貨車車體翻焊胎柔性化改造
2021-11-19 11:46:42姜輝
軌道交通裝備與技術 2021年5期
姜 輝
(中車山東機車車輛有限公司 山東 濟南 250022 )
1 問題的提出
隨著研發能力的提升及國內外市場的開拓,貨車產品呈現多樣化、瞬變性、個性化特點,要求生產線能夠快速切換調整,工裝轉型快投入少,故柔性工裝及可移動工裝成為生產的必需品。現有的一些老工裝因為不能滿足新生產形勢的需要而處于閑置狀態。按照精益管理的理念,少投入大產出,消除一切浪費,盤活現有工裝資源,減少新工裝投入是很迫切的任務。
中車山東機車車輛有限公司原有C70型敞車車體翻焊胎使用多年,有通長的夾緊回轉梁并且有預埋基礎,為固定不可移動臺位,隨著車間工藝布局的重新調整,該翻焊胎被清出廠房,現為閑置狀態。
1.1 原有翻焊胎結構特點
原有翻焊胎由回轉動力、夾緊回轉梁、預埋基礎組成。夾緊回轉梁是通長梁,梁上設有安裝孔,可隨車型不同,小范圍調整夾緊裝置的位置,具有一定的柔性。
1.2 原有翻焊胎的缺點
夾緊回轉梁長度是固定的,當需翻轉的工件較長,超出梁的長度時需對梁進行加長,否則無法使用;夾緊單元結構復雜,使用效果不好,需改進設計;工裝需要預埋基礎,如果工藝布局發生變化,工裝移動后需新增基礎,費錢費時,且給工藝布局調整帶來困難。隨著新產品試制車型增多及工藝布局調整的需要,需要對現有工裝進行柔性化改造升級。
2 改造方案
改造翻焊胎為無基礎、無大梁的新型翻焊胎,改造后的翻焊胎由原有翻焊胎回轉動力部分、新設計的翻焊夾具、新增支撐平臺組成,如圖1所示。
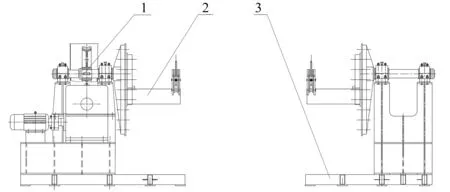
1—原有翻焊胎的回轉動力部分;2—新設計的翻焊夾具;3—新增支撐平臺。圖1 改造后的翻焊胎
2.1 貨車車體翻焊胎夾具設計
翻焊夾具由夾緊單元和定位單元組成。定位單元保證與工件的可靠定位及與翻焊胎回轉動力部分的連接,夾緊單元的功能是把工件夾牢,克服翻轉時的重力及慣性力。
2.1.1夾緊單元設計
原有夾緊單元由長壓鉤、固定轉軸、移動軸、絲母、轉動軸、帶手輪絲桿組成、滑動軸承座組成。
轉動手輪絲桿組成帶動絲母前后移動,絲母有耳座帶動移動軸在長滑槽中移動,移動軸前后移動帶動長壓鉤繞固定轉軸旋轉運動壓緊或松開工件。
原有夾緊單元存在的問題:兩個長壓鉤很長并且間距很寬,易和壓緊工件上的零件發生干涉;絲桿與絲母配合把回轉運動變為直線運動要求機構配合間隙精密,絲桿組成兩端的兩個滑動軸承座對絲桿有定位約束作用;絲母對移動軸的推力方向與移動軸不重合,絲桿組成受到軸向推力及彎矩作用,絲桿受力狀態不佳則容易變形。當絲桿彎曲變形,直線度超標就會移動費力,經常出現轉動不靈活和夾緊困難的情況。
如圖2所示,新的夾緊、定位單元由帶絲母手輪、固定轉軸、短壓鉤、回轉絲桿、絲桿回轉軸、支撐梁、定位板、連接盤組成。

1—帶絲母手輪;2—固定轉軸;3—短壓鉤;4—回轉絲桿;5—絲桿回轉軸;6—支撐梁;7—定位板;8—連接盤。圖2 新的夾緊、定位單元
