皮革自動碼垛裝置的研發
2021-11-12 03:08:22朱國斌
皮革制作與環保科技 2021年14期
關鍵詞:檢測
朱國斌,劉 元
(嘉興南洋職業技術學院,浙江 嘉興 314031)
作為皮革制造大國,由于皮革原材料和產品性能特點,其標準化程度低,加工環節中碼垛、鞣制削薄、配皮等環節主要依靠人工,行業自動化水平不高。未來幾年要夯實“中國制造”的地位,提升中小皮革企業的生存空間,就要依靠技術進步,加大新產品的設計和研發力度,加快轉型升級[1]。
在皮革生產過程中,皮革表面噴漆處理是一道重要的工序。為了保護噴漆表面質量,須采用將皮革噴漆面逐一相貼合的方式碼垛,即將皮革噴漆面朝上、朝下交替碼在垛架上。目前這一工序要由2人協作完成,勞動強度大,工作時間長,效率低。本文主要介紹了皮革自動碼垛裝置的設計,以滿足企業機器代替人工實現自動化生產、提高生產率的需求。
1 皮革自動碼垛概述
1.1 皮革自動碼垛的過程
皮革自動碼垛裝置在提升傳送帶末端裝有檢測裝置,檢測皮革到位情況。提升傳送帶末端設有可擺動的收皮裝置:一條傳送帶及一導向板裝置。收皮裝置上裝有調節手輪,用于調節導向板與傳送帶的間隙,用彈簧調整導向板與傳送帶對皮革的預壓力[2]。
當正面(漆面朝上)收皮時,擺臂自導軌右端向左端開始轉動,此時輔助壓輥A縮回,輔助壓輥B伸出,皮革在擺臂傳輸帶驅動下沿導板下行,擺臂慢慢向左擺動,皮革通過收皮裝置正面向上落在碼架上,輔助壓輥B有預緊的壓在碼架皮革上,防止皮革滑落。當擺臂擺動到最左端時,電磁鐵會拉縮導向板,使傳送帶與導向板間隙增大,剩余皮革快速落在碼架的左側,完成一張皮革的碼放。當反面(漆面朝下)收皮時,擺臂自導軌左端向右端開始移動,輔助壓輥A伸出,輔助壓輥B縮回,皮革在擺臂傳輸帶驅動下沿導板下行,擺臂慢慢向右擺動,皮革通過收皮裝置反面向上落在碼架上,擺動到最右側時,電磁鐵會拉縮導向板,使傳送帶與導向板間隙增大,剩余皮革快速落在碼架的右側,完成一張皮革的碼放。此過程循環往復,達到快速高效皮革碼垛的目的。
1.2 皮革自動碼垛裝置的結構
皮革自動碼垛裝置主要由皮革輸送裝置、導向壓板、擺臂、輔助壓輥、驅動電機、碼垛架等組成,還包括機械傳動裝置、控制系統等裝置。其中擺臂部分為碼垛裝置的核心部分,包括檢測裝置、驅動電機、限位器、調節裝置、輔助壓輥等[3],詳見圖1。
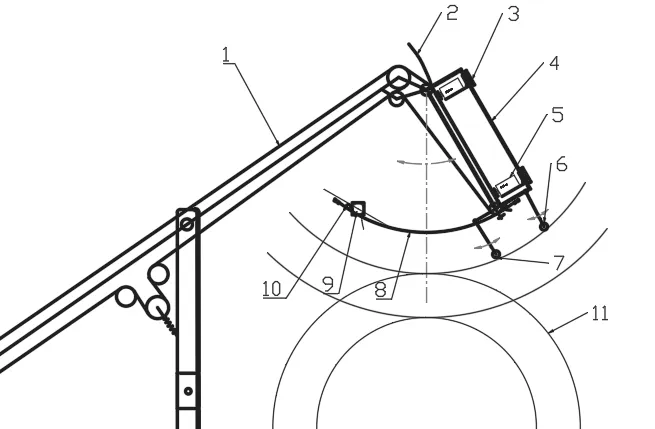
圖1 皮革自動碼垛結構及原理
2 皮革自動碼垛裝置的系統要求
該裝置在工藝控制上要求整機自動運行,并可以根據皮革的基本長度,自動調整輸送量,實現對中碼垛,皮革寬度可調范圍的從1 000 mm~2 500 mm不等。皮革碼垛的擺臂及碼放速度可以設定,實現與噴漆及輸送帶速度的精密配合;碼垛裝置的預設以速度、長度實測值、碼垛數量情況能夠實時顯示,擺臂輸送松緊度可以實時調整。為了簡化人員操作,采用友好的人機交互界面,方便設定觀測參數、控制設備并有效監視設備的運行過程。
3 皮革自動碼垛裝置的主控方式
結合皮革自動碼垛裝置面向工業環境,具有穩定性高、體積大小適合、控制程序簡單、控制程序無需經常改變、成本低的特點,故采用PLC+觸屏方案,程序幾乎無需維護。
