淺談鋁合金材料在附著式升降腳手架中的應用
2021-11-04 06:33:50周培東曹珍珠武鑫鑫高空亮
建筑機械化 2021年10期
周培東,曹珍珠,武鑫鑫,高空亮
(1.河南中之正工程技術研究院有限公司,河南 鄭州 450000;2.河南天立建筑工程技術有限公司,河南 鄭州 450000)
鋁合金在建筑行業中的應用已有百年歷史,尤其作為建筑裝飾材料為人們所熟,如鋁合金門窗外框、玻璃幕墻支撐體系以及鋁合金模板等的應用。伴隨著鋁合金在工業領域的廣泛應用,以鋁合金作為結構件的鋁合金建筑升降腳手架在國內市場逐漸出現,并越來越被重視。
1 6061-T6鋁合金
6061-T6 鋁合金廣泛應用于要求有一定強度和抗蝕性高的各種工業結構件,如卡車、塔式建筑、船舶、電車、鐵道車輛、家具機械零件、精密加工、模具等。鋁合金硬度大于其組成中的金屬硬度,其熔點降低,便于鑄造成型,鋁合金比純鋁具有更好的物理力學性能:易加工、耐久性高、適用范圍廣、裝飾效果好、花色豐富。鋁合金的優點是密度小、比強度和比剛度高,抗震能力強,可承受較大的沖擊載荷。同時,其切削加工和拋光性能好,是航空航天、儀器儀表、交通運輸等工業部門的重要結構材料。表1為6061-T6 鋁合金機械性能,表2 為6061-T6 鋁合金物理性能。

表1 6061-T6鋁合金機械性能

表2 6061-T6鋁合金物理性能
6061-T6 鋁合金中6061 表示是一種合金鋁,T6 表示熱處理狀態。表3 為A6061-T6 鋁合金化學成分,其主要合金元素為鎂與硅,具有中等強度、良好的抗腐蝕性、可焊接性,氧化效果較好。其硬度可達HV90 度以上,且具有良好的加工效果,無沙眼氣孔,平整度較好,是性價比較高的鋁合金材料。

