基于工業機器人的渦旋壓縮機智能生產線控制系統設計
2021-11-15 03:58:20蒯衛國
科技與創新 2021年21期
關鍵詞:智能
蒯衛國,蘇 建
(1.艾默生環境優化技術(蘇州)有限公司,江蘇 蘇州 215104;2.蘇州市職業大學,江蘇 蘇州 215104)
壓縮機是將低壓氣體提升為高壓氣體的一種從動的流體機械,是制冷系統的“心臟”,空調最核心的部件是壓縮機,一臺壓縮機可以占到整臺空調成本的30%~40%,制冷系統的好壞與壓縮機有著最密切的關系。壓縮機廣泛運用于工業、農業、交通運輸、醫療器械、食品裝潢和紡織等行業,市場需求量巨大。
渦旋壓縮機是一種容積式壓縮的壓縮機,壓縮部件由動渦旋和靜渦旋組成,它兼具往復壓縮機與旋轉式壓縮機的優點,具有體積小、質量輕、噪聲振動低及結構簡單等特點[1]。
當前,以數字化、網絡化、智能化為發展方向的智能制造迎來了深刻變革,逐漸成為新一輪工業革命的核心驅動力。工業機器人作為智能制造中智能裝備的代表,已在汽車、3C 等行業得到廣泛應用。搬運控制系統是工業機器人應用的一個重要分支,作為先進制造業中不可替代的重要裝備和手段[2]。由于人口紅利漸弱、原材料成本提升,“機器換人”成為制造業轉型升級、提高科技含量、增加產品附加值的必然趨勢。
經調研,壓縮機的生產目前還停留在以數控機床獨立批量加工為主,部分產線雖實現了“一機床、一機器人”的工作站單元,但是生產與檢測效率還不夠高。集合加工、檢測、分揀于一體的多機器人、多機床的智能生產線優化控制方案較少。
本文構建了集PLC、工業機器人、數控機床、比對儀、壓襯套機、打磨拋光機于一體的多功能、高效率的渦旋壓縮機智能制造生產系統。基于工業以太網通信技術,提出了的PLC 控制工業機器人的優化算法,設計了兩套工業機器人多功能末端夾具,實現渦旋壓縮機的先進制造、快速檢測、高效生產。
