解決線切割機床切鋁合金腐蝕的問題
2021-11-12 15:17:47馬亞正田光鋒姚佩芳
安防科技 2021年1期
馬亞正 田光鋒 姚佩芳
摘要:數控線切割機床在加工鋁合金零件時,零件的表面產生了腐蝕,有黑色腐蝕和白色腐蝕,有的腐蝕深度可達0.01~0.04mm,我廠的某些產品的鋁合金封條的厚度公差是±0.03mm,表面是不允許存在腐蝕,也不允許打磨表面的腐蝕,為此我廠進行了各種原因的分析,并找出了解決的方法,最終解決了數控線切割機床切割鋁合金零件腐蝕的問題。
關鍵詞:線切割切削液鋁合金腐蝕電化學腐蝕酸洗堿洗厚度
本車間有四五臺數控線切割機床,每天切很多的鋁合金零件,切的鋁合金零件時產生了白色的腐蝕和黑色的腐蝕。數控線切割機床切完鋁合金零件后,在5分鐘之內放入水基清洗劑,但是仍然無法清洗掉鋁合金零件表面的白色和黑色腐蝕,影響零件的交付。
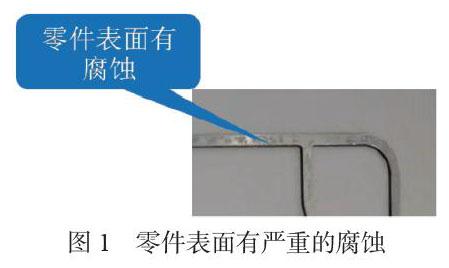
雖然數控線切割機床切出的鋁合金零件表面有白色和黑色的腐蝕,但是車間為了交付交付的零件,采用機械打磨的方式,打磨零件表面,比如用百潔布打磨零件表面,將白色腐蝕和黑色腐蝕祛除掉。但是隨著數控線切割機床加工零件的多樣化,有一些鋁合金零件線切割加工后,表面不允許有白色和黑色的腐蝕存在,而且表面不允許采用機械打磨的方式祛除表面腐蝕,因為機械打磨會使零件厚度變薄,這是不允許的,比如某些芯體的封條,厚度的公差是±0.03mm,厚度公差特別的小,因為封頭需要與波紋板等高裝配,如果高度不一致會影響焊接,而且多層封條焊接后,芯體的高度會超差,導致芯體的重量超重或者重量不足,這是不符合產品圖要求的。如圖1,零件表面腐蝕嚴重,表面質量不符合要求。
由于鋁合金零件線切割加工后表面不能打磨,采用其他的方式祛除零件表面的腐蝕。由于鋁是兩性金屬,跟酸和堿都可以發生反應,將鋁合金零件在線切割加工完后,放入弱酸和弱堿中進行酸洗或者堿洗,酸洗或堿洗后,鋁合金表面的腐蝕祛除掉了,但是表面依然有腐蝕的痕跡,而且零件厚度變薄,變薄量在0.01~0.03mm,由于產品圖要求,加工完畢后的零件厚度是不允許變薄的,所以加工完畢后也不能進行酸洗和堿洗的工序。
既然鋁合金零件線切割完后,不能機械打磨和酸洗堿洗,那么只能在鋁合金在線切割加工期間,防止零件發生腐蝕。數控線切割機床在切割鋁合金件時,為什么會發生腐蝕呢?首先對鋁這種金屬進行分析,鋁可以跟水中的氯離子發生反應,鋁合金可以跟鐵的化合物發生反應。由于數控線切割機床的水基切削液稀釋的水是自來水,自來水中含有氯離子,鋁跟氯離子發生了反應產生了腐蝕。所以,數控線切割機床的切削液采用純凈水和蒸餾水按一定的比例稀釋后,切鋁合金零件,隨后將切完的鋁合金零件立即放入水基清洗劑中清洗,鋁合金表面清洗過后,依然有黑色的腐蝕和白色的腐蝕,不過白色的腐蝕的面積和數量明顯減少了一些。從這可以得出,鋁合金零件與自來水中雜質進行了反應,造成了鋁合金的部分腐蝕。數控線切割機床的切削液采用純凈水或蒸餾水稀釋,只能減弱鋁合金的腐蝕,并不能避免鋁合金腐蝕。
