CFRP砂輪與鋼基體砂輪高速磨削過程中的動力學特性*
2021-11-06 08:36:20楊淮文朱建輝師超鈺劉保國吳曉磊
金剛石與磨料磨具工程 2021年5期
關鍵詞:振動
楊淮文,馮 偉,朱建輝,師超鈺,劉保國,吳曉磊 ,丁 浩
(1.河南工業大學 機電工程學院, 鄭州 450001)(2.河南省超硬磨料磨削裝備重點實驗室, 鄭州 450001)(3.超硬材料磨具國家重點實驗室, 鄭州 450001)(4.鄭州磨料磨具磨削研究所有限公司, 鄭州 450001)
磨削通常是機械加工的最后一道工序,其主要作用是保證零件表面的加工質量和所要求的加工精度。與傳統磨削相比,高速超高速磨削具有加工效率高、砂輪磨削比大、加工表面完整性好等突出優點,已成為目前最引人關注的高效加工技術之一[1-3]。近年來,碳纖維增強復合材料(carbon fiber reinorced plastics, CFRP)砂輪因其質量輕、啟動功率小、空耗功率小及磨削功率優良等特性而受到廣泛關注,并逐漸在高速超高速磨削中獲得應用[4]。
劉勇濤[5]開展CFRP砂輪與鋼基體砂輪功率消耗試驗研究,驗證了CFRP砂輪在高速磨削中具有減輕主軸負荷與減少能源消耗的優點;朱鑫樂等[6]建立CFRP砂輪和鋼基體砂輪有限元模型,分析了不同基體材料、截面形狀及鋪層方式對砂輪性能的影響;TAWAKOLI等[7]制作CFRP砂輪,在平面磨床上通過試驗研究CFRP砂輪的動態特性。研究表明:在高速磨削中,砂輪主軸系統的動力學特性很大程度上決定了磨床的加工質量和磨削能力[8-9]。現有關于CFRP砂輪的文獻主要集中于砂輪設計、制造及其性能研究上,對CFRP砂輪磨削過程的動力學特性研究還相對較少,對CFRP砂輪與金屬基體砂輪在高速磨削過程中的動力學特性的對比研究更少涉及。本試驗對比研究CFRP砂輪和鋼基體砂輪高速磨削過程的動力學特性。
1 高速磨削試驗方案
高速磨削試驗在數控凸輪軸磨床CNC8325上進行,工件為GCr15棒料,砂輪為CFRP基體與鋼基體砂輪,2種砂輪除基體外,其余參數均相同,具體參數如表1所示。磨削試驗系統如圖1所示。
