滯或者直到尺框移動起來比較平滑流暢為止。刻線部分有劃痕劃傷時,順著刻線輕輕用研磨塊研磨,做到既不影響刻線讀數又可以把毛刺劃痕打磨平整,手摸上去比較順滑的狀態。注意千萬不能順著尺身在刻線上面來回打磨,否則易磨損刻線而影響讀數。若是劃痕較嚴重影響到刻線讀數,讀數時會產生誤差,必須順著尺身打磨,將0 號砂布裁成比卡尺主尺尺身稍窄一點的布條,將卡尺放在水平桌面上用手壓住尺身,用砂布來回均勻打磨,打磨方向與主尺方向一致[1]。
對于卡尺尺身銹蝕比較嚴重的卡尺,認真觀察尺身后要觀察圓弧內量爪和各個外量爪的測量面,查看測量面是否有銹蝕,并用紗布蘸上煤油擦拭有銹蝕的量爪測量面。若銹蝕較為嚴重,需將卡尺固定在穩固的虎鉗上,將卡尺外量爪固定到研磨塊的寬度,然后在研磨塊上點幾滴煤油,研磨幾下研磨膏,用上下都蘸有研磨膏的研磨塊研磨測量面,并按緊卡尺外量爪,用研磨塊研磨,直到去除銹蝕。除去銹蝕后,用蘸有汽油的棉紗布擦去污漬,再用干凈的絲綢輕輕擦拭外量爪測量面以達到清潔的目的[2]。
當測量面磨損較大時,先用油石磨平凸出的部分,再在壓砂平板上進行研光。磨平時,需用力均勻,不可傾斜,直至量爪平面度和量爪間平行度合格為止。對于圓弧內量爪的測量面研磨,將量爪固定到虎鉗上,用研具或者油石在卡爪上面做往復圓弧運動進行研磨。若尺身上有銹蝕,要繼續用研磨塊研磨銹蝕的部分,達到尺身清潔,以恢復正常平整的狀態為止。
1.4 部件殘缺
部件殘缺主要指缺少緊固螺釘、游標螺釘等零部件而影響卡尺的使用功能。檢修前,要檢查這些常見問題,根據規格配好零部件,使檢修的卡尺正常工作。
2 運動件的問題
2.1 缺少彈簧片問題
游標卡尺的微動或者緊固螺釘發生滑牙現象時,需要及時更換。尺框出現無法滑動的情況時,首先松幾下頂絲,達到輕松滑動尺框即可。若游標卡尺尺框有較大松動或者微動和緊固螺釘發生滑牙,更換后仍然有松動現象,需首先檢查上下彈簧片是否存在,若丟失,需要配好合適的彈簧片。尺框內彈簧片安裝的間隙過大,在緊固螺釘緊固和松動時也會造成測量時示值的變化。測量時,推動尺框接觸的用力稍大,量爪就發生傾斜。緊固螺釘擰緊時,尺框又反向傾斜,示值來回不定,測量誤差過大。這時需要更換厚的彈簧片,或者拆卸現在的彈簧片做一定的彎曲度來增加彈簧片弧度,安裝后就可以增加游標卡尺尺身和尺框的相互作用力,從而減小彈簧片和尺身尺框之間的接觸間隙,穩定尺框,從而達到減少測量誤差的目的。
若卡尺尺框發生卡死,移動起來比較費勁,先檢查主尺和尺框各部分運動件的位置是否處于正常,然后檢查彈簧片。游標卡尺裝配不當和頂絲長期受力,會導致彈簧片受力變形過大,或者彈簧片太厚沒有什么較大變形導致接觸太緊。究其原因,主要在于緊固螺釘或者頂絲緊固住彈簧片,造成尺框和尺身接觸太緊導致相互作用力太大造成卡尺滑動阻滯。需要注意,彈簧片的彎曲度要保證彈簧片的兩端和中間三點與主尺和尺框接觸,并滑動自如。尺框尺身接觸太緊的解決辦法是適當松動彈簧片上的3 顆頂絲和緊固螺釘,或者拆下彈簧片,用手鉗調整彈簧片的彎曲度,直至合適位置再裝上,并適當用頂絲卡緊,待滑動尺框達到靈活移動即可[3]。
