影響磨料水射流切割錐度的因素
2021-11-10 07:08:16舒正陽景江明
科學與生活 2021年17期
舒正陽 景江明
摘要:水射流技術是近年來發展迅速的一種冷加工技術,其中磨料水射流比起純水射流具有更加優質的切割能力,但再切割時會不可避免地產生切縫錐度。本文簡述了磨料水射流切縫錐度成因和影響錐度的因素,通過調整射流壓力、進給速度、材料厚度,運用計算機輔助加工,同軸激光輔助加工等技術可減小甚至消除錐度誤差。
關鍵詞:磨料水射流;錐度;加工;切割
Abstract:Water jet technology is a kind of cold working technology which develops rapidly in recent years. Abrasive water jet has better cutting ability than pure water jet, but it will inevitably produce seam taper when re cutting. In this paper, the cause of the taper of abrasive water jet cutting seam and the factors affecting the taper are briefly described. The taper error can be reduced or even eliminated by adjusting the jet pressure, feed speed, material thickness, using CAM, coaxial laser aided machining and other technologies.
Key words:abrasive water jet;taper; machining;cutting
水射流泛指以各種單一流體或流體與其他介質(包括氣體、固體和光)構成的多相介質射流。水射流技術作為一種新興技術,近幾十年的發展十分迅猛,自20世紀60年代Franz博士獲得第一個高壓水射流切割系統專利到現在,已經歷了5個發展階段,在航空航天、機械制造、汽車、國防、軍工和核工業等工業領域得到愈來愈廣泛的應用。
由于純水射流的切割能力有限,只能切割一些軟材料,80年代,MohamedHashish博士發明了在水刀中添加石榴石磨料的方法[1],改善了水射流的切割能力,這種射流被稱為磨料水射流。比起傳統加工方式,他具有如下優點:
1、加工能力強,幾乎可加工除金剛石和鋼化玻璃以外的任何材料,特別是像復合材料、陶瓷、鈦合金等傳統加工方式難以加工的材料。
2、冷加工、對材料無熱影響,無熱變形與熱影響區,很適合熱敏材料的加工。
3、無機械應力,磨料水射流對工件的切割作用集中在射流方向上,橫向分力小,既可以切割薄材,也可以切割厚材。
4、成本低,原材料便宜,加工清潔無污染,廢液與磨料經過回收、過濾后可循環使用。
根據國際水射流界公認的射流結構圖(圖1),只有射流核心區一部分射流介質能保持噴嘴出口的初速度,從轉折段開始射流軸向流速和動壓力逐漸減少,能量降低。同時由于磨料水射流切割作為一種柔性切割方式,當磨料射流開始,噴嘴移動,射流跟著移動,可能上方上料被切穿而下方材料還沒有被切穿,射流束會隨著材料輪廓發生偏轉,導致磨料射流的“滯后”。
根據Hashish的理論與射流能量分布,在豎直方向上,切割表面從上到下又被分為三個區域:切割磨削區、變形磨削區、反射沖蝕區[2],所以由磨料水射流切割材料時的切縫形貌特征可知:切縫寬度上部大而下部小,從而在工件上產生切縫錐度。
影響磨料水射流切割的錐度大小的因素有很多,其中,切割壓力大小、進給速度及工件厚度對錐度影響較為明顯,它們之間相互影響。