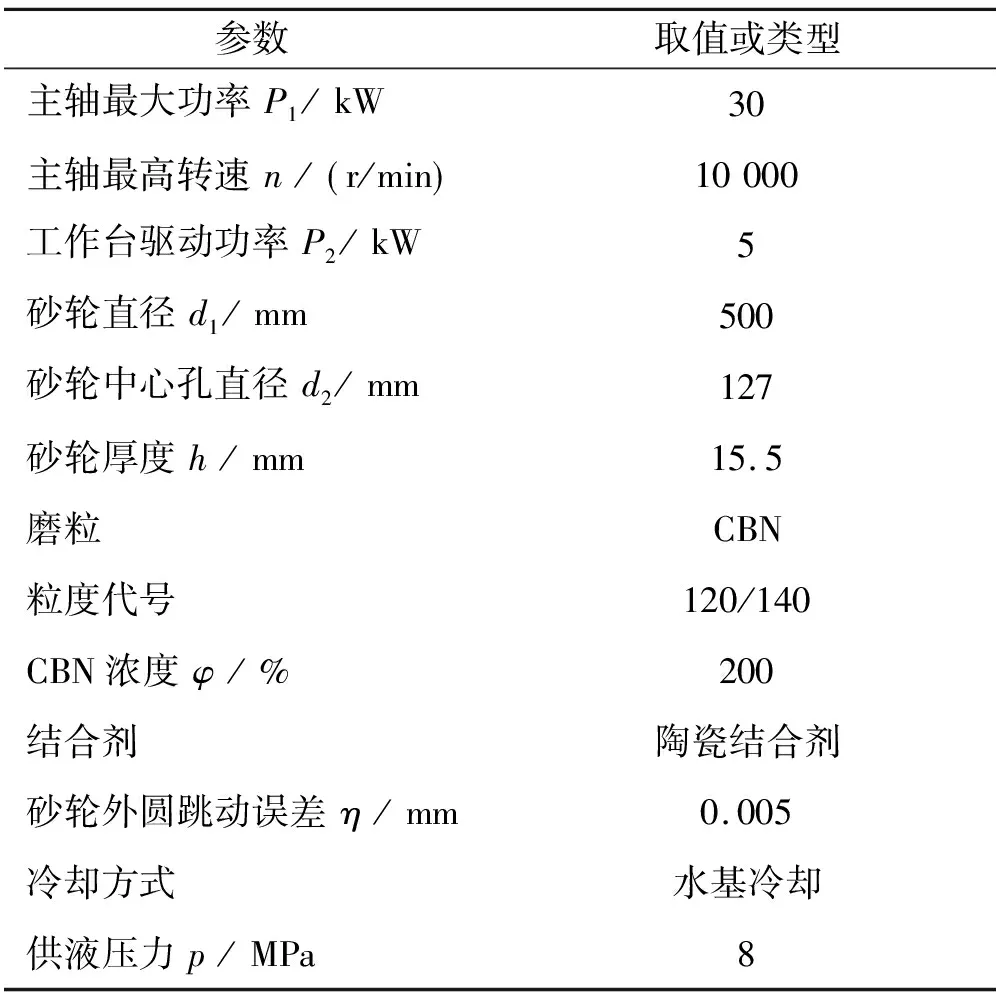
表 1 機床及砂輪參數
圖1 試驗系統框圖
圖2為磨削試驗現場。為了采集磨削過程中的振動信號,在主軸和尾架處分別布置一個PCB三向壓電式加速度傳感器,如圖2a所示。其中,主軸處加速度傳感器的靈敏度分別為102.36、102.20、100.06,尾座處加速度傳感器的靈敏度分別為49.73、52.25、49.53,單位均為mV/g。主軸處加速度傳感器用于測量主軸單元的振動信號,位于尾座的加速度傳感器用于測量工件的振動信號。如圖2b所示,測得的振動信號傳輸到安裝在DAQ-9178機箱上的NI9231采集卡上,經采集卡調理后的信號傳輸到PC機上,在Labview編制的主軸綜合測試系統上進行顯示并記錄。對記錄的信號用Matlab進行時域和頻域分析。磨削后的工件用TIME 3231表面粗糙度測試儀測量其表面粗糙度。
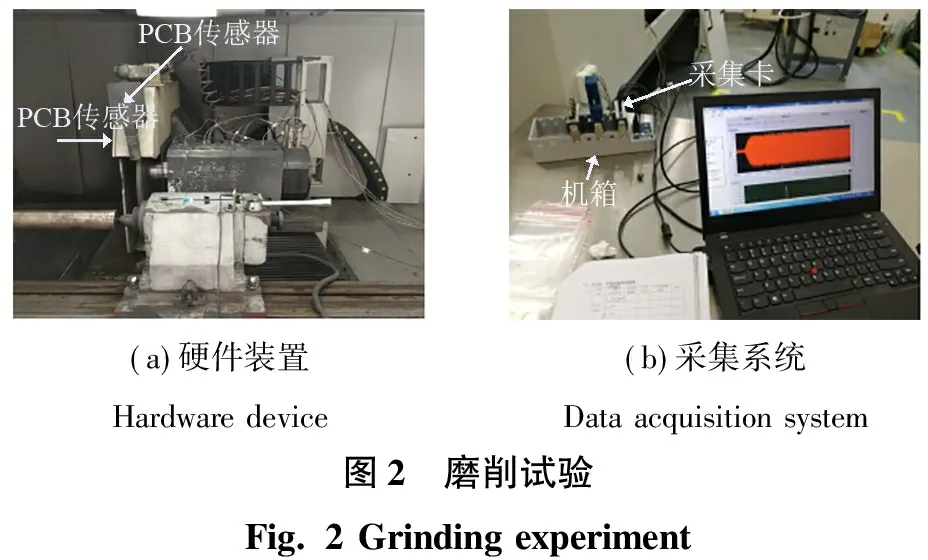
a 硬件裝置Hardwaredevice b 采集系統Dataacquisitionsystem圖2 磨削試驗Fig.2Grindingexperiment
2 高速磨削過程的動力學特性分析
2.1 模態試驗
按振動產生的原因,磨削過程的振動可以分為自激振動和強迫振動。自激振動與磨削用量密切相關,振動頻率接近于機床系統的某一固有頻率。強迫振動則與磨削用量無關,其振動頻率和外激振動頻率一致。此外,有研究人員提出混合振動這一概念,是強迫振動和自激振動的耦合[7],具有自激振動的特征,但振動頻率和強迫振動頻率一致。
由上述理論可知,磨削過程的動力學特性分析時需要知道砂輪主軸系統的固有頻率[10],將砂輪作為測試對象,采用單點激勵法[11],開展主軸系統的模態試驗。將力錘作為激振源,在砂輪水平方向和豎直方向單點施振,如圖3所示。在砂輪中心位置布置一個PCB三向壓電式加速度傳感器,獲取力錘單點施振時的砂輪主軸系統的振動信號,并記錄在PC機上。對測得的力信號和加速度信號進行處理,得到的頻響函數擬合圖如圖4所示。2種砂輪條件下對應的主軸砂輪系統各階固有頻率和阻尼比如表2所示。