是不是數控切割機的切削液在切割鋁合金零件時造成了零件的腐蝕?帶著這個疑問,我們在市場上購買了比較好的線切割切削液,用純凈水和蒸餾水來稀釋,在切割鋁合金零件后,發生切割時常短的零件,比如切割兩三個小時的鋁合金零件是沒有白色腐蝕的,而切割二十多個小時的零件表面依然有白色的腐蝕,比如某些型號的封條因連續加工周期長,切削液對零件表面會產生腐蝕,形狀像白色霉斑,清洗后,表面會留下很多黑點,并滲透到材料里,深度可達0.01-0.04mm,造成鋁合金零件的厚度的超差。經分析原因得出,切削液與純凈水的配比比例不對,稀釋后的切削液的PH值應該在8.2~9.2之間。當正確配比切削液與純凈水后,鋁合金的表面的白色腐蝕沒有了。但是數控線切割機切鋁合金零件一次切的時候,切十幾件,其中邊緣的上下兩件的鋁合金零件上下兩件依然有黑色的腐蝕點。
鋁合金與數控線切割機床橫杠接觸的兩個零件腐蝕了,橫杠的材料為鐵材料,橫杠的表面為一層氧化鐵,氧化鐵與鋁合金接觸在高溫下產生黑色的腐蝕,也就是電化學腐蝕。為了避免黑色的腐蝕,找到原因后,解決方法和采取的措施,就成了關鍵所在,腐蝕是由于兩種金屬接觸發生反應而引起的。只有降低或避免兩種金屬的接觸或者不接觸就能避免腐蝕的發生。在線切割機床切鋁合金時,為了避免鋁合金零件的腐蝕,可以數控線切割機床上夾持鋁合金零件時,上下墊兩塊鋁板,這樣就避免了鋁合金零件表面的腐蝕,鋁板與線切割機床的臺面接觸的部分腐蝕了,與鋁合金接觸的那一面沒有腐蝕,鋁板可以重復使用。
我們車間的數控線切割機床采用好的線切割切削液,用純凈水或蒸餾水進行配比后,在機床上夾持后,上下各墊一塊鋁板,避免鋁合金零件與機床的橫桿接觸。但是數控線切割機床切了一段時間后,鋁合金零件的表面依然產生了白色的腐蝕。對此,我們對切削液進行了分析,原來切削液是堿性的,隨著使用的時長增加,切削液維護不當,里面滋生了大量的細菌,使線切割的切削液的PH值發生了變化,造成了零件的腐蝕。為了避免切削液腐蝕,在數控線切割機床連續切割3~4天后或水箱水位明顯下降時,應及時向水箱里按1:5.5的比例添加新液,這樣就防止了切削液的腐蝕導致的鋁合金零件的腐蝕。
綜上所述,數控線切割機床切鋁合金零件產生的原因為鋁合金與切削液中的氯離子或其他雜質產生了反應了,造成了零件的腐蝕,為了避免這種情況,采用比較好的切削液,用純凈水或蒸餾水按一定比例來稀釋,使切削液的PH值在8.2~9.2之間,就可以避免鋁合金在數控線切割機床上切割時,產生白色的腐蝕,只要在切割零件時,上下墊兩塊鋁板就能避免黑色的腐蝕,而且切削液切割時間長,維護不當會造成切削液滋生細菌造成的腐敗,需及時添加新配置的切削液避免因切削液的腐敗而造成零件表面的腐蝕。
參考文獻
1.徐偉,防止水基切割液腐蝕機床的消控措施分析,現代制造,2021年第一期。
2.鮑沂沂,半合成鋁合金切削液的研制及應用,December,2020年第六期。