在整個射流系統不變的情況下,材料厚度一定時,會有最適切割進給速度;切割頭的進給速度恰當,切縫錐度很小或者沒有錐度(切邊近乎垂直),但若切割進給速度過大,則會產生V型切口,在工件上形成上大下小的正錐度;若切割進給速度過小,則會產生倒V型切口,在工件上形成上小下大的倒錐度;若工件材料很厚,由于水射流能量衰減,速度有所降低且射流發生了偏轉,再加上水射流的回擊,導致切割產生鼓形切口,即兩端小、中間大的切口。
射流壓力直接影響射流功率,壓力越大,磨料水射流動能越大,能更快切穿工件,同時射流束的擴散隨著壓力增大而稍微減小,因此,在改變射流壓力的時候可以適當調節進給速度,一方面擴散變小從而減小切縫錐度,另一方面磨料水射流動能變高,能更加快速切穿工件,使工件上部、下部材料暴露在水射流下的作用時間減少減小錐度;同時壓力越高,切割表面的粗糙度越小。但是,由于水射流壓力多高,水射流擴散都是存在的,磨料水射流在切割工件是的錐度總是存在的,除非工件材料很薄。
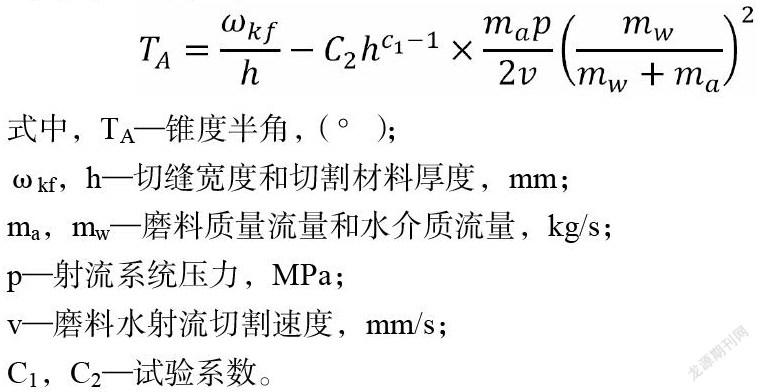
試驗研究表明,磨料水射流切割工件的錐度大小,可由包含幾個影響因子的公式[3]表示,即:
除此之外,有學者[4]通過在磨料水射流中添加高分子添加劑來研究切面錐度的影響,與磨料水射流同時切割大理石來對比實驗;試驗結果表明:(1)在相同的工況下,高分子磨料射流較清水磨料射流能減小切割面錐度;(2)高分子添加劑存在最優濃度,濃度過高或者過低反而會增大切割面錐度;(3)在相同刀具進給速度下,高分子磨料射流和清水磨料射流端面切面錐度隨靶距的變化規律相同。
錐度總是存在,它不僅影響工件的形貌特征和精度,尤其是在加工拐角處。所以實際生產加工中都會盡可能減小錐度。對于磨料水射流加工來說,首先要選擇合適的參數,射流必須具有足夠的能量(功率)來完成給定材料和給定厚度的切割,一般來說,材料越厚,所需射流功率越大;另一方面,對切割頭進行優化,從而更高地利用射流能量。其次是運動控制,切面的幾何精度和表面粗糙度對切割頭的走刀速度很敏感,必須根據材料類型和厚度來精確控制走刀速度和加速度。在此條件下,先進行試切割,測量錐度誤差,對錐度進行誤差補償。目前所使用的五軸磨料水射流機床可以根據加工工藝參數,由內建模型計算水射流加工的錐度值,然后通過將切割頭進行一定角度的傾斜,從而補償加工零件上的錐度誤差,使零件錐度滿足加工精度要求。
另外,有學者[5]通過在水射流裝置添加同軸輔助激光的方法來對其加工機理進行了研究,實驗發現,隨著激光能量和射流流速的增加,加工孔的錐度會減小,同時同軸水射流激光輔助加工可避免空氣中進行激光打孔而引起的熱影響層、再鑄層和微裂紋等表面缺陷。
結語
在磨料水射流加工技術中,錐度是影響加工工件形貌特征,表面粗糙度,精度等成因之一,切割壓力大小、進給速度及工件厚度對錐度有較大影響;通過一些手段,如改進裝置、優化加工參數、計算機控制刀具補償,可減小甚至消除錐度誤差。
參考文獻
[1]M.Hashis,A modeling study of metal cutting with abrasive waterjets[J]. Journal of Engineering Materials and Technology,ASME,1984,(106):221- 228.
[2]吳逾強.高壓磨料射流切縫特性實驗研究[D].重慶大學,2011.
[3]Jay Zeng,Axel Henning,kent.KerfCharacterization in Abrasive Waterjet Cutting.Proceedings of the 2009 WJTA American Waterjet Conference and Expo.WJTA,August 18-20,2009,Houston,Texas.1-H.
[4]裴江紅,胡東.高分子添加劑對磨料水射流切面錐度影響的研究[J].制造技術與機床,2016(05):83-86.
[5]王玉峰,王斌,張廣義,張文武.同軸水射流輔助激光加工效率及錐度實驗研究[J].電加工與模具,2018(03):35-38.
作者簡介
舒正陽,男,1996-,學生,碩士研究生在讀,西華大學,四川省成都市610039,研究方向:特種加工技術。