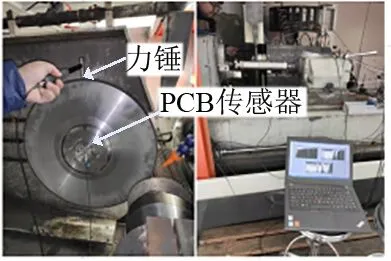
圖3 模態試驗
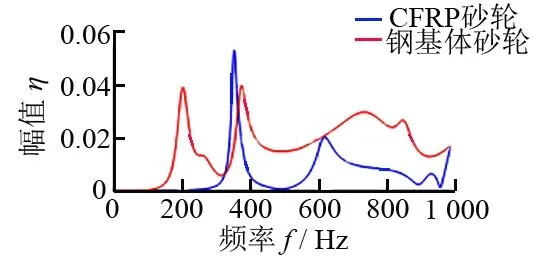
圖4 CFRP砂輪與鋼基體砂輪頻響圖
如表2所示:CFRP砂輪的各階固有頻率均大于鋼基體砂輪的各階固有頻率。尤其在低頻段,CFRP砂輪的一階固有頻率約為鋼基體砂輪一階固有頻率的1.8倍。由于磨削時砂輪的轉頻在低頻區域內,CFRP砂輪的這一特性,對磨削過程是十分有益的[12]。
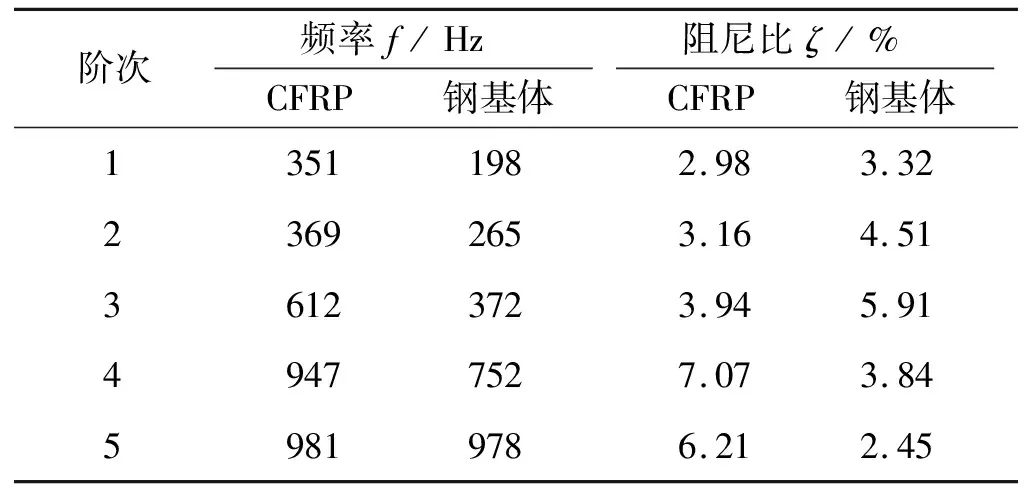
表 2 CFRP基體/鋼基砂輪各階模態和阻尼比
2.2 磨削過程的振動特性分析
2.2.1 不同砂輪線速度下系統的振動特性
根據現場經驗,選取固定的工件轉速n=60 r/min,進給速度vw=0.6 mm/min,磨削深度ap=0.5 mm,進而研究不同砂輪線速度vs=60~120 m/s下系統的振動特性,結果如圖5所示。
從圖5可以得出以下結論:當砂輪為CFRP基體砂輪,vs=60 m/s時,在低頻區域沒有明顯峰值,在984.0 Hz時的頻率峰值最大,砂輪外激振動頻率為31.0 Hz,與984.0 Hz并沒有明顯的倍數關系,排除振動是由于強迫振動引起的,而砂輪的第5階固有頻率為981.0 Hz,與984.0 Hz接近,故判斷振動過程中可能發生了自激振動[4];當vs=80 m/s時,包含的頻率有396.8、644.8、892.8 Hz。942.3 Hz處的頻率峰值明顯,此時砂輪外激振頻率為49.6 Hz,這幾個頻率依次是砂輪外激振頻率的8、13、20、21倍,此時砂輪的振動為強迫振動;當vs=100 m/s時,包含的主要頻率為248.0、556.0、618.0、800.0、866.0 Hz。