翻車機系統反位錯車自動動作工藝設計
2021-11-24 08:24:36胡佑兵
起重運輸機械 2021年21期
關鍵詞:作業
胡佑兵
秦皇島港股份有限公司第六港務分公司 秦皇島 066000
0 引言
國內某港口煤三期翻車機作業時如遇到車皮反位情況,需要向前頂送1節或2節車皮以錯開反位的車皮鉤檔,避免由于翻車機所翻卸火車廂兩端均為死鉤時造成的重大事故[1-4]。而該港口煤三期翻車機系統[5]的自動動作工藝是面向每個循環自動向前頂送3節車皮設計的[6],錯車需要翻車司機在手動操作模式下完成。考慮到手動操作模式效率低、安全性低的問題,本文對翻車機系統自動動作工藝進行優化,使得定位車能夠牽引車皮自動向前行進1節車皮的行程后自動返回,并且保持夾輪器、靠車板等機構的自動動作工藝不變。考慮到頂送1節車皮的行程較短,設計定位車向前頂送1節車皮時的速度,通過定位車行走編碼器設定多個速度給定軟限位,并通過總線數據集設定不同的斜坡加減速S形曲線時間來減輕定位車主臂與車皮間的機械沖擊,實現了定位車向前頂送1節車皮行程的平穩啟停和精準定位。實現特殊情況下定位車向前頂送1節車皮的自動工藝,不僅效率更高,而且能夠有效避免手動操作可能導致的卡大臂、刮車皮和定位不準等問題,能夠顯著提升翻車機作業的安全性。
1 技術方案
正常作業時,每個循環定位車主臂都會在翻車機旋轉平臺外(東側)第4、5節車皮鉤檔之間伸出,在4、5節車皮之間鉤檔對應地面處裝有反光板,其與定位車主臂光電開關一起保證了定位車尋鉤找位置的準確性。遇到車皮反位需要手動錯車時,定位車主臂通常在翻車機旋轉平臺外(東側)第2、3節車皮鉤檔之間伸出,行進1節車皮的行程(12 m)至正常作業前進停止限位接近開關處停止。以2號定位車為例,其牽引車皮前進的起點、終點如圖1所示。

圖1 定位車牽引車皮向前的起點、終點示意圖
如圖1所示,在2、3節車皮之間鉤檔對應地面處未裝設反光板,手動錯車時定位車在此處尋鉤找位置和做伸出主臂動作均需由翻車機入口司機指揮、監護,效率較低,并且如果對位不準確,可能導致主臂剮蹭車皮,對設備和車皮造成損壞。手動牽引1節車皮行程的終點設有正常作業前進停止限位接近開關,能夠保證定位車牽車對位的精準。
為實現定位車向前頂送1節車皮,有2種方案:1)在2、3節車皮之間鉤檔處增加向前牽引1節車皮起點接近開關,對應地面處裝設反光板,以此來確保定位車主臂能夠準確地尋鉤找位置。向前頂送1節車皮行程的終點與正常作業時的終點一致,均為正常作業前進停止限位接近開關處。2)向前頂送1節車皮行程的起點與正常作業時的起點一致,均為4、5節車皮之間鉤檔的正常作業返回停止限位接近開關處。在3、4節車皮之間鉤檔處設置向前頂送1節車皮行程的終點,在終點不再新增限位(接近開關)而是利用編碼器數值來設定,終點對應定位車行走絕對值編碼器的值約為36 000。
本文通過比較分析,方案2的工作量較小,工藝也更為簡單,能夠滿足定位車向前頂送1節車皮的工藝要求,本文選擇了方案2起點不變、終點由編碼器限定的方案,如圖2所示。

