基于模糊滑模控制的塑料擠出機溫度控制系統(tǒng)設(shè)計
2021-11-25 08:32:58羅永剛
現(xiàn)代制造技術(shù)與裝備 2021年10期
關(guān)鍵詞:系統(tǒng)
高 源 趙 龍 龐 浩 馮 晗 羅永剛
(1.山東理工大學(xué) 電氣與電子工程學(xué)院,淄博 255049;2.國網(wǎng)山東省電力公司昌樂縣供電公司,濰坊 262400)
塑料管道制品由于其質(zhì)量輕、耐腐蝕、易生產(chǎn)等特點,被廣泛應(yīng)用于各個行業(yè)。隨著工業(yè)自動化的發(fā)展,塑料管道的擠出生產(chǎn)日趨自動化、智能化,而其中的塑料擠出機(擠塑機)是塑料擠出生產(chǎn)走向自動化、智能化的核心設(shè)備。在擠塑機工作過程中,對于塑料熔體溫度的控制精度是反映擠塑機質(zhì)量的關(guān)鍵指標(biāo),因為其溫度控制系統(tǒng)具有大慣性、時滯性及非線性等特點[1],所以降低了系統(tǒng)的快速調(diào)節(jié)能力和穩(wěn)態(tài)精度。以樹脂材質(zhì)(Polyvinyl Chloride,PVC)塑料管道的擠出生產(chǎn)為例,溫度過高會使熔體分解,過低則會產(chǎn)生顆粒,影響成品質(zhì)量,因此生產(chǎn)過程中熔體溫度應(yīng)在195~205 ℃。傳統(tǒng)工業(yè)對擠塑機溫度控制多采用比例積分微分系統(tǒng)Proportion Integration Differentiation,PID)控制,但其控制過程中Kp、KI、KD參數(shù)不會隨著系統(tǒng)結(jié)構(gòu)的變化而改變,且由于積分環(huán)節(jié)的作用,控制過程中會產(chǎn)生較大的超調(diào)現(xiàn)象[2-3]。傳統(tǒng)滑模控制(Sliding Model Control,SMC)通過選擇合理的滑模面,可以使系統(tǒng)運動點在滑模面附近運動,但因為其趨近速率無法隨系統(tǒng)的改變進(jìn)行動態(tài)調(diào)整,所以其系統(tǒng)運動點在滑模面附近時也有較大的趨近速率,因此會產(chǎn)生較大的抖振,無法滿足擠出生產(chǎn)對控制精度的要求[4-5]。
針對擠塑機溫度控制精度與加熱速度的要求,研究人員展開了廣泛的研究。馮潤根提出了一種模糊神經(jīng)網(wǎng)絡(luò)PID 控制[6],成功使擠塑機溫度從220~260 ℃的升溫時間縮短到了200 s 以內(nèi),且可以較好的抑制超調(diào)現(xiàn)象;遲曉妮提出了單神經(jīng)元自適應(yīng)PID控制的注塑機溫度控制系統(tǒng)[7],使注塑過程中0~250 ℃的升溫時間縮短到了300 s 以內(nèi),但是對超調(diào)現(xiàn)象的抑制效果不強;凌志梅將自適應(yīng)滑模控制應(yīng)用于擠塑機溫度控制系統(tǒng)中[8],使溫度超調(diào)量減小到了0%,且溫度的平均誤差減小到了0.82 ℃,但調(diào)節(jié)時間增加到了20 min。
為提高擠塑機溫度控制的精度,縮短其調(diào)節(jié)時間,本文提出了一種模糊滑模溫度控制系統(tǒng)。該系統(tǒng)能夠利用模糊算法分析溫度誤差及其變化率之間的關(guān)系,從而實時計算滑模控制的趨近速率,在較小的溫度誤差下,可以獲得較小的趨近速率,減小超調(diào),同時抑制抖振;而在較大的溫度誤差下,可以獲得較大的趨近速率,縮短調(diào)節(jié)時間。
1 塑料擠出機溫度控制系統(tǒng)數(shù)學(xué)模型
塑料擠出機機筒的結(jié)構(gòu)原理圖如圖1 所示。其工作過程為:在加熱線圈的作用下,物料(塑料原料顆粒)被加熱至熔融狀態(tài),同時驅(qū)動電機帶動螺桿旋轉(zhuǎn),產(chǎn)生沿機筒方向的軸向推力,將熔融狀態(tài)下的物料從口模處擠出,初步形成高溫的塑料管,再經(jīng)冷卻、纏絲、卷捆等工序生產(chǎn)出成品塑料管。
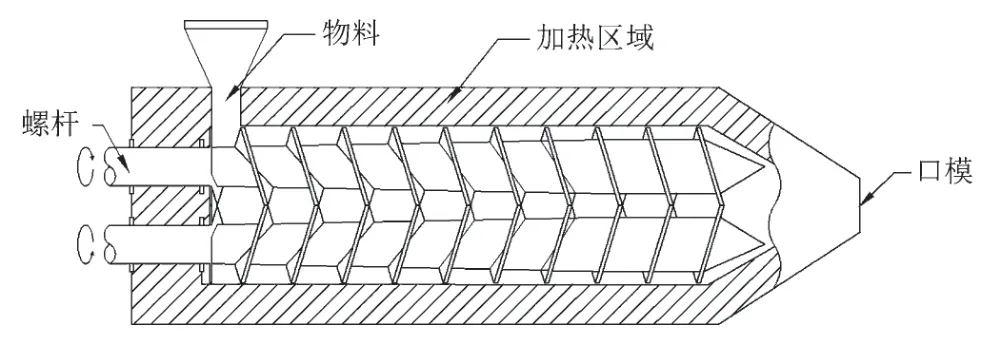
圖1 擠出機機筒結(jié)構(gòu)
擠塑機溫度控制系統(tǒng)的數(shù)學(xué)模型具有二階系統(tǒng)的特點,同時因為溫度系統(tǒng)具有較大的滯后性,所以采用帶大滯后項的二階系統(tǒng)來表示擠塑機溫度控制系統(tǒng)的數(shù)學(xué)模型:

式中:K為增益;T1、T2為常數(shù),由系統(tǒng)參數(shù)決定;T、P分別為模型的輸出溫度和輸入功率。
為驗證模型是否符合實際經(jīng)驗,模型的階躍響應(yīng)如圖2 所示。其中,T1=3 200;T2=130;K=21。給該數(shù)學(xué)模型加入階躍信號,驗證其在輸入功率P為10 kW 時,溫度的變化曲線,結(jié)果表明,t=342.7 s 時,溫度能夠達(dá)到預(yù)期的200 ℃。
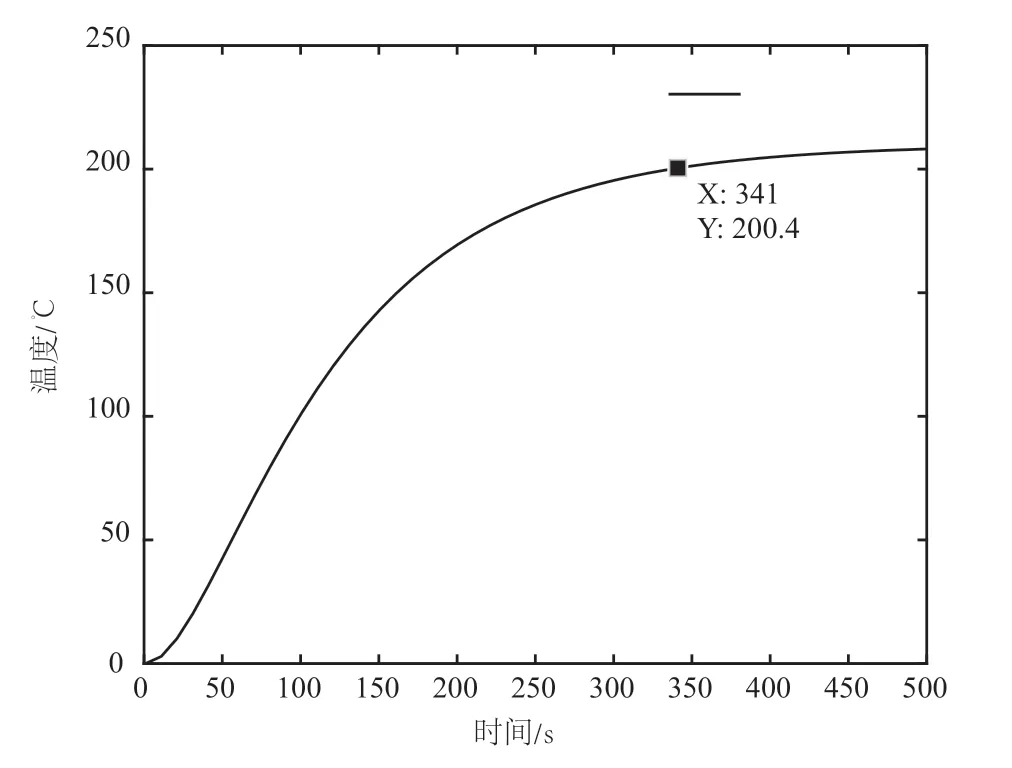
圖2 數(shù)學(xué)模型階躍響應(yīng)
2 塑料擠出機溫度控制系統(tǒng)結(jié)構(gòu)
在傳統(tǒng)PID 控制下,系統(tǒng)會產(chǎn)生較大的超調(diào)量,最高溫度可達(dá)280 ℃左右,調(diào)節(jié)時間約為300 s。在此期間所產(chǎn)出的塑料管無法滿足生產(chǎn)質(zhì)量的要求。在傳統(tǒng)生產(chǎn)模式中,若要提升系統(tǒng)性能,則需依靠經(jīng)驗手動調(diào)整Kp、KI、KD的參數(shù),調(diào)節(jié)過程復(fù)雜且精度不高,降低了設(shè)備的自動化水平。
為提升系統(tǒng)控制性能,現(xiàn)利用滑模控制的強魯棒特性改進(jìn)擠塑機的控制系統(tǒng):一方面,采用滑模控制取代傳統(tǒng)PID 控制,并通過設(shè)計合適的滑模面,迫使系統(tǒng)的運動點在滑模面附近滑動,使其以最快的速度逼近系統(tǒng)的穩(wěn)定點;另一方面,趨近過程中,采用模糊控制器不斷優(yōu)化趨近速率,使溫度誤差較大時,系統(tǒng)的運動點能夠以更大的趨近速率運動到滑模面。擠塑機模糊滑模溫度控制系統(tǒng)的結(jié)構(gòu)圖如圖3所示。
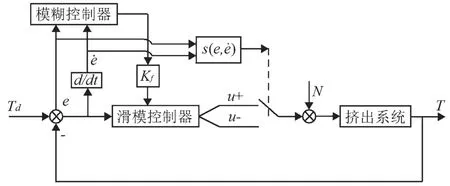
圖3 擠塑機模糊滑模溫度控制系統(tǒng)結(jié)構(gòu)圖
2.1 Fuzzy 控制器設(shè)計
2.2.1 輸入輸出變量論域
采用溫度誤差e及其變化率e作為模糊控制器的輸入,并將模糊控制器的輸出定義為Δε,然后設(shè)定溫度200 ℃為給定值,將溫度誤差分為5 段論域,即{-20 ℃、-10 ℃、0 ℃、10 ℃、200 ℃},再將溫度誤差變化率分為5 端論域,即{-20 ℃?min-1、-10 ℃?min-1、0 ℃?min-1、10 ℃?min-1、20 ℃?min-1},輸出Δε的5 段論域為{1、0.75、0.5、0.25、0},則系統(tǒng)輸入輸出的模糊語言為:
2.2.2 隸屬度函數(shù)
輸出Δε和兩個輸入的絕對值(|e|、|e|)較小時,采用高斯型隸屬度函數(shù):