其中,62.0 Hz為砂輪的外激振頻率,618.0 Hz與系統的第3階固有頻率612.0 Hz接近,且在砂輪轉頻的10倍附近,此時砂輪主要發生的是自激振動與強迫振動的耦合振動;當vs=120 m/s時,包含的主要頻率信息為297.6、595.2、967.2 Hz,其中砂輪的外激振頻率為74.4 Hz。這幾個頻率分別為砂輪轉頻的4、8、13倍,可以判斷,在磨削過程中,此砂輪主要發生了強迫振動。
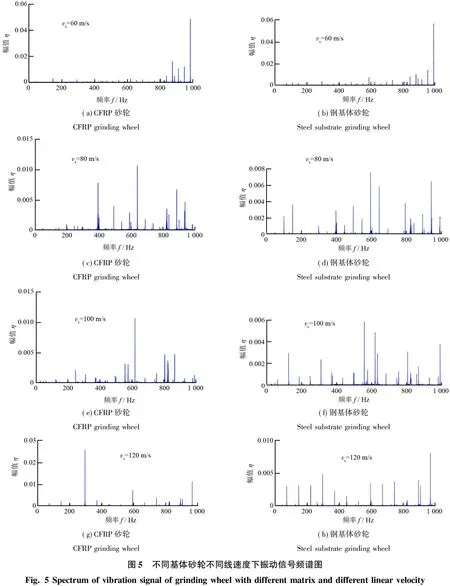
a CFRP砂輪CFRPgrindingwheel b 鋼基體砂輪Steelsubstrategrindingwheel c CFRP砂輪CFRPgrindingwheel d 鋼基體砂輪Steelsubstrategrindingwheel e CFRP砂輪CFRPgrindingwheel f 鋼基體砂輪Steelsubstrategrindingwheel g CFRP砂輪CFRPgrindingwheel h 鋼基體砂輪Steelsubstrategrindingwheel圖5 不同基體砂輪不同線速度下振動信號頻譜圖Fig.5Spectrumofvibrationsignalofgrindingwheelwithdifferentmatrixanddifferentlinearvelocity
從圖5還可知:在砂輪線速度vs=60 m/s時,圖5a與圖5b的2種砂輪的工件振動情況類似;在砂輪線速度vs=80~120 m/s時,鋼基體輪工件振動信號頻譜圖中沒有絕對優勢頻率,且低頻信號域中的峰值較大,而鋼基體砂輪系統的固有頻率集中在低頻區域,砂輪振動不是明顯的強迫振動或自激振動,而是以強迫振動和自激振動的耦合振動為主。
圖6為砂輪線速度對工件表面粗糙度的影響。如圖6所示:對CFRP基體砂輪和鋼基體砂輪磨削后的工件表面進行粗糙度檢測,工件表面粗糙度隨砂輪線速度變化而產生波動,前者的表面粗糙度明顯較小,較后者的減小30%~35%。為了判斷工件是否發生顫振[13],需要對其表面的振紋進一步觀察。