4 硬件配置
4.1 視覺檢測裝置
視覺檢測裝置通過CCD圖像攝取裝置將被攝取的皮革形狀、基本長度等轉換成圖像信號,并傳送至圖像處理系統,根據像素分布和亮度、顏色等信息,轉變成數字信號,對系統進行控制,再根據判斷結果來控制擺臂的幅度及速度等動作。視覺檢測裝置安裝在噴漆前段輸送帶的正上方,當傳輸皮革時,視覺檢測裝置將自動攝取目標,系統將處理后的信號反饋給控制器,實現聯動控制。機器視覺檢測的特點是可提高生產的柔性和自動化程度,其結構包括三部分:照明、鏡頭、相機等,本設計主要采用日光燈背向照明,線掃描CCD單色相機。
4.2 位置檢測裝置
根據碼垛工作需要,位置檢測裝置分別安裝于擺臂的前、后兩端,采用每端三個均布的方式,實現系統對擺臂擺動的起始時間、擺動方向、幅度、擺動速度等的精確控制。本設計采用數字式檢測,裝置比較簡單,脈沖信號抗干擾能力強,便于顯示處理[4]。
4.3 碼垛架及輔助壓輥
碼垛架為鞍馬形狀,承載擺臂往復運動逐層堆加的皮革,當堆碼高度達到上限值時,系統會及時報警,同時聯動控制輸送帶暫緩輸送。擺臂的兩個輔助壓輥起到交替支撐,防止皮革在堆疊時單側滑落,因此在碼垛架兩側設置輔助壓輥裝置。
4.4 伺服驅動系統
根據碼垛工作前后連續性的特點,要求運轉平穩,不會產生振動,精度高,響應快,加減速時間短,過載能力強,控制可靠等。系統對速度的精度和響應要求較高,故采用伺服控制。伺服驅動系統采用“脈沖+方向”控制模式,PLC控制模塊控制伺服驅動器的速度和方向。
4.5 PLC配置及人機界面
碼垛裝置控制系統是對多個數值的閉環控制,因此對PLC的運算速度、可靠性要求較高,為此選用西門子S7-300系列。S7-300系列PLC具有強大的PID控制功能,編程簡單,易實現PID閉環控制。根據碼垛裝置控制系統要求及人機交互需要,觸摸屏需要具有較大尺寸和積極的響應速度,因此選用西門子TP270系列,具有功能強、可靠高、易于實現和S7-300之間的通信、模擬調試。碼垛裝置的控制系統示意圖如圖2所示。
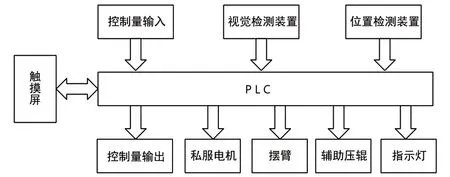
圖2 皮革碼垛機的控制系統示意圖
5 軟件設計
碼垛裝置運行時,首先由PLC對系統進行初始化,檢測CPU、存儲器以及各I/O端口等狀態,進行系統的自檢測,確認系統各部分是否正常;循環掃描輸入端口信號,設定執行參數,開始運行[5]。PLC主要輸入輸出接口包括自動、手動按鈕;自動運行開始;伺服故障輸入;伺服電機;運行信號等。軟件系統功能圖見圖3。
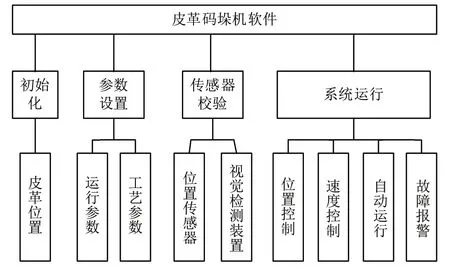
圖3 軟件系統功能圖
6 結論
本文根據某皮革企業實際生產情況及對皮革自動碼垛的技術要求,研發了一種新型皮革碼垛裝置。設備經企業使用,性能穩定可靠,效率高,解決了皮革自動碼垛等關鍵問題,達到企業要求的主要性能指標,對于降低企業生產成本、提高產量等方面具有重要的現實意義。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