表3 6061-T6鋁合金化學成分
2 6061-T6鋁合金成型工藝
鋁合金是純鋁通過冷加工強化,把強度提高多倍以上或通過添加鎂、錳、硅、銅、鋅、鋰、鈦等合金元素,再經熱處理進一步強化所形成的。冷加工是指金屬在低于再結晶溫度進行塑性變形的加工工藝,如冷軋、冷拔、冷鍛、沖壓、冷擠壓等。冷加工變形抗力大,在使金屬成形的同時,可以利用加工硬化提高工件的硬度和強度。熱處理是指材料在固態下,通過加熱、保溫和冷卻的手段,以獲得預期組織和性能的一種金屬熱加工工藝。
T6 狀態由固溶熱處理后進行人工時效的狀態,適用于由固溶熱處理后,不再進行冷加工(可進行矯直、矯平,但不影響力學性能極限)的產品。
固溶熱處理是將合金加熱至高溫單相區恒溫保持,使過剩相充分溶速冷卻,以得到過飽和固溶體的熱處理工藝。
時效處理可分為自然時效和人工時效兩種,自然時效是將鑄件置于露天場地半年以上,使其緩緩發生變形,從而使殘余應力消除或減少。人工時效是將鑄件加熱到550~650℃進行去應力退火,它比自然時效節省時間,殘余應力去除較為徹底。
6000 系合金均熱棒一般要控制在450~500℃左右,非均熱棒一般要高10~20 ℃。擠壓溫度控制的核心在出口溫度,一般出口溫度要在540~580℃之間,溫度低了強度不夠,溫度高了容易過燒。前面鑄棒溫度也要跟后面出口溫度相適應,比如擠壓比大的話,擠壓過程升溫較高,所以擠壓溫度要低一些,但是可能會出現首料擠不動的情況,這個時候就需要用稍微短的鑄錠。
3 鋁合金在附著式升降腳手架的應用
鋁合金應用在腳手架上,有著自重輕、耐腐蝕、可回收率高、勞動強度小、可重復利用的特點。但在實際使用中,切割和焊接時溫度較高,會大大影響鋁合金的性能,所以一般構件采用擠壓成型工藝。下面簡要講幾種鋁合金構件的成型工藝。
3.1 腳手板
腳手板主材型材有3 種形式。
1)采用600 寬鋁型材一次性擠壓成型,擠壓機要求噸位高,成本高,加強肋需要焊接,見圖1。
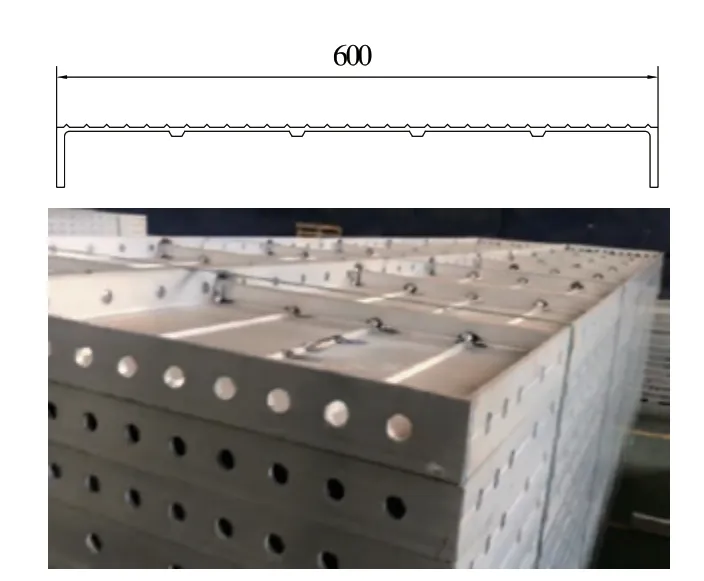
圖1 600寬鋁型材一次性擠壓成型
2)采用300 寬鋁型材擠壓成型后,拼焊或使用螺栓連接成600 寬腳手板,見圖2。
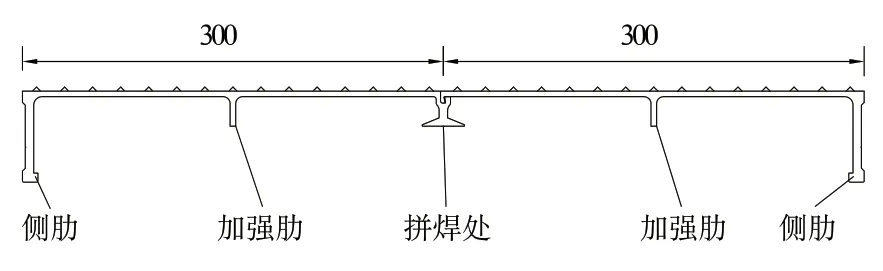
圖2 300寬鋁型材拼接或螺栓連接成型
3)采用200 寬和400 寬鋁型材擠壓成型后,拼焊或使用螺栓連接成600 寬腳手板,見圖3。
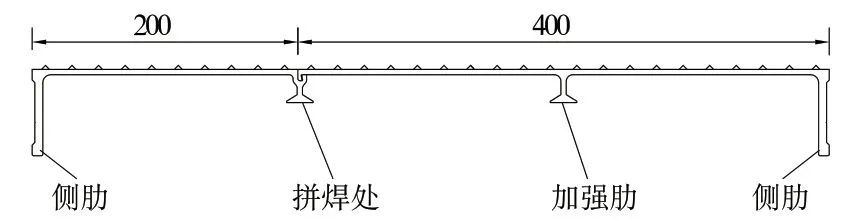
圖3 200和400寬鋁型材拼接或螺栓連接成型
以上3 種形式,型材按尺寸要求進行切割,側肋使用沖孔機沖孔,腳手板端板焊接后可成型附著式升降腳手架使用腳手板。
3.2 導軌
導軌可直接擠壓成型,也可根據不同廠家的需要做成不同的截面,見圖4。
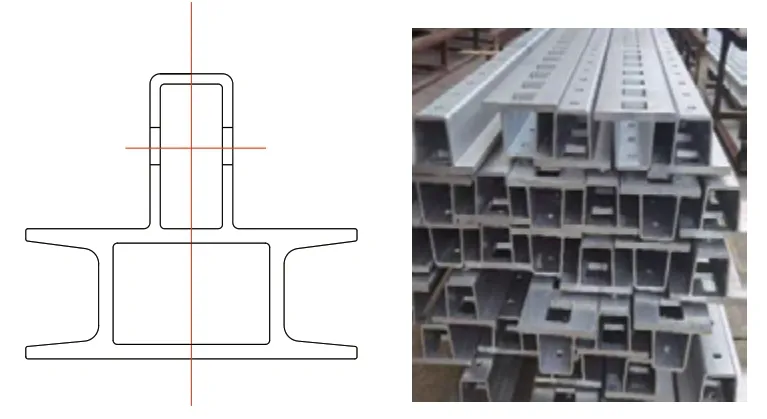
圖4 鋁型材導軌截面
3.3 立桿
立桿可直接擠壓成型,也可根據不同廠家的需要做成不同的截面,目前有50×50 截面、40×80 截面等,還有陰陽角立桿、因固定網片需要做成特殊帶耳立桿,孔距100mm,使用沖孔機沖孔,立桿形式見圖5。