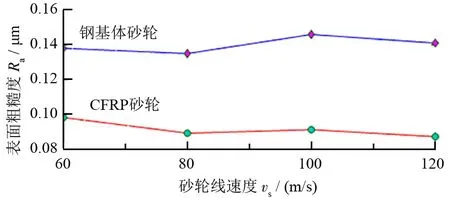
圖6 砂輪線速度對工件表面粗糙度的影響
圖7為磨削后工件表面振紋形貌。在vs=100 m/s時,2種砂輪磨削后的工件表面粗糙度都比較大,CFRP基體砂輪磨削表面粗糙度為0.091 μm,鋼基體砂輪磨削表面粗糙度為0.146 μm,檢查后發現工件表面均出現了振紋(如圖7中Ⅰ、Ⅱ處所示),表明磨削過程中發生了顫振。由以上分析可知,在顫振發生時,2種基體砂輪都發生了耦合振動,但CFRP基體砂輪磨削表面粗糙度比較小。顫振發生前后,測得CFRP基體砂輪磨削的表面粗糙度由0.089 μm變為0.091 μm,增大2.2%;鋼基體砂輪磨削的表面粗糙度由0.135 μm變為0.146 μm,增大8.2%。
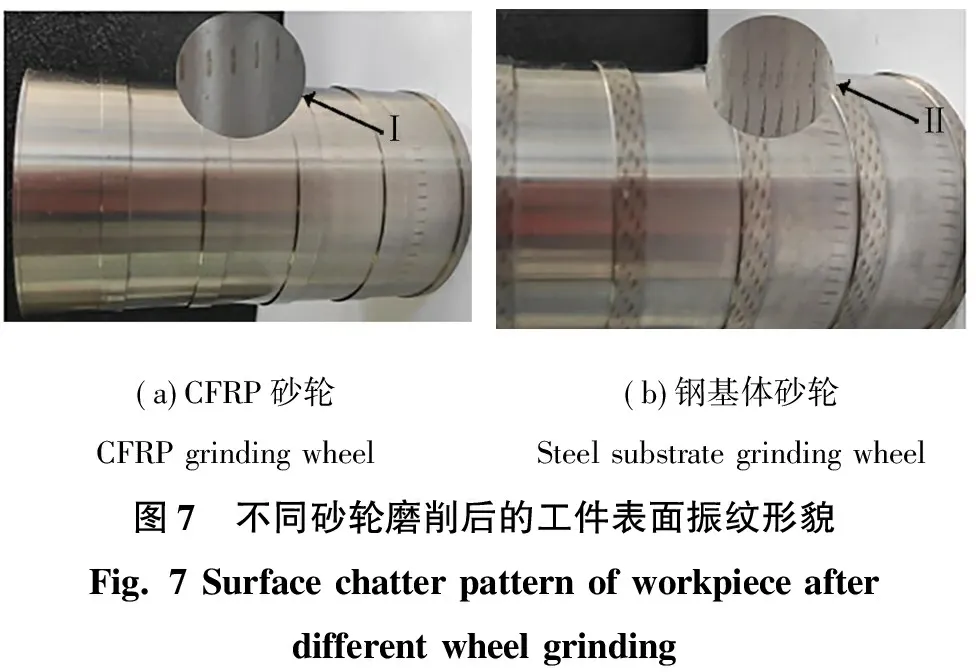
a CFRP砂輪CFRPgrindingwheel b 鋼基體砂輪Steelsubstrategrindingwheel圖7 不同砂輪磨削后的工件表面振紋形貌Fig.7Surfacechatterpatternofworkpieceafterdifferentwheelgrinding
2.2.2 不同進給速度下系統的振動特性
磨削加工時,砂輪的進給速度對砂輪振動特性也有影響。根據現場經驗,選取vs=120 m/s,n=60 r/min,ap=0.5 mm,砂輪進給速度vw分別為0.12、0.30、0.48、0.60 mm/min,工件振動信號頻譜如圖8所示。
從圖8可知:當砂輪為CFRP砂輪時,4組進給速度下的振動信號中的優勢頻率均為297.6 Hz。隨著砂輪進給速度的提高,優勢頻率的幅值越來越小,進給速度為0.12~0.60 mm/min時,優勢頻率幅值從0.032 5減小為0.025 7,減小20.8%,970.0 Hz處的頻率幅值從0.003 6增大為0.010 8,增大3倍,該頻率與砂輪系統的第5階固有頻率相近,砂輪向自激振動的方向發展。