2.2 主持尺身出現彎曲變形導致的運動不暢
在實際使用中,游標卡尺可能會出現掉落、碰撞引起尺身彎曲變形。此種情況需要檢查出主尺彎曲部位,做好標記,然后將其平放在主持工作臺上,用錘子敲擊彎曲部位,控制好力度,對尺身進行矯直。在矯直敲擊過程中,敲動后要不斷拿起游標卡尺滑動幾下尺框,試試尺框對主尺尺身的滑動的流暢程度。
3 外量爪和內量爪
外量爪修理首先檢查外量爪測量面的表面是否粗糙銹蝕[4],如果摸上去粗糙,用研磨塊研磨到表面光滑。修理時保證量爪面的平面度和量爪間的平行度,同時注意保持量爪工作面與主尺基面的垂直度。
3.1 刀口內量爪的修理
觀察上量爪的情況,如果卡尺在測試10 mm 處[5],千分尺測量刀口內量爪一般出現比較小的數值。如果產生數值較小,則采用敲擊法,用小錘輕輕敲擊刀口內量爪的根部(圖2 中刀口內量爪),達到用千分尺測量時數值回歸準確的數值為準,從而達到修復的目的。若刀口型內量爪出現折斷,用砂輪打磨調整后可以使用。如無法打磨,則禁用刀口內量爪。
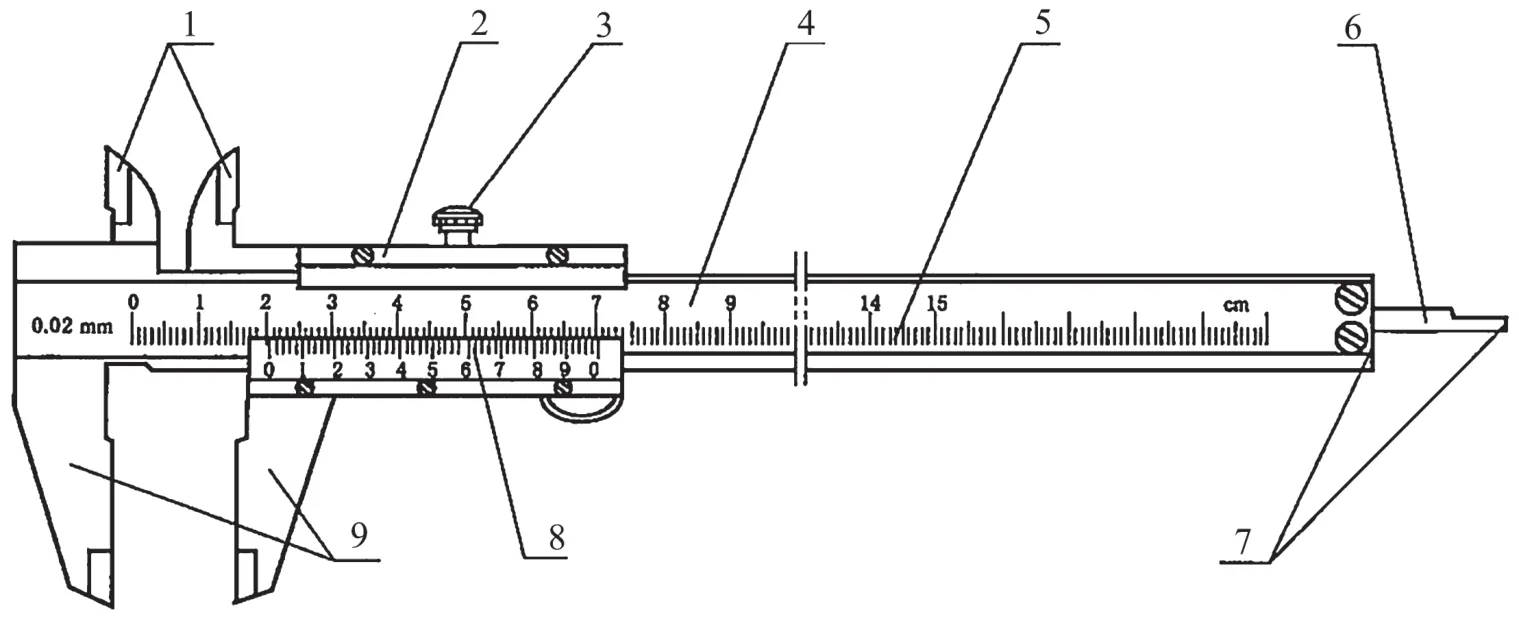
圖2 帶刀口內量爪游標卡尺
3.2 圓弧內量爪的修理
圓弧內量爪中,如果是圓柱形內量爪,倒圓半徑要小于等于兩量爪厚度的一半才不會產生誤差。圓弧內量爪的寬度一般為10 mm。在維修過程中,圓弧內量爪會出現不同程度的磨損,導致經修理檢定后的尺寸不足10 mm。出現這樣的情況時,視磨損程度用砂輪打磨后標注。尺寸標注在不影響使用的尺身上面,使用時參考標注后讀數,以免讀錯。另外,3 mm 以內的誤差一般不做標注。
3.3 外量爪的修理
外量爪由于使用頻繁,量爪出現局部磨損,導致合并時有間隙。間隙出現的位置可能在量爪測量面的根部、中部和尖部。一般處理的時候,先用刀口尺檢查量爪測量面,確定磨損部位,再用直角尺檢查活動量爪與固定量爪對主尺基面的垂直度。若不垂直,需要用錘子敲擊活動量爪,使其與主尺基面垂直[6]。這樣做的目的是保證兩量爪面的平面度和量爪間的平行度,同時保持量爪工作面與主尺基面的垂直度,然后將固定量爪一面的尺身固定在虎鉗上,用研磨塊研磨量爪,直到看到量爪合并時沒有間隙為止。
4 測深尺的修理
觀察深度測量桿,測深尺示值不準一般是由于使用過程中磨損、測深尺與主尺端面不重合、尺身彎曲配合松動等。尺身彎曲應當加以矯直。若測深尺沿主尺方向晃動,可以將測深尺取出,用錘子將鉤的彎度敲擊得更大一些。如果測量端出現磨損,將測量桿前端放在砧鐵上,用錘子敲擊,使測量桿產生變形延長,然后將測量段磨平即可。若無法修理或是缺失部件,可以更換深度測量桿,然后用量塊檢測測深桿的準確度。
5 零位調整