圖5 鋁型材立桿形式
3.4 網框網片
網框網片分為瓦楞狀網片和網框網片組合型兩種形式。
瓦楞狀網片采用鋁材擠壓成鋁板,然后在鋁板上沖孔,再折彎,尺寸厚度形狀根據不同廠家而定,見圖6。網框網片組合型采用鋁材擠壓成鋁板、鋁方管,再使用鋁片、自攻絲、連接件連接,見圖7。

圖6 瓦楞狀網片
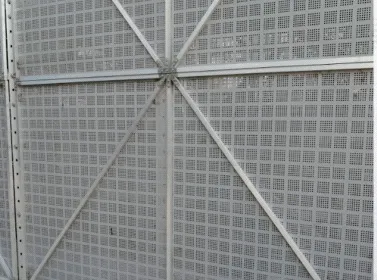
圖7 組合式網框網片
3.5 升降機構(包含上下吊點、附墻件等)
考慮到鋁材的強度較鋼材小,上下吊點結構較為復雜,使用鋁合金擠壓成型難度較大且成本較高,目前市場上上下吊點采用鋼型材質較多,見圖8。

圖8 鋼型升降機構
附墻件主體可通過鋁材擠壓成型,一些承重構件,例如頂撐、防墜器目前仍較多采用鋼制,見圖9。
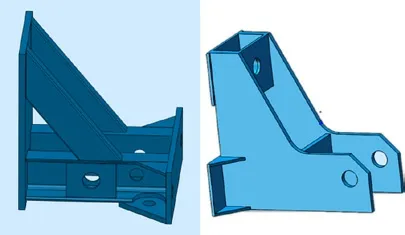
圖9 附墻件形式
3.6 其他
水平桁架、之字撐使用材料可以使用鋁合金擠壓,但是需要多次焊接構件才可成型。有空間水平桁架可直接采用鋁合金擠壓成型,見圖10。