當砂輪為鋼基體砂輪時,4組進給速度下的振動信號頻譜中均無絕對優勢頻率.在低頻區域,主軸轉頻74.4 Hz及其倍頻處幅值較大,進給速度為0.12~0.60 mm/min時,971.0 Hz處的頻率幅值從0.000 5迅速增大為0.007 8,增大15.6倍,該頻率與砂輪轉頻的倍頻相近,且在系統的第5階固有頻率附近,砂輪振動類型逐漸發展為強迫振動與自激振動的耦合振動。
當2種砂輪的進給速度為0.48 mm/min時,工件上均開始出現振紋。這是由于在該進給速度下,出現了顫振,如圖9所示,此時vs=120 m/s。工件上標號a、b、c、d分別對應了砂輪不同的進給速度0.12 mm/min,0.30 mm/min,0.48 mm/min,0.60 mm/min。
圖10為vs=120 m/s時的工件表面粗糙度。如圖10所示:當砂輪為CFRP砂輪時,隨著砂輪進給速度的增加,工件表面粗糙度也增大;當工件表面開始出現振紋時,工件表面粗糙度達到最大;隨著砂輪進給速度的繼續增大,砂輪表面粗糙度又呈現減小趨勢。當用鋼基體砂輪進行磨削時,隨著砂輪進給速度的增大,工件表面的粗糙度也隨之增大。砂輪進給速度從0.12 mm/min 增大到0.60 mm/min,CFRP砂輪磨削工件表面粗糙度從0.085 μm變為0.087 μm,增大2.4%,鋼基體砂輪磨削工件表面粗糙度從0.137 μm變為0.141 μm,增大2.9%。根據模態試驗結果和上述分析可知,鋼基體砂輪磨削時更易發生耦合振動,其磨削表面粗糙度更大。
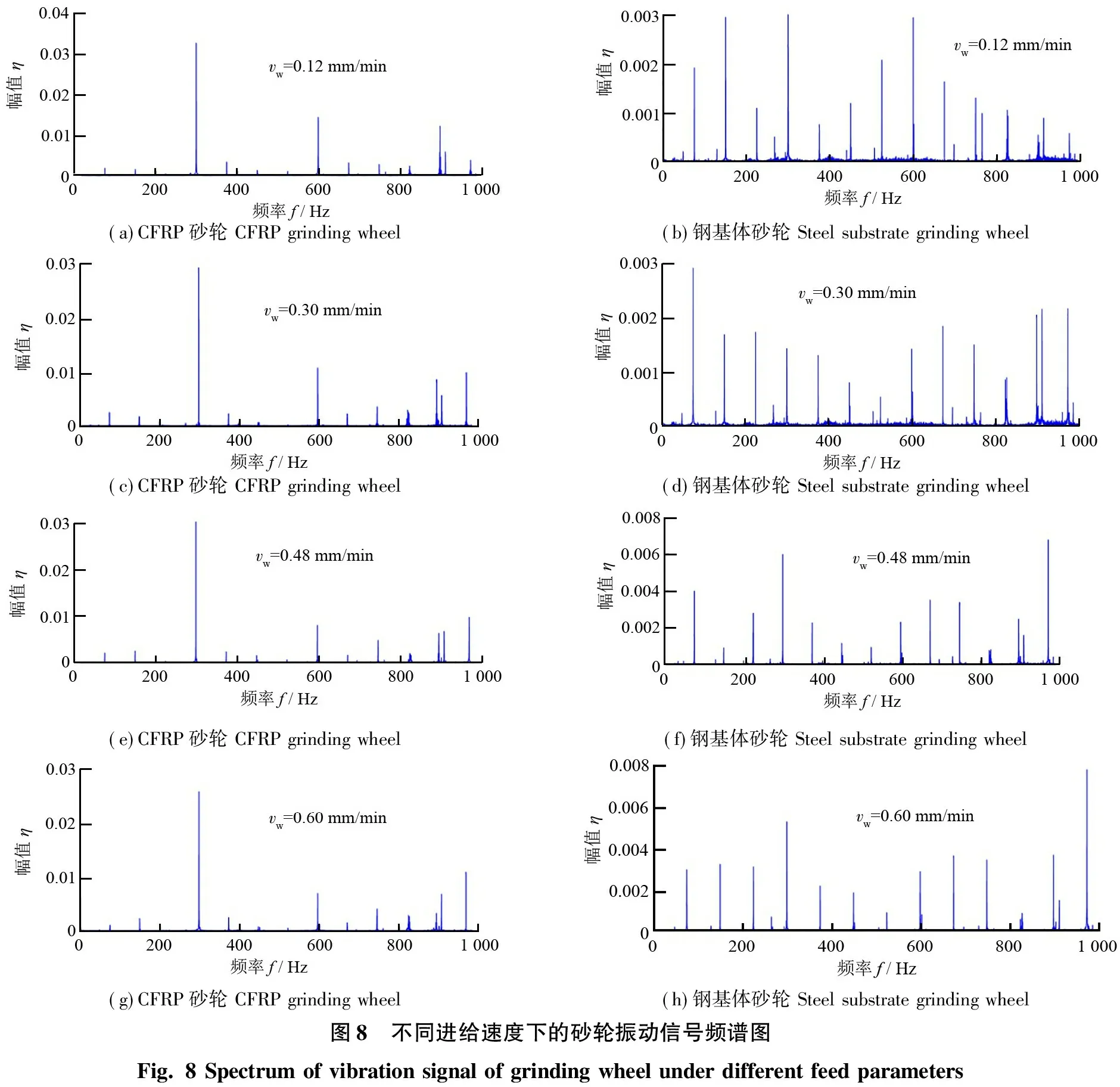
a CFRP砂輪CFRPgrindingwheel b 鋼基體砂輪Steelsubstrategrindingwheel c CFRP砂輪CFRPgrindingwheel d 鋼基體砂輪Steelsubstrategrindingwheel e CFRP砂輪CFRPgrindingwheel f 鋼基體砂輪Steelsubstrategrindingwheel