基于細(xì)長軸雙密封閥芯的 精密磨削工藝及應(yīng)用研究
2021-11-12 04:39:56王熙杰
科海故事博覽 2021年30期
王熙杰
(1.湖南鐵路科技職業(yè)技術(shù)學(xué)院,湖南 株洲 412006;2.湖南省高鐵運(yùn)行安全保障工程技術(shù)研究中心,湖南 株洲 412006)
1 研究現(xiàn)狀中存在的問題
雙密封結(jié)構(gòu)電磁閥是軌姿控發(fā)動機(jī)重要控制組件,為了滿足客戶某型號小型化的要求,該電磁閥采用單線圈、單閥芯結(jié)構(gòu)對氧化劑路和燃料路同步控制,主要由基體、閥芯等組成。
雙密封結(jié)構(gòu)電磁閥一處為活門座非金屬端面密封,另外一處為錐面非金屬棱邊密封。為了實(shí)現(xiàn)雙密封同時密封成功,需要閥芯較高精度的形位公差,且閥芯雙密封尺寸和基體的雙密封尺寸具備高匹配性,否則就會導(dǎo)致雙密封失敗。問題主要有:(1)單閥芯雙密封過程中對閥芯的形位公差要求均在0.01mm 以內(nèi),而閥芯理論上為細(xì)長軸結(jié)構(gòu),加工過程中易受力變形,研制過程中閥芯形位公差合格率僅為60%;(2)合格的閥芯零件裝入基體后,由于雙密封尺寸匹配性較差,雙重密封性難以保證,兩處氣密無法同時滿足要求,只能通過不斷返修閥芯上下密封端面保證密封性能,裝配工藝性差,研制過程中氣密合格率僅為30%。
2 細(xì)長軸雙密封閥芯精密磨削研究現(xiàn)狀及解決方案
解決單閥芯雙密封結(jié)構(gòu)電磁閥研制過程中存在的問題,保證閥芯磨削過程中形位公差并提高其氣密合格率。雙密封閥芯磨削屬于成形磨削的一種,成形磨削是一種高效率、高精度的精加工方法,但是在磨削過程中不能完全消除加工誤差。劉豐林等建立了磨削時的工件坐標(biāo)系,提出了基于誤差補(bǔ)償?shù)哪ハ魃拜喗孛嫠惴ǎ瑢φ`差進(jìn)行控制[1]。康念輝等建立了基于多體系統(tǒng)理論的非球面磨削誤差模型并對磨削誤差進(jìn)行補(bǔ)償[2]。所以,對磨削成形過程中磨削誤差的研究主要是根據(jù)工件形狀和特點(diǎn)建立磨削誤差模型或算法,形成誤差補(bǔ)償方法減小誤差。