圖10 水平桁架和之字撐
4 機械性能實驗
鋁合金型材截面如圖11。
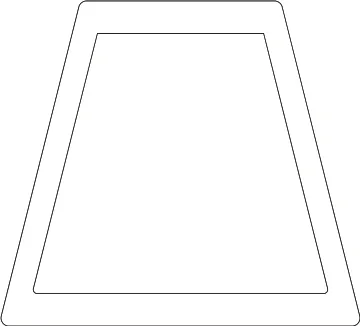
圖11 試驗型材截面
做初步力學實驗,用壓力機分別壓縮梯形型材的上下面,第一組和第二組出自不同擠壓機擠壓出來相同梯形截面型材的上表面。第三組和第四組出自不同擠壓機擠壓出來相同梯形截面型材的下表面。第一組和第三組、第二組和第四組分別出自同一擠壓機同一批次相同梯形截面型材的上、下表面。實驗型材長度6m,a 點表示距端部0.05m 中心點,b 點表示距端部3m 中心點,c 點表示距端部5.95m中心點,具體實驗數據見表4。
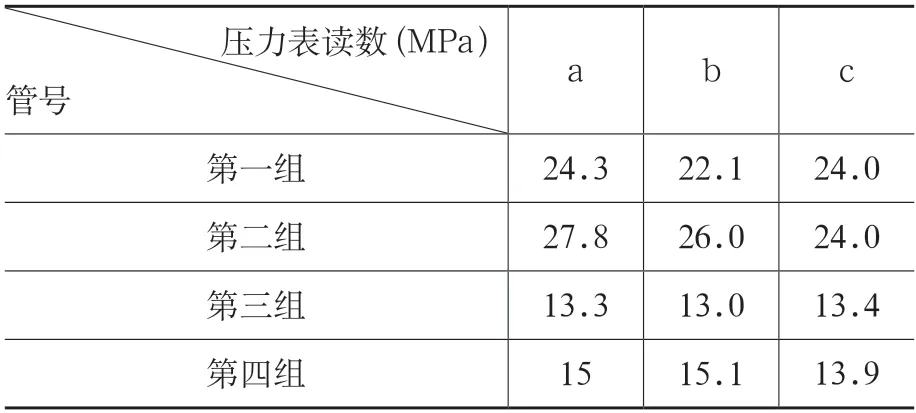
表4 鋁合金型材擠壓實驗數據
根據壓力機型號,換算成實驗鋁合金型材實際抗壓強度表,見表5。換算成實驗鋁合金型材實際抗剪強度表,見表6。

表5 實驗鋁合金型材實際抗壓強度表
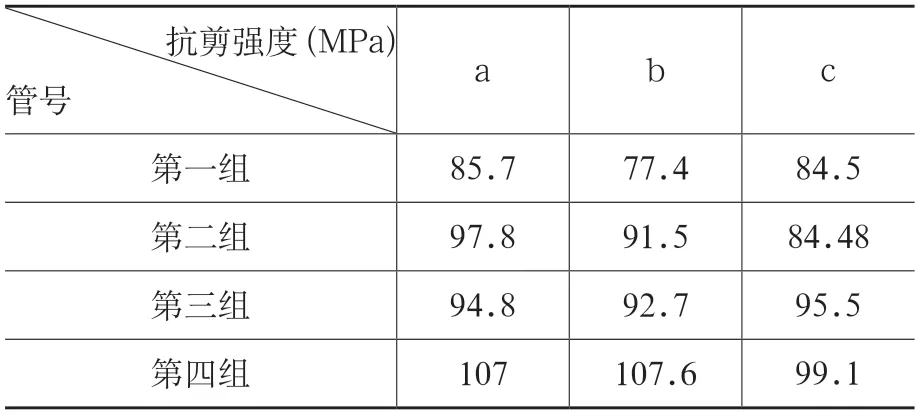
表6 實驗鋁合金型材實際抗剪強度表
由上述數據可得出如下結論。
1)由第一組和第三組、第二組和第四組數據可知:同一臺擠壓機出來的同一根鋁合金型材的不同截面,其抗壓強度不同。
2)由第一組、第二組、第三組、第四組數據可知:同一臺擠壓機出來的同一根鋁合金型材不同部位(端部、中間),其抗壓、抗剪強度有差異。
3)由第一組和第二組、第三組和第四組數據可知:不同擠壓機或不同批次擠壓出來的相同截面的鋁型材,其抗剪強度有差異。
實驗受環境和器材的影響,具有一定誤差,后續仍需精密儀器和大量數據來進一步驗證。
5 結語
鋁合金材料在附著式升降腳手架中的使用一般以鋼鋁混搭存在,用量最大的部件:立桿、腳手板、導軌可為鋁合金部件。網框網片因鋼制價格低,且強度高,不適宜使用鋁合金材料。上下吊點、附墻件、之字撐、連接件等因其結構復雜,且需承力較大,不適宜使用鋁合金材料制作。
6061-T6 鋁合金性能受溫度影響較大,焊接后焊縫處如果未做熱處理,其力學性能將大大下降,其力學性能有待進一步驗證。
6061-T6 鋁合金型材受加工環境和工藝過程影響,其機械性能呈現一定變化。