g CFRP砂輪CFRPgrindingwheel h 鋼基體砂輪Steelsubstrategrindingwheel圖8 不同進給速度下的砂輪振動信號頻譜圖Fig.8Spectrumofvibrationsignalofgrindingwheelunderdifferentfeedparameters

a CFRP砂輪CFRPgrindingwheel b 鋼基體砂輪Steelsubstrategrindingwheel圖9 不同砂輪磨削后的工件表面Fig.9Workpiecesurfaceafterdifferentwheelgrinding
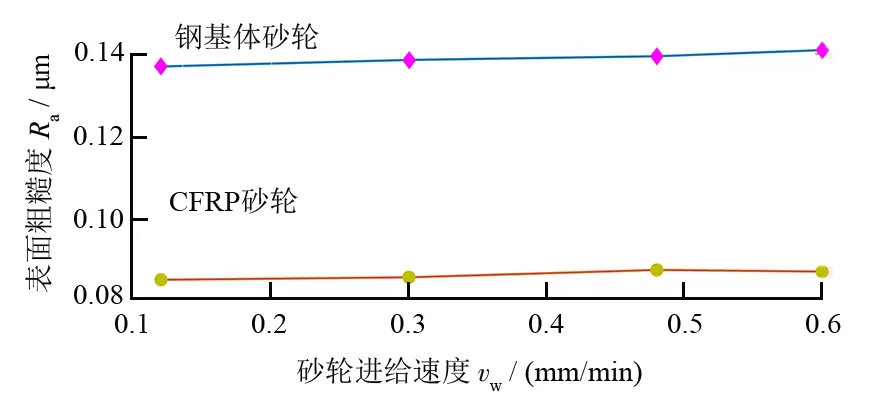
圖10 不同砂輪進給速度對工件表面粗糙度的影響
3 結論
通過CFRP砂輪和鋼基體砂輪在高速磨削過程中的動力學特性試驗和砂輪主軸模態試驗,分析磨削時的振動信號,研究高速磨削過程對動力學特性的影響,得到的主要結論如下:
(1)在磨削過程中,不同磨削條件下,會激發出系統不同的優勢頻率,進而引發不同類型的振動。CFRP砂輪主軸系統的各階固有頻率高于鋼基體砂輪主軸系統的各階固有頻率,CFRP砂輪相較于鋼基體輪,激發的主軸系統優勢頻率處于高頻區域,而磨削時轉頻通常在低頻區域,因此在磨削加工中不易發生振動,磨削優勢明顯。
(2)在磨削過程中,隨著砂輪線速度的增加,GCr15工件表面粗糙度隨之發生波動,前者的表面粗糙度明顯較小,較后者的減小30%~35%。顫振發生時,2種基體砂輪都為耦合振動,且在顫振發生前后,CFRP基體砂輪磨削表面粗糙度由0.089 μm變為0.091 μm,增大2.2%,鋼基體砂輪磨削表面粗糙度由0.135 μm變為0.146 μm,增大8.2%。
(3)在線速度一定的條件下,隨著砂輪進給速度的增大,CFRP砂輪和鋼基體砂輪工件表面粗糙度值都有增大,分別為2.4%和2.9%。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