1 控制系統方案設計
1.1 設備選型
Siemens S7-1200PLC 具有一個集成的支持MODBUSTCP 協議的PROFINET 網口,能夠將PLC、工業機器人和視覺系統系統建立關聯,實現數據的通信與交互[3]。本系統選用了西門子PLC、HMI 和變頻器,與FANUC 工業機器人以太網通信。系統主要電氣型號如表1 所示。

表1 控制系統主要電氣型號及數量
1.2 平臺布局
生產線布局圖和智能生產線仿真圖如圖1 和圖2 所示。渦旋壓縮機智能生產線主要由工業機器人、數控機床、物料輸送帶、比對儀、壓襯套機、打磨拋光機等組成。其中工業機器人主要實現渦旋壓縮式動渦旋(下簡稱小盤)與靜渦旋(下簡稱大盤)的搬運和機床上下料;物料輸送帶由變頻器驅動三相交流電動機控制、在關鍵節點位加裝到位傳感器(多采用接近開關)組成,完成托盤的輸送;比對儀測量機由比對儀、工件滑臺、移送機構組成,完成在線加工尺寸測量及加工誤差反饋,直接通過以太網反饋給加工的數控車床進行在線加工精度調整;數控機床主要進行大、小盤加工;壓襯套機主要將軸襯套壓入小盤偏心軸套內;打磨拋光機主要對小盤基準面進行精拋光。
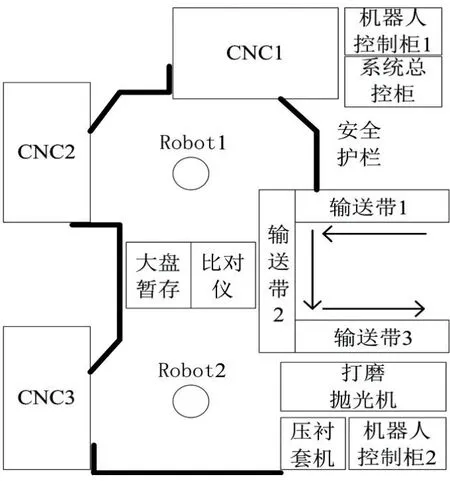
圖1 生產線布局圖
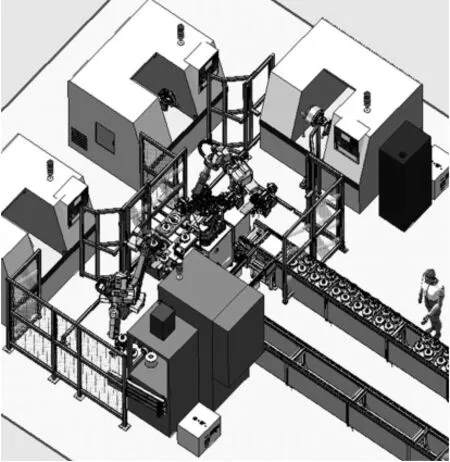
圖2 智能生產線仿真圖
2 PLC 通信及程序設計
2.1 PLC 組網與通信
渦旋壓縮機智能控制系統網絡拓撲圖如圖3 所示,其中西門子PLC、HMI 和變頻器選用西門子產品自帶的PROFI-NET 通信協議,工業機器人、比對儀通過安裝相應的GSD 文件后實現工業以太網通信。CNC1、CNC2、CNC3、壓襯機和打磨拋光機通過開關量方式進行控制。