雙密封結(jié)構(gòu)電磁閥結(jié)構(gòu)較為新穎,對雙密封副尺寸匹配性的研究較少,研制過程中未對該閥門雙密封副進(jìn)行系統(tǒng)地理論研究,設(shè)計(jì)對雙密封匹配尺寸也是基于研制過程中的工程經(jīng)驗(yàn)而來。
根據(jù)單閥芯雙密封結(jié)構(gòu)電磁閥研制中存在的問題及研究現(xiàn)狀,本文對細(xì)長軸閥芯精密磨削質(zhì)量穩(wěn)定性進(jìn)行研究,提出基于參考坐標(biāo)的閥芯磨削控制參數(shù),解決閥芯磨削過程中變形和形位關(guān)鍵尺寸超差的問題,為控制密封尺寸提供基礎(chǔ)(細(xì)長軸雙密封精密磨削工藝解決方案如圖1 所示)。
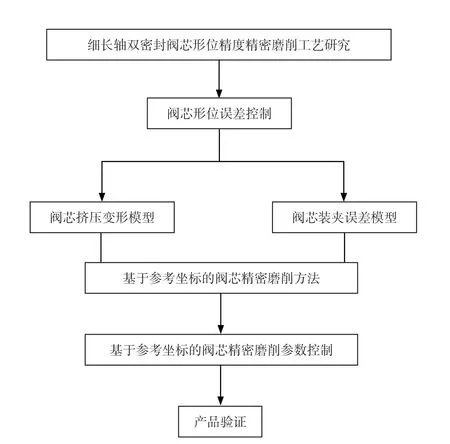
圖1 細(xì)長軸雙密封精密磨削工藝解決方案
3 細(xì)長軸閥芯精密磨削穩(wěn)定性研究
雙密封結(jié)構(gòu)電磁閥閥芯示意圖如圖2 所示,? B 和?C 均為導(dǎo)向配合面,要求 ?A 和 ?C 對于 ?B 的同軸度為0.01mm。在歷史批次閥芯加工過程中,? A和?C 對于?B 的同軸度極易超差,從而影響雙密封配合面密封。所以,保證?A 和 ?C 對于?B 的同軸度是保證雙密封合格的關(guān)鍵要素。
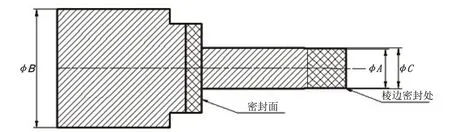
圖2 閥芯示意圖
在細(xì)長軸磨削過程中,工件極易產(chǎn)生形狀變形,嚴(yán)重影響工件加工質(zhì)量。形狀誤差產(chǎn)生機(jī)理是復(fù)雜的,隨著磨削的進(jìn)行,砂輪在逐漸磨損,將導(dǎo)致磨削深度的逐漸減小,進(jìn)而使工件形狀有產(chǎn)生錐形的趨勢。同時,磨削力的作用下,工件會發(fā)生彈性變形。雙密封閥芯屬于細(xì)長軸的一種,其形位公差超差主要來自于兩個方面:(1)砂輪磨削過程中擠壓閥芯,導(dǎo)致閥芯產(chǎn)生變形;(2)閥芯裝夾誤差導(dǎo)致的形位公差超差。閥芯磨削過程中的形位公差控制問題是一個亟待解決的問題。
3.1 細(xì)長軸雙密封閥芯導(dǎo)向面理論模型