式中:cg、σ為系數(shù),分別決定函數(shù)中心點的位置和曲線寬度;x為模糊輸入輸出元素值。
輸入的絕對值(|e|、|e|)較大時,采取Z型、S型隸屬度函數(shù):

式中:a、cs為系數(shù)。
控制規(guī)律依據(jù)如下經(jīng)驗:如果|e|、|e|較大,則應(yīng)增大趨近速率ε,反之減小ε。據(jù)此經(jīng)驗設(shè)計的規(guī)則表如表1 所示。
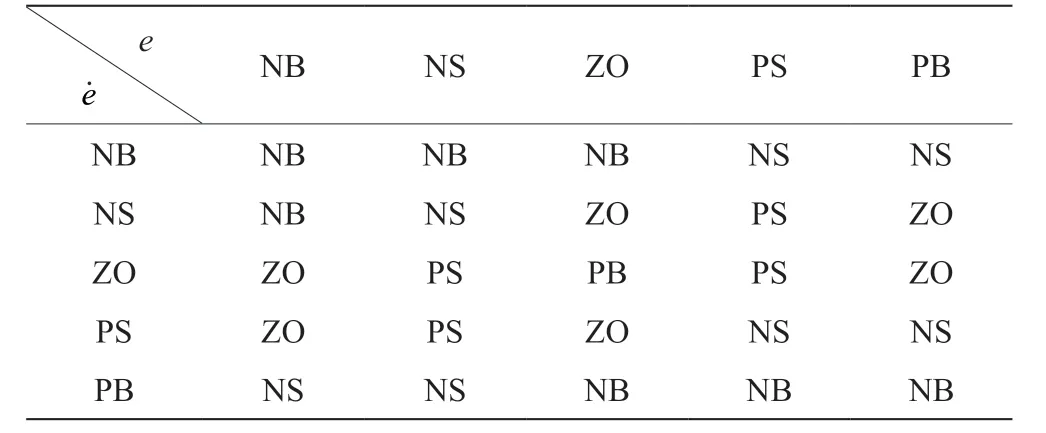
表1 模糊控制規(guī)則表
2.2.3 清晰化規(guī)則
解模糊過程采用最大隸屬度平均值法[10-11]:

式中:xi取各隸屬點的最大值。
最后按比例放大模糊控制器的輸出值,放大系數(shù)為Kf,由此得到優(yōu)化后的滑模趨近速率為:

2.3 SMC 控制器設(shè)計
將系統(tǒng)數(shù)學(xué)模型寫成微分方程的形式為:

式中:T為塑料熔體溫度;P為加熱功率。
采用微分滑模面的計算方式為:

式中:λ為系數(shù),e為溫度誤差變量。
對式(6)兩邊求導(dǎo)可得:

采用帶有指數(shù)函數(shù)的趨近率:

式中:u為滑模控制器的輸出,取u=P。
判斷Lyapunov 穩(wěn)定性時,設(shè)Lyapunov 函數(shù)為:

式中:V為李雅普諾夫算子。
由式(10)可得:

結(jié)果滿足李雅普諾夫穩(wěn)定性判據(jù),系統(tǒng)穩(wěn)定于s=0 處。
3 仿真驗證
在MATLAB-Simulink 環(huán)境下仿真驗證本文設(shè)計的模糊滑模溫度控制系統(tǒng),系統(tǒng)各參數(shù)選取如下[12]:λ=5;k=30。模糊滑模控制仿真結(jié)果如圖4 所示。在t=330 s 時為系統(tǒng)加入幅值為5 的高斯噪聲擾動:

式中:τ、h、w為高斯函數(shù)系數(shù);τ=330;w=10;h=5。
由圖4 可知,在模糊滑模控制作用下,系統(tǒng)的溫度在0~100 s 時迅速上升,且在130 s 時有較小的超調(diào)(最高溫度<200.3 ℃);而在傳統(tǒng)PID 控制的作用下,溫度超調(diào)較大,最高溫度達(dá)到了280 ℃左右。調(diào)節(jié)時間方面,模糊滑模在150 s 后,系統(tǒng)溫度逐漸穩(wěn)定于199.8 ℃左右;而傳統(tǒng)PID 控制經(jīng)過約350 s的時間,系統(tǒng)溫度才逐漸穩(wěn)定。
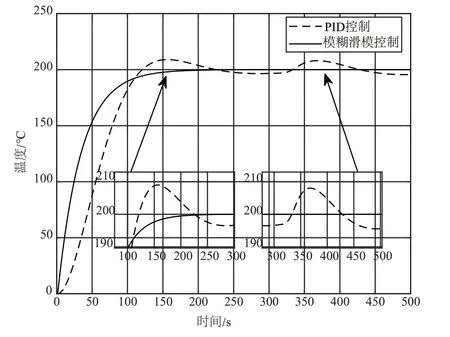
圖4 模糊滑模控制下溫度曲線
模糊滑模控制下輸出溫度放大圖如圖5 所示,由圖5 可知,在模糊控制的調(diào)節(jié)作用下,擠塑機模糊滑模溫度控制系統(tǒng)輸出溫度的抖振情況被抑制到了5×10-4℃以內(nèi)。

圖5 模糊滑模控制下輸出溫度放大圖
4 結(jié)語
本文針對擠塑機的溫度控制系統(tǒng)設(shè)計了模糊滑模控制的方法,并用較大慣性系數(shù)的二階傳遞函數(shù)模型近似描述了具有較大滯后特性的擠塑機溫度系統(tǒng)數(shù)學(xué)模型。通過模糊控制方法計算溫度誤差及其變化率后,得出適合當(dāng)前系統(tǒng)狀態(tài)下滑模控制所需的趨近速率,以此優(yōu)化傳統(tǒng)滑模控制,能使其在大偏差下獲得較大的趨近速率,同時在小偏差下減弱系統(tǒng)抖振,從而提升控制系統(tǒng)性能。為驗證系統(tǒng)的性能,在MATLAB/Simulink 中對系統(tǒng)進(jìn)行了仿真分析,并對比了傳統(tǒng)PID 控制,結(jié)果表明,本次設(shè)計的擠塑機溫度控制系統(tǒng)具有動態(tài)響應(yīng)速度快和無超調(diào)量的特點。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