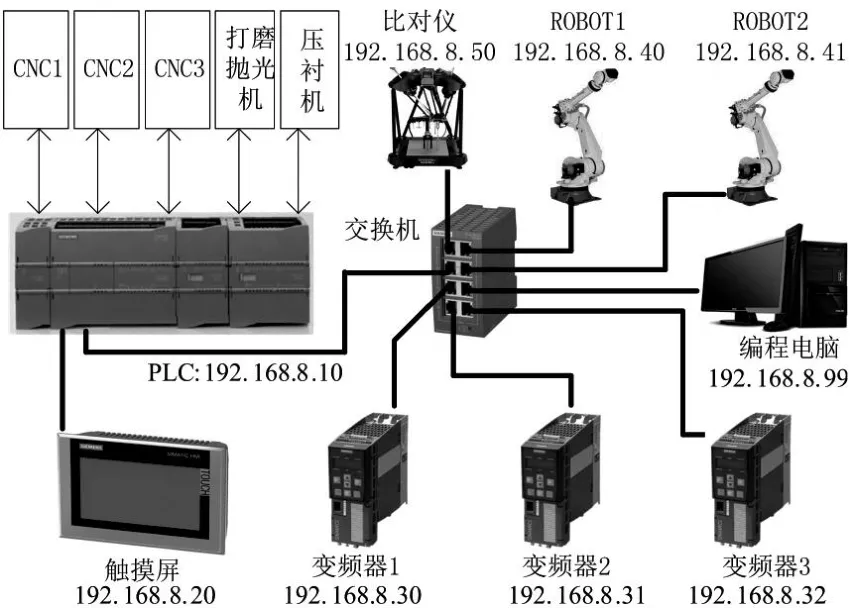
圖3 控制系統網絡結構拓撲圖
2.2 PLC 主控程序流程圖
PLC 在本系統中處于主控地位,實現整個生產加工流程的控制、數據交互、機器人動作的控制。其中,PLC 與兩臺工業機器人通過以太網通信,分別實時發送給兩臺工業機器人控制字CTR1 和CTR2,同時兩臺工業機器人又實時反饋給PLC 兩個狀態字STA1 和STA2,實現一個PLC 控制2 臺工業機器人的搬運動作流程。PLC 程序流程如圖4 所示。
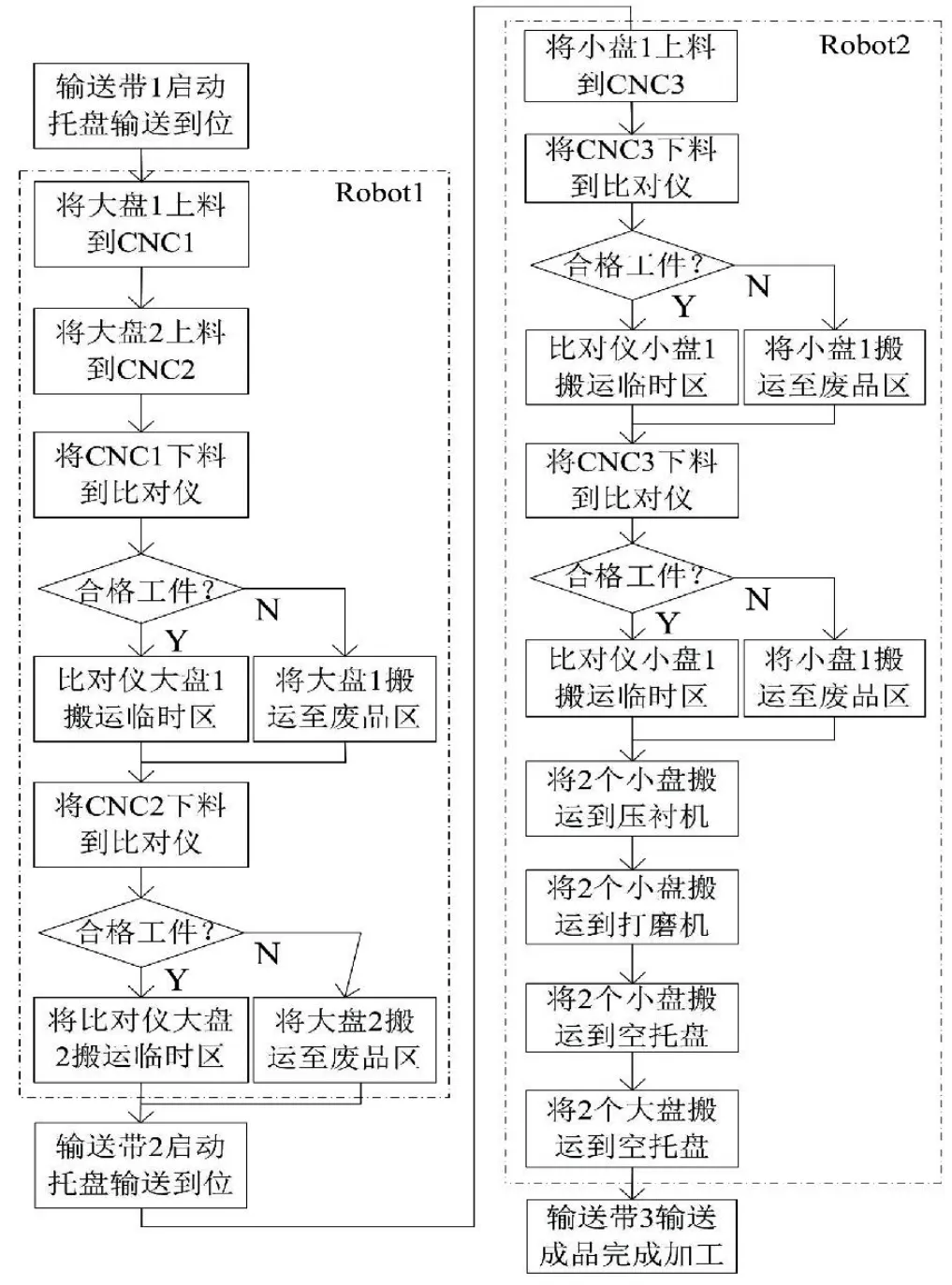
圖4 PLC 主控程序流程圖
3 工業機器人示教編程
3.1 機器人末端工具設計
Robot1 末端工具為2 套三指手爪和1 套二指手爪,如圖5 所示。手爪1 和手爪2 配備旋轉氣缸,可以旋轉工件,三指手爪外夾工件頂端外圓面,配氣動推盤,可以為車床及比對儀上下料,手指前段為耐磨墊塊結構(墊塊材料12Cr,硬度大于等于HRC45)。夾取工件的圓柱外側面,該手爪配備氣控單向閥保證斷氣手爪不松開。手爪1 進行托盤上取料和機床上料,手爪2 進行機床下料,手爪3 為二指手爪,可以進行托盤下料。機械卡爪上配備有吹氣裝置,用于清理工件及機床卡盤。
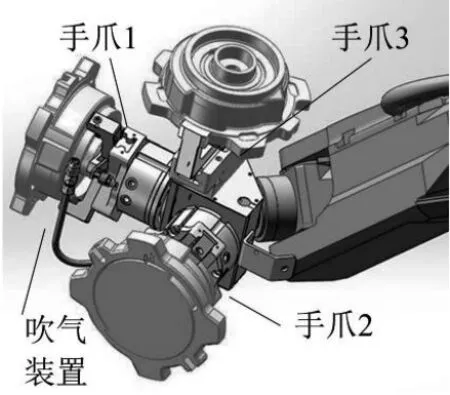
圖5 Robot1 末端工具
Robot2 末端工具有四種手爪,如圖6 所示。手爪1 為三指手爪,配備氣動推盤,可以為車床上料;手爪2 為兩指形式,為車床下料和拋磨機、比對儀、清理鐵屑臺上下料,手指前段的夾塊為V 形結構,夾取工件的小圓柱側面;手爪3為內撐形式的三指手爪,手指上配備尼龍墊塊,內撐軸承工件內孔,且配備調壓閥;手爪4 為壓機上下料及托盤下料手爪,該手爪配備氣控單向閥保證斷氣手爪不松開工件不會掉落。