3.1.1 細(xì)長軸雙密封閥芯的精密磨削擠壓變形系統(tǒng)模型
細(xì)長軸雙密封閥芯的精密磨削擠壓變形系統(tǒng)模型,如圖3 所示。當(dāng)把閥芯由左端夾罐夾住在磨床上進(jìn)行磨削時,磨床、閥芯、砂輪構(gòu)成了一個彈性系統(tǒng)。當(dāng)砂輪與工件表面接觸時,X 向的磨削力Fn使閥芯在接觸面的X 軸負(fù)方向上產(chǎn)生彈性變形,致使加工后的工件產(chǎn)生形位誤差。由于砂輪在X 軸負(fù)方向產(chǎn)生的力比閥芯懸臂的重力和Y 軸方向的力大的多,故忽略不計(jì)。
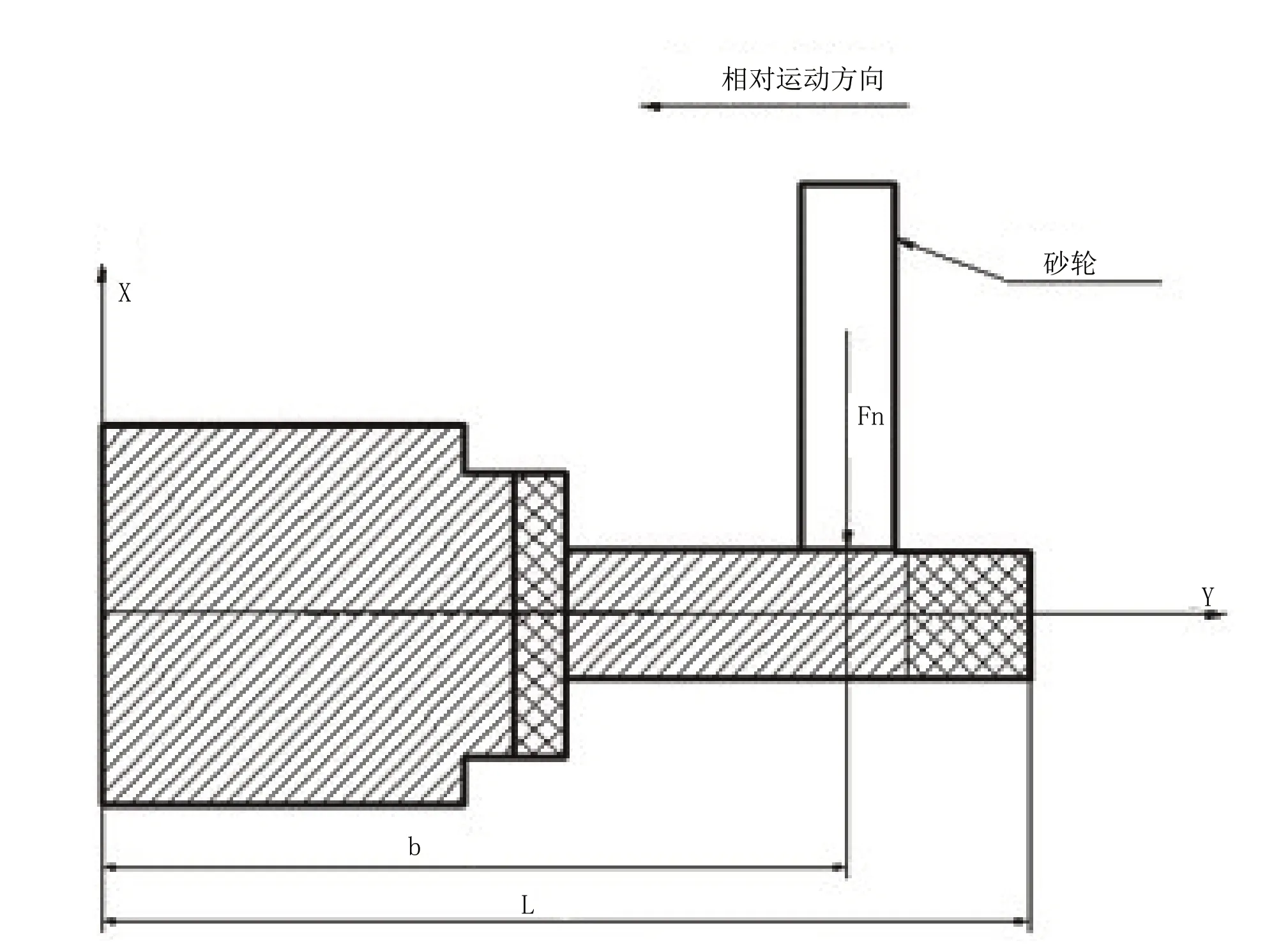
圖3 雙密封閥芯的磨削擠壓變形系統(tǒng)模型
其中,F(xiàn)n為磨削過程擠壓產(chǎn)生的X軸負(fù)方向的集中載荷,L 為閥芯總長度,b 為閥芯磨削過程中任意一點(diǎn)的位置尺寸。所以,F(xiàn)n在閥芯Y 軸方向任意位置X 處的曲率方程為:

式中,E 為閥芯的彈性模量,I 工件的轉(zhuǎn)動慣量,δ 為閥芯的變形量。將式(1)積分二次得:
式中,C 和D 為積分常數(shù)。
由公式(3)可知,在閥芯磨削過程中,磨削擠壓力Fn越小,閥芯變形量δn小。而外圓磨削力[3]為:
其中,r 為工件半徑,為常數(shù),γ 為磨粒圓錐半頂角,ap為磨削深度,w 為有效磨粒間隔,vs為砂輪圓周速度,R 為砂輪半徑,e=0.2~0.5,vf為縱向進(jìn)給速度,vw為工件速度。則:

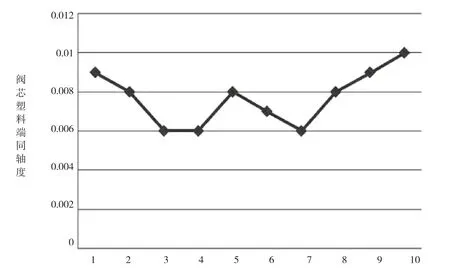
圖6 基于參考坐標(biāo)閥芯磨削方法參數(shù)驗(yàn)證試驗(yàn)

所以,細(xì)長軸閥芯磨削過程中,為了減小變形量帶來的形位誤差,應(yīng)對磨削過程中的擠壓力進(jìn)行控制。在外圓磨削過程中,砂輪圓周速度vs一般為恒定,則擠壓力Fn是與ap、vf,、vw,相關(guān)的函數(shù)。
3.1.2 細(xì)長軸閥芯裝夾形位誤差系統(tǒng)模型