帶絲母手輪與回轉絲桿連接。工作時旋轉帶絲母手輪,手輪前部絲母端面推著短壓鉤圍繞固定轉軸做回轉運動,短壓鉤回轉壓緊或松開工件。帶絲母手輪與絲桿配合旋合時絲桿與絲母做相對直線運動,因為絲桿沒有完全固定,所以在與絲母發生相對直線運動時可繞絲桿回轉軸旋轉,不會發生原有結構因為絲桿兩端有固定支撐結構而產生的抗勁費力現象。壓鉤改進為短小結構并且兩壓鉤間距寬度變窄。長度短,寬度窄,可以盡可能減少與工件接觸的空間,降低與工件發生干涉的可能性。
2.1.2定位單元設計
定位單元由支撐梁、定位板、連接盤組成。支撐梁為L型結構,長度為950 mm,高度差為270 mm,不與工件緩沖器干涉,適用于所有采用標準車鉤緩沖器結構的中梁。支撐梁起支承工件的作用,與工件底架中梁的下平面接觸;定位板用于工件橫向定位,工件中梁內擋插入定位板兩端。中梁帶墊板內寬為330 mm,定位板寬度為320 mm;連接盤上有均布的螺栓連接孔與回轉動力端連接盤通過螺栓連接,傳遞回轉扭矩。為了保證連接可靠,連接盤焊后加工保證工作面平面度小于0.8 mm。
2.2 無基礎支撐平臺設計
無基礎支撐平臺的設計原理是把工件受到的外力轉化為內力。翻焊胎受力如圖3所示。
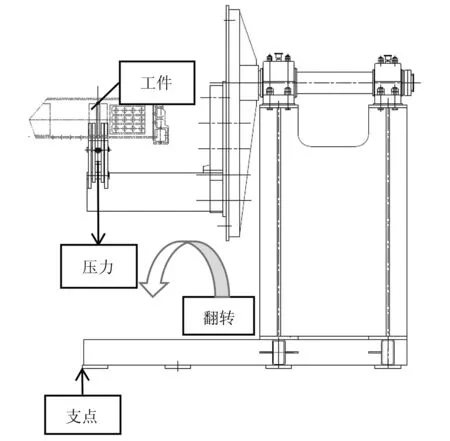
圖3 翻焊胎受力示意
翻焊胎受工件重力產生的向下壓力,該壓力如果在翻焊胎的支點外,則翻焊胎還有傾倒的翻轉力矩。如果支點在壓力外則翻焊胎僅承受壓力,不承受翻轉力矩,轉化為支撐裝置的內力。所以無基礎改造的設計理念就是設計既寬又長的大底座平臺。設計大底座平臺與原有工裝連接,功能是加高及擴大支撐面積。底座的長度、寬度足夠大,保證工件的回轉中心都包含在底座范圍內。支撐平臺由方管組焊成框架,框架上面焊接平板成為整體基礎平臺;長和寬足夠大使工件對翻焊胎的壓力落在平臺內,保證翻焊過程平穩。
3 工裝的使用
3.1 重心計算
如圖4所示,以回轉中心為分解面,以上為上偏重,以下為下偏重。設工件質量為W1,重心到支撐面的距離為H,W2為單個夾頭的質量,數量為2,重心到支撐面的距離為A;W3為單個回轉盤的質量,數量為2,到中心的距離為B;其中X到支撐面的距離為變動求解量。平衡時上偏重等于下偏重,列一元方程式:W1(H-X)=2W2(A+X)+2W3B,得出X值。例如:一種工件漏斗車車體鋼結構質量W1=9 500 kg,重心到支撐面距離H=594 mm,W2=880 kg,A=295 mm;W3=650 kg;B=315 mm,帶入數據后,解一元方程式X=418 mm。因為只有W1、H為隨工件而變的變量,所以帶入定置公式可簡化為X=W1H-928700/1760+W1。帶入W1、H值就可得到X值。
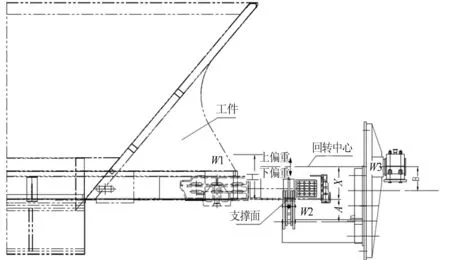
圖4 重心計算示意圖
3.2 使用步驟
根據計算得出X值,選擇合適的螺栓連接孔,連接定位單元與回轉動力連接盤,保證與理論回轉中心盡可能重合。
使用時,把需要翻轉的工件通過天車吊運到翻焊夾具上,工件中梁內腔插入工裝定位板,位置靠近前從板,定位工件;中梁下平面與工裝支撐面接觸;旋轉手輪使壓鉤壓緊工件,定位夾緊到位后才可以翻焊。翻焊完后,反方向旋轉手輪使壓鉤脫離工件到不影響工件吊出的位置后,用天車吊走工件。
4 結束語
按照以上方案對貨車底架翻焊胎進行了柔性化改造。經過現場使用驗證,工裝柔性好,移動靈活,適應工藝布局調整。改造既有工裝減少了新工裝的投入,符合精益生產的理念,降低了生產成本。□