圖2 定位車向前行走1節車皮行程的方案
1.1 定位車頂送車皮向前行走過程分析
港口煤三期1號和2號定位車運行速度由翻車機所用XMZS7-400 PLC通過總線數據集給定ABB ACS800多傳動實現,PLC中的速度給定值與驅動電機實際轉速成線性對應關系。PLC中速度給定值最大為20 000,最小為0,分別對應驅動電機的轉速1 485 r/min和0 r/min。正常作業時定位車頂送3節車皮的行程,其前進過程可簡化為5個過程:啟動、加速、勻速、減速、停止。煤三期1號和2號定位車向前頂送3節車皮行程時共經歷8次變速,PLC中速度給定值對應為:0、4 000、14 000、10 000、8 000、4 000、2 500、1 500、0。手動向前頂送1節車皮行程時共經歷7次變速,PLC中速度給定值對應為:0、14 000、10 000、8 000、4 000、2 500、1 500、0。自動向前頂送3節車皮和手動向前頂送1節車皮行進過程中的位移和速度的對應關系如表1所示。

表1 各行程區間的給定速度
由表1可知,手動向前頂送1節車皮與自動向前頂送3節車皮相比,啟動階段給定速度較大,行程較短,現場實際表現為定位車牽引車皮行走過程中主臂與車皮的同步性較差,二者頻繁地發生機械沖擊。為使得向前頂送1節車皮行程時定位車能夠平穩地運行,應重新制定定位車行走速度與編碼器區間的對應關系。
1.2 設計向前頂送1節車皮行程的給定參數
定位車向前頂送1節車皮的行程為12 m,定位車向前行走時的最大速度應比36 m行程時低,這樣車皮在定位車做減速運動之前才能夠達到給定速度,即保證定位車與車皮行走的同步性。經反復試驗,本文制定了定位車向前牽引1節車皮時定位車行走速度與編碼器區間的對應關系,如表2所示。
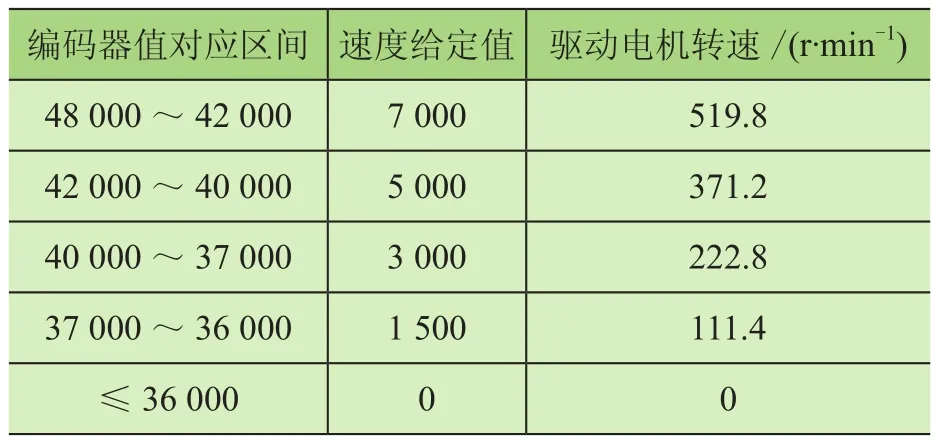
表2 速度與編碼器的對應關系
依據表2所示的行走速度,1號定位車向前頂送1節車皮時主臂與車皮之間的機械沖擊基本消失,而2號定位車主臂與車皮之間仍然存在著一定程度上的機械沖擊。造成1號定位車和2號定位車表象不同的原因是1號定位車多傳動為單控方式,2號定位車多傳動為主從控制方式。
1)1號定位車(一共裝有12臺驅動電機)的每臺電機單獨受ACS800變頻器控制,PLC給定12臺驅動電機同樣的參數(速度),在定位車給定速度發生變化時,各驅動的機械負載分配不均,各驅動的受力不同,會造成定位車整體出力較小,定位車整體加(減)速度較小,客觀上減小了定位車與車皮之間的機械沖擊。
2)2號定位車的12臺驅動電機中有1臺作為主機,另有10臺作為從機,1臺作為備機。主機采用速度控制方式,從機采用轉矩控制方式。主機給從機發出控制命令,從機接受主機發出的啟動、停止指令及轉矩的設定值進行動作。在定位車給定速度發生變化時,各驅動的轉矩一直性較好,定位車整體的出力較大,定位車整體加(減)速度較大,客觀上會引起定位車主臂與車皮之間的機械沖擊。