雙密封閥芯的同軸度、垂直度為閥芯的重要參數(shù),設(shè)計(jì)要求必須保證在0.015mm 以內(nèi)。閥芯磨削裝夾后,懸臂部分的長度相對較長,而關(guān)鍵的塑料密封面則位于閥芯裝夾的最遠(yuǎn)處,裝夾時若夾罐出現(xiàn)偏差或跳動,則在閥芯塑料密封面處的偏差會形成一定比例的放大,導(dǎo)致形位公差超出設(shè)計(jì)要求值。根據(jù)該閥芯的歷史研制經(jīng)驗(yàn),閥芯裝夾外圓找正在0.01mm 范圍內(nèi)時,閥芯塑料端的形位公差較大甚至超差;將閥芯裝夾精度找正在0.005mm 范圍內(nèi)時,會對機(jī)床精度、裝夾精度、砂輪精度和操作人員水平提出更高的要求,同時并不能保證閥芯塑料端的形位公差滿足設(shè)計(jì)要求。

表1 基于參考坐標(biāo)的閥芯磨削正交試驗(yàn)數(shù)據(jù)

表2 某型號產(chǎn)品應(yīng)用情況
現(xiàn)加工方案為夾罐裝夾Bφ,砂輪對Aφ外圓進(jìn)行磨削,然后裝夾Aφ外圓,對Bφ外圓進(jìn)行磨削,兩次裝夾均存在裝夾誤差。閥芯裝夾形位誤差系統(tǒng)模型如圖4 所示,閥芯總長為L,當(dāng)閥芯裝夾后行程偏差角度θ時,閥芯Aφ相對于基準(zhǔn)外圓Bφ的偏差為(B-A)。
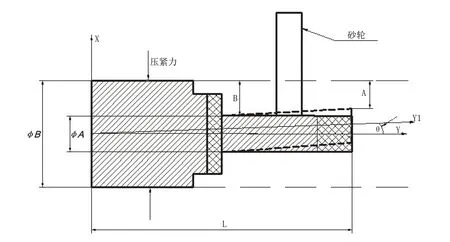
圖4 雙密封閥芯的磨削裝夾形位誤差系統(tǒng)模型
3.2 基于參考坐標(biāo)系的閥芯精密磨削參數(shù)控制研究及實(shí)驗(yàn)驗(yàn)證
基于參考坐標(biāo)系的閥芯精密磨削方法研究:
經(jīng)分析可知,閥芯裝夾形成的形位誤差主要來源于基準(zhǔn)的不一致,關(guān)鍵在于重新構(gòu)建磨削過程的參考坐標(biāo)基準(zhǔn)。考慮到磨床本身的精度較高,通過磨削過程建立參考基準(zhǔn),則精度可達(dá)到微米級。
本文提出基于參考坐標(biāo)系的閥芯磨削方法,通過磨削過程首先建立兩次重復(fù)裝夾的參考基準(zhǔn)坐標(biāo),然后以建立的參考基準(zhǔn)為后續(xù)磨削的基準(zhǔn),解決閥芯裝夾導(dǎo)致的形位誤差問題。
