淺析SUV頂蓋后部上翻邊壓料芯結構改進
2021-11-20 09:51:12趙子海饒洋文譚植文侯東鋒黃宏偉董曉光
模具制造 2021年10期
趙子海,王 毅,饒洋文,譚植文,侯東鋒,黃宏偉,董曉光
(1.吉利汽車集團有限公司ME中心,浙江寧波 315336;2.東風商用車車身廠,湖北十堰 442000)
1 引言
SUV頂蓋后部形狀比較復雜,鉸鏈面在此區域,且兩側與流水槽搭接,后部輪廓與背門總成匹配所以頂蓋后部的制件質量和尺寸精度對車身質量有較大影響。
2 常見的SUV頂蓋后部前工藝方案
(1)某SUV車型頂蓋后部工藝方案如圖1所示。由拉伸、側整形、修邊側修邊沖孔、上翻邊整形4工序完成。
(2)該方案側整形區域工藝要點如圖2所示。

圖2 SUV頂蓋后部工藝要點
a.后部中間區域,根據以往經驗,側整形后輪廓會縮小1mm左右;所以中間區域過拉伸一般延伸1.5~2mm,到兩端過渡到0,側整形時中間區域輪廓會補償1mm左右(參考值)。
b.拉伸數據盡量接近制件數據,減小整形量,鉸鏈面與拉伸面距離制件0.5mm;為避免側整形時拉伸圓角痕跡到鉸鏈面上產生較重的印痕,拉伸時對應區域R做大到R30mm以上。
c.側整形區的拉伸數模拔模角做8°~10°,上R做到R6~R8mm,盡量接近制件。
(3)頂蓋后部側整形處鉸鏈面起皺對策。
頂蓋后部側整形時,因為不同位置的拉伸與制件,截面線長比值相差較大,造成側整形進料不均勻,制件起皺。解決起皺一般通過外面加側壓料芯,截面線長比盡量通過工藝手段接近;制件形狀優化變平緩等。
某SUV頂蓋制件,為改善流水槽的工藝性,制件后部兩端下扎嚴重,這更加重了鉸鏈面處側整形波浪起皺,所以側整形工序把制件此處抬高5mm左右,減輕側整形鉸鏈面處的起皺,最后工序上翻邊時把抬高的5mm整下去,如圖3所示。

圖3 側整形工藝優化圖
3 頂蓋后部上翻邊工序壓料芯結構優化
3.1 常規的壓料芯機構
常規的壓料芯結構如圖4所示,壓料芯為一個整體,局部上翻邊處增加鑲塊,便于回彈調整。

圖4 常用的壓料芯結構圖示
該結構缺點:
(1)由于上翻邊兩端有下整形量或者工序件側整形處回彈大,壓料時有下整形量區域或者側整形回彈大區域先與壓料芯接觸,造成制件變形或者A面處缺陷。
(2)因為上翻邊凸模為壓料芯,所以壓料芯需墩死,造成A面壓傷。
3.2 改進后的壓料芯機構
改進后的壓料芯機構如圖5、圖6所示。壓料芯在側整形區域分成大小兩個壓料芯,壓A面處的大壓料芯行程比壓側整形處的小壓料芯行程大10mm;保證A面處先用大壓料芯壓住料,再用小壓料芯把壓側整形區域的非負角處壓住,另外小壓料芯還作為兩端下整形的凸模。
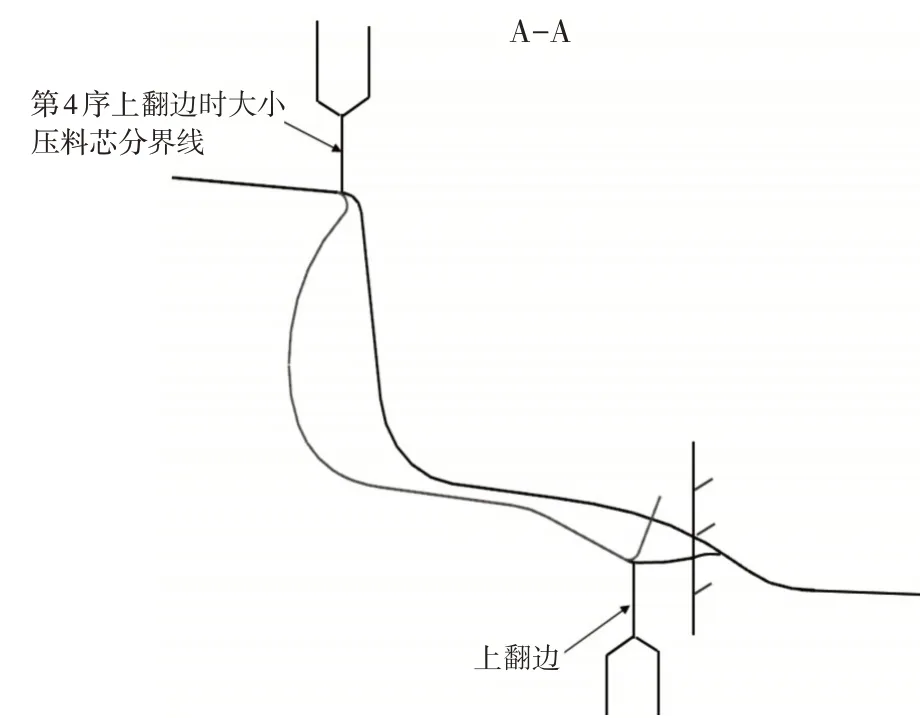
圖5 改進后的工藝圖

圖6 改進后的壓料芯圖
該結構優點:
(1)大壓料芯不墩死,小壓料芯墩死,避免了A面處的壓傷,還能保證下整形處的整形質量。
(2)大壓料芯行程比小壓料芯大10mm,保證A面處先壓住料,避免了由于側整形回彈和兩端的下整形引起的,壓料芯先局部接觸回彈大處或下整形處,造成的A面缺陷和制件變形。
4 結語
本文主要針對SUV頂蓋后部上翻邊時由于壓料芯不同時接觸制件,易產生A面缺陷和制件變形,采用了兩個壓料芯結構進行改進,提升了頂蓋制件精度質量,并能滿足頂蓋外板沖壓件穩定保質生產,為類似制件成形提供了一種改善思路。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
電測與儀表(2015年5期)2015-04-09 11:30:52
現代企業(2015年9期)2015-02-28 18:56:50