為消除2號定位車向前頂送1節車皮過程中的機械沖擊,本文利用PLC給定ACS800多傳動可變S形曲線斜坡時間的方式來優化定位車行走速度曲線。固件手冊ACS800標準控制控制程序7.x中關于22.06組參數(選擇加速/減速斜坡的形狀)的說明如圖3所示。
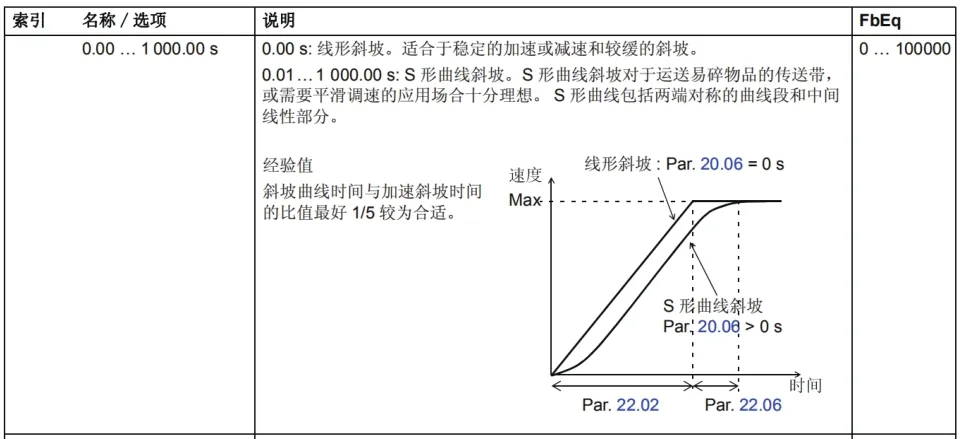
圖3 ACS800標準版軟件中22.06組參數的說明
S形曲線斜坡對于需要平滑調速的應用場合十分理想,其設置為加速斜坡時間的1/5較為合適。1號定位車S形斜坡曲線時間為固定值,并不由PLC給定,12臺多傳動均設置為了0.02 s。而為實現2號定位車向前頂送1節車皮行程時定位車啟動平穩,停止時對位準確,本文應用總線數據集,通過PLC給定該參數,啟動時S形斜坡曲線時間為2 s,定位車低速行走直至停止軟限位(編碼器對應值36 000)時S形斜坡曲線時間給定為0 s。2號定位車向前牽引1節車皮時S形斜坡曲線時間與編碼器區間的對應關系如表3所示。

表3 S形斜坡曲線時間與編碼器區間的對應關系
1.3 PLC控制程序編寫
為實現頂送1節車皮到達停止位后夾輪器、主臂、靠車板等機構的自動動作,本文在PLC程序中將向前牽引1節停止軟限位引入到正常作業停止限位相關PLC程序段,即在向前頂送1節車皮時,向前牽引1節停止軟限位代替原有程序段中的正常作業停止限位觸發夾輪器、主臂、靠車板等機構的自動動作。當M166.0(翻車作業第二個循環)為1時,向前牽引1節停止軟限位M166.1(對應編碼器值36 000)代替定位車前進停止限位開關I 19.1,M166.1為1時(達到編碼器對應值的36 000處),則PLC中定位車前進停止限位信號M34.0為1,即PLC中認定定位車已到達前進停止限位開關處,系統繼續執行后續自動動作工藝,工藝流程如圖4所示。
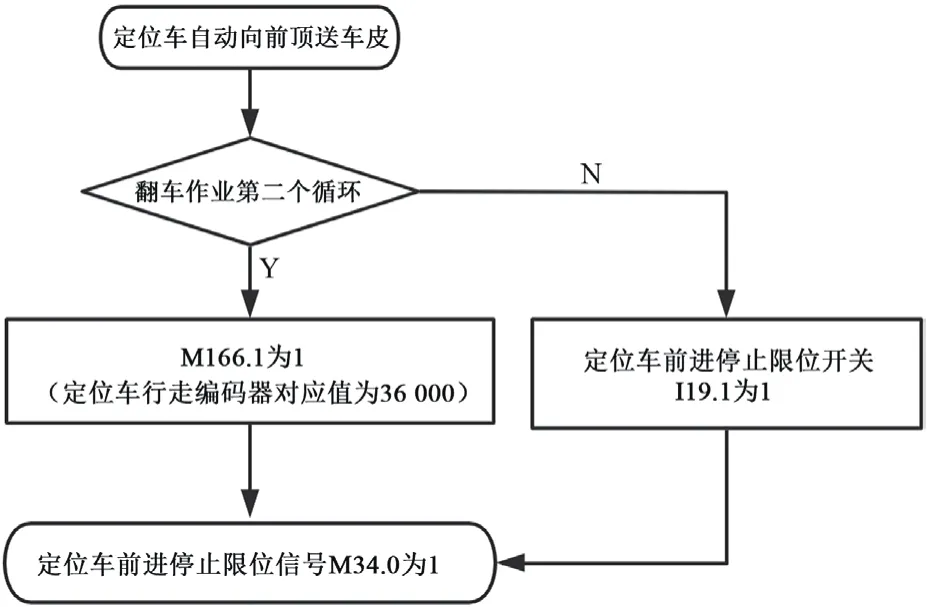
圖4 PLC中對應程序段流程圖
2 實施效果
新的操作工藝向前頂送1節車皮的起點不變,終點設置于3、4節鉤檔之間,并且將定位車向前頂送1節的工藝由手動升級為了自動,反位錯車的效率得到了大幅提升,反位錯車耗時由手動操作模式下的5 min降到了1 min,降幅達80%。在未新增接近開關、反光板等硬件的基礎上,應用原有的絕對值編碼器制定多個控制定位車行走參數給定的軟限位,實現了對定位車行走過程的精確控制,保證了定位車牽車對位的精準。
3 結論
本文通過重新設計定位車向前頂送1節車皮時的給定參數,解決了定位車牽引1節車皮行程時主臂與車皮間機械沖擊大的問題,并且將操作工藝由手動升級為自動,排除了定位車牽車對位時人為操作失誤可能導致的一系列安全問題,提升了翻車作業的安全性。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