當卡尺整體平面性能合格后,要進行零值誤差的修理。先擦拭干凈測量面,將卡尺外量爪兩測量面合并。合并后對著光看一下測量面之間是否有縫隙,觀察零位情況。如果兩測量面間有縫隙,需要用研磨塊研磨,然后松開游標片上面的螺釘,用小錘輕輕敲擊游標片進行對零。當對零成功以后,要擰緊游框螺釘進行微小調整。此時要隨時注意零位,直到完全對零,將螺釘緊固。若游標片負偏無法調整,則需要更換游標片[7]。
當游標面與主尺基面刻線的間距過大時,大部分情況下,間隙是由游標片下面的油泥臟物造成的,也可能是游標片螺孔碰傷、游標片變形造成的。此時,先卸載游標片,清理下面的油泥和泥垢,打磨平整已經有銹蝕的接觸面和游標片的毛刺,然后用蘸有煤油的棉紗擦拭,重新安裝上即可。如果是游標片變形,需要放在水平臺面上用錘子敲擊、整平,最后重新安裝,否則需要更換游標片。
6 示值誤差的修理
常見的造成示值誤差的原因諸多,如尺身性能問題,量爪測量面與主尺面互相不垂直,內外量爪問題,測量面的平面平行度不好,彈簧片出現松動等[8]。此外,主尺尺身若出現局部摩擦造成磨損,也會引起示值誤差。比如:測量中出現了尺身不平整,甚至是刻線凹陷,或者刻線凸出,亦或是刻線不能準確測量。尺框游動到這里,要走一個波峰或者波谷的路線。這樣會出現“0 位對齊,先正后負”“0 位對齊,先負后正”“0 位對齊,但之后測得值全為正或者全為負”的情況。示值出現變化的地方,就是尺身變形的地方。此時需要用油石磨去尺身基面高出的地方,然后在尖角平板上用靠鐵靠住,橫向推磨卡尺尺身直到磨平。特殊情況下,將卡尺放在水平臺面上,用錘子敲擊到平整即可。
7 游標卡尺的常見誤差分析
(1)零點誤差的直接原因是零位沒有清理干凈或者量爪測量面之間有間隙,造成無法準確讀數。
(2)檢定示值誤差時,內、外量爪各個受檢點示值超差,且有正有負。
(3)卡尺使用時間較久,尺子材質較軟。主尺基面形成一定的曲線,造成尺框滑動時游標尺上的誤差較大。
(4)測量面平面度平行度不符合規程要求,對測量造成一定的影響,影響被測量的精確測量。
(5)主尺和游標刻線對讀數造成的影響。根據分度準確度要求,刻線越細越好。但是,如果尺子表面質量一般,表面粗糙度達不到要求,實際觀察到的刻線會相應增大,影響讀數。
(6)視差造成的影響。如果主刻度面和游標刻度面不在一個平面上,就會產生視差,影響讀數。
8 結語
游標卡尺的修理要結合行業中實際的工作情況,如機械行業車工用的游標卡尺量爪測量面很容易磨損,比對過程中不小心觸碰到速度已經降下來但是尚在運動的被測件等。要有意識地保護游標卡尺,如測量完后松開緊固螺釘,擦干凈卡尺表面后放入盒內,長時間不用時要將卡尺涂上防銹油,放置要遠離磁場、熱源等。游標卡尺的修理要結合實際情況綜合判斷維修,一般情況下按照如上所述的方式進行,可保證出現故障的游標卡尺得到有效維修,充分利用好游標卡尺的計量特性,以提高維修效率,節省工作時間,達到事半功倍的效果。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