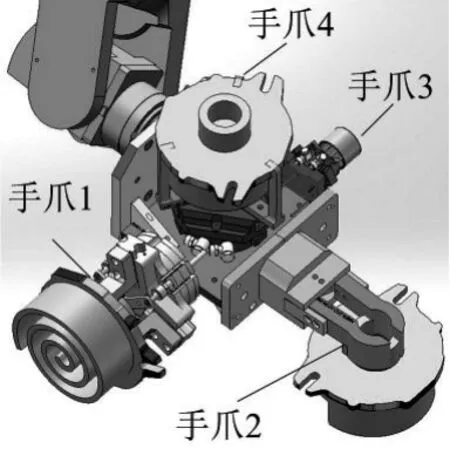
圖6 Robot2 末端工具
3.2 機器人關鍵位置示教
根據加工流程與工藝要求,Robot1 共有7 個大盤工件的搬運動作,需要示教11 個關鍵位置;Robot2 共有8 個小盤搬運動作和2 個大盤搬運動作,需要示教17 個關鍵位置。兩臺機器人各個搬運動作流程、控制字和示教關鍵位置如表2 所示。

表2 機器人搬運動作流程與關鍵位置
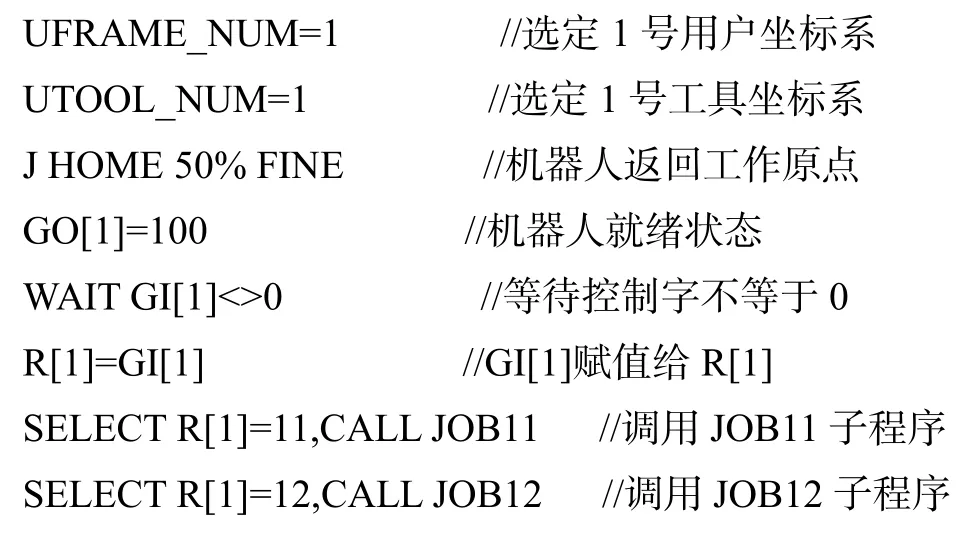
3.3 工業機器人程序
Robot1 主程序MAIN 如下所示,其中GO[1]為機器人發送給PLC 的狀態字STA1,GI[1]為PLC 發送給機器人的控制字CTR1:

4 總結分析
本文構建了基于工業機器人的智能生產線控制系統,設計了多功能工業機器人末端夾具,基于工業以太網通信技術實現了數據的快速交互與提出了優化控制算法。測試證明,大盤雙車床單元節拍是76 s/件,小盤車床拋光壓制單元節拍85 s/件,即170 s 可生產2 個大盤工件及2 個小盤工件,實現渦旋壓縮機的先進制造、快速檢測、高效生產。
猜你喜歡
開放教育研究(2021年3期)2021-05-25 02:41:06
小學科學(學生版)(2020年12期)2021-01-08 09:28:04
裝備制造技術(2020年4期)2020-12-25 05:26:24
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
能源(2018年4期)2018-05-19 01:53:44