基于參考坐標(biāo)系的閥芯磨削方法如圖5 所示,包含以下步驟:
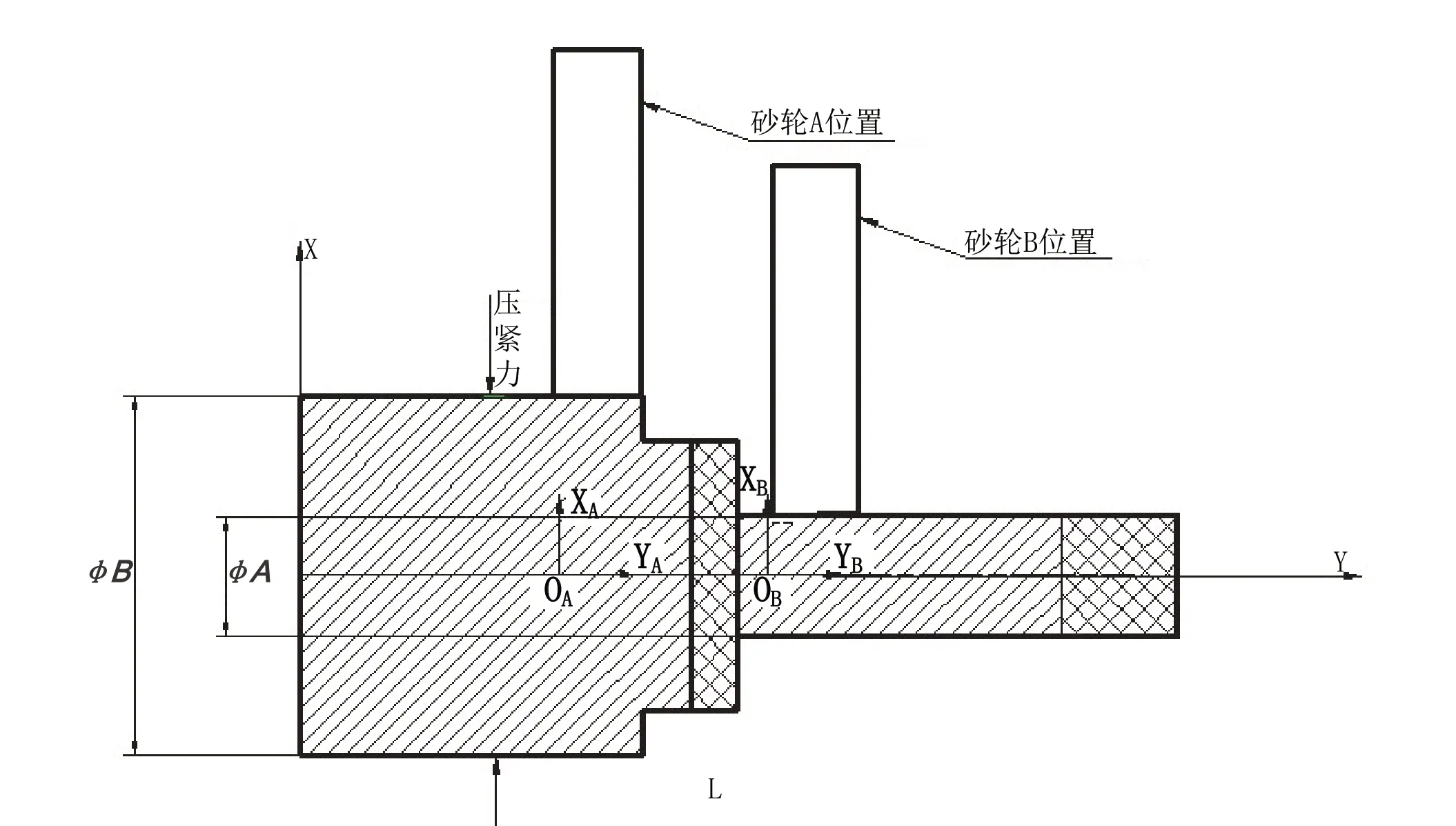
圖5 基于參考坐標(biāo)系的閥芯磨削方法示意圖
(1)建立參考坐標(biāo)基準(zhǔn):裝夾B?外圓,對閥芯A 位置、B 位置同時走刀進(jìn)行磨削,使閥芯在砂輪A 位置形成了新的坐標(biāo)系(XA,YA),在砂輪B 位置形成了新的坐標(biāo)系(XB,YB),由于砂輪A 位置和砂輪B 位置是同一次加工而成,則OA、和OB位于同一軸線上且磨床的重復(fù)定位精度0.002mm。
(2)磨削Aφ外圓:在參考坐標(biāo)基準(zhǔn)建立的基礎(chǔ)上,對A?外圓進(jìn)行磨削,則構(gòu)建砂輪A 位置、砂輪B 位置和Aφ外圓剩余部分三處形成的軸線。由于Aφ外圓剩余部分和砂輪B 位置在同-軸線上,參考步驟(1)中的結(jié)論,則Aφ外圓剩余部分形成的軸線位于砂輪A 位置、砂輪B 位置形成軸線的延長線上。
(3)磨削Bφ外圓:重新裝夾Aφ外圓,由于Aφ外圓經(jīng)過上述步驟后精度非常高,則找正砂輪A 的位置,對Bφ外圓進(jìn)行磨削,即可保證Bφ外圓外圓剩余部分形成的軸線與已經(jīng)形成的軸線共軸。
在基于參考坐標(biāo)系閥芯磨削方法應(yīng)用在基礎(chǔ)上,研究縱向進(jìn)給速度vf、切削深度pa、工件轉(zhuǎn)速vw對閥芯變形的影響關(guān)系,建立三因素正交試驗(yàn)[4]。砂輪的縱向進(jìn)給速度選擇0.5mm/min、0.3mm/min、0.1mm/min;切削深度選擇0.1mm、0.05mm、0.03mm;工件轉(zhuǎn)速選擇500r/min、300r/min、100r/min。對磨削后的閥芯進(jìn)行計(jì)量得到實(shí)驗(yàn)數(shù)據(jù)如表1 所示。通過極差的計(jì)算可知,縱向進(jìn)給速度對閥芯形位公差的影響最大,其次是工件轉(zhuǎn)速,切削深度對閥芯磨削后形位公差影響較小。
通過分析基于參考坐標(biāo)的閥芯磨削正交試驗(yàn)數(shù)據(jù)可知,第9 組試驗(yàn)的閥芯塑料端同軸度計(jì)量實(shí)測值最優(yōu)。由于縱向進(jìn)給速度對閥芯磨削的影響最大,其參數(shù)盡可能降低。所以,選擇第9組試驗(yàn)的磨削參數(shù)作為最終的磨削參數(shù)指標(biāo)。
以砂輪的縱向進(jìn)給速度選擇0.1 mm/min、切削深度選擇0.03mm、工件轉(zhuǎn)速選擇300r/min 為閥芯磨削參數(shù),并將基于參考坐標(biāo)的閥芯磨削方法進(jìn)行應(yīng)用,對10 件閥芯進(jìn)行磨削,對10 件閥芯的塑料端同軸度進(jìn)行計(jì)量。如圖6 所示,閥芯塑料端同軸度最大值為0.01mm,最小值為0.006mm,滿足設(shè)計(jì)要求。
3.3 產(chǎn)品應(yīng)用情況
為了保證雙密封形位公差滿足設(shè)計(jì)要求,通過基于參考坐標(biāo)系的閥芯磨削參數(shù)優(yōu)化和實(shí)驗(yàn)驗(yàn)證,雙密封閥芯磨削時采用基于參考坐標(biāo)系的磨削方法,并將磨削參數(shù)設(shè)置為縱向進(jìn)給速度選擇0.1mm/min、切削深度選擇0.03mm、工件轉(zhuǎn)速選擇300r/min。經(jīng)過某型號02 批閥芯的應(yīng)用情況如表2 所示,投產(chǎn)閥芯共480 件,閥芯塑料端同軸度經(jīng)計(jì)量后僅超差9 件,極大地提高了閥芯形位公差的合格率。
4 產(chǎn)品應(yīng)用
通過基于參考坐標(biāo)的細(xì)長軸雙密封閥芯精密磨削參數(shù)控制方法,某型號批次閥芯的形位公差合格率提高到97%,遠(yuǎn)遠(yuǎn)超出了產(chǎn)品研制時的水平。本文建立了閥芯精密磨削過程中的擠壓變形系統(tǒng)模型和裝夾形位誤差系統(tǒng)模型,提出了基于參考坐標(biāo)的閥芯磨削參數(shù)控制方法并通過實(shí)驗(yàn)和產(chǎn)品進(jìn)行驗(yàn)證,效果顯著提高。本文研究方案通過在某批次產(chǎn)品生產(chǎn)制造過程中進(jìn)行應(yīng)用,取得了良好的效果,具有一定的理論意義和工程應(yīng)用價值。