生產PC柱時容易出現的質量問題及預防和補救措施
2021-11-03 13:14:08黃振興
商品混凝土 2021年9期
黃振興
(天津市啟源裝配式建筑有限公司,天津 300074)
0 前言
PC 柱是裝配式九大常用構件之一,也是裝配式構件中重要的構件,生產工藝相對于其它常用構件如疊合板、樓梯、空調板、陽臺板等構件比較復雜,生產過程中如果一些關鍵工序質量控制不好,就會出現許多質量問題。本文通過實際生產案例列舉了生產 PC 柱時容易出現的質量問題,分析了這些質量問題產生的原因,并制定了相應的預防和補救措施,供同行們參考,以防患于未然,杜絕此類質量問題的發生。
1 生產 PC 柱時容易出現的質量問題及質量問題產生的原因
1.1 PC 柱蒸養后發現表面開裂
某工廠 PC 柱澆筑完畢,收完面后蒸養 5 小時,同條件試件達到設計強度 70%,可以拆模和起吊時,發現有 PC 柱出現裂縫;當天生產了 3 根柱,2 號模臺 2根,4 號模臺 1 根;撤除養護棚時發現,2 號模臺生產的 2 根柱的柱表面都有開裂,有多條裂紋,而 4 號模臺生產的柱,沒有任何裂紋。
通過盤查各關鍵工序質量控制情況發現,首先,使用相同的混凝土配合比和相同的澆筑工藝,2 號模臺生產的柱表面出現許多道裂縫,而 4 號模臺生產的柱表面無裂縫,這就說明混凝土配合比和澆筑工藝沒有問題,否則兩根柱都會出現裂縫。其次,在現場發現 2 號模臺生產的柱表面溫度非常高,極為不正常,而 4 號模臺生產的柱表面溫度正常。經過回看混凝土蒸養溫度曲線發現,2 號模臺生產的柱蒸養溫度失控,見圖 1,溫度一直上升到 80℃ 左右,超過了規范規定的不得超過 55℃的混凝土蒸養技術要求,因此斷定養護溫度太高,造成水泥水化太快,導致混凝土收縮過大,而產生裂縫。
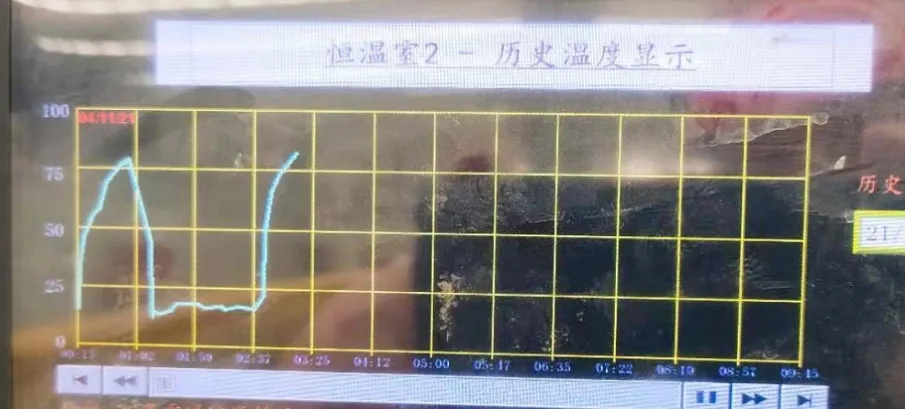
圖1 2 號模臺生產的柱蒸養溫度曲線
從圖 2 可以清楚地看出,4 號模臺生產的柱蒸養溫度始終控制在 55℃,符合規范要求,因此沒有裂縫。
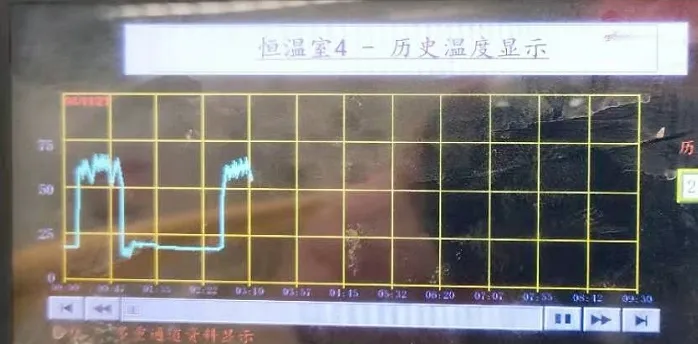
圖2 4 號模臺生產的柱蒸養溫度曲線
由以上分析可以得出 2 號模臺生產的柱出現裂縫質量問題的主要原因是:蒸養溫度失控,溫度一直上升到80℃ 左右,超過了規范規定的不得超過 55℃ 的技術要求,養護溫度太高,造成水泥水化太快,導致混凝土收縮過大,而產生裂縫。分析出原因,更換了有問題的溫控器,就沒有再出現此類質量問題。
1.2 PC 柱表面出現起皮現象
某工廠生產好 PC 柱,第二天撤除養護棚,拆模時發現柱表面起皮(見圖 3),形成一層 1mm 左右軟弱層,用手指輕輕一碰就碎裂,用扁鏟很容易鏟掉,而下層混凝土正常。

圖3 PC 柱表面出現起皮現象
經過排查發現,首先工人抹面抹早了,還沒有初凝就抹完面,這時混凝土還沒有收水,水分隨著混凝土逐漸凝固而遷移至其表面,造成表層混凝土水膠比大大增加,形成強度極低的漿皮。其次,柱表面沒有覆蓋塑料薄膜,蒸養時蒸養棚中蒸汽在蒸養棚頂部遇冷凝結成水珠,滴到柱表面混凝土上,而此時混凝土還沒有初凝,將混凝土表面沖壞,形成強度極低的漿皮,加劇了混凝土表面出現起皮的質量問題。分析出原因后,嚴格要求工人在初凝時抹面,抹完面立即覆蓋塑料薄膜,就解決了這個質量問題。
1.3 PC 柱表面出現微裂
某工廠生產好 PC 柱,第二天撤除養護棚,拆模時發現柱表面出現許多微裂(見圖 4)。
圖4 PC柱表面出現微裂
經過排查后發現,工人抹面抹早了,還沒有初凝就抹完面,這時混凝土沒到初凝,收縮還沒有完成,在初凝前抹完面,混凝土到初凝時還會收縮產生裂縫。因此,只有在初凝時抹面才是有效的,在這個這時候消除混凝土收縮產生的微裂后,混凝土由于已經到達初凝,以后收縮就很小,混凝土已經開始有強度,可以抵抗收縮應力了,就不會再產生微裂。所以,混凝土抹面時機極為關鍵,必須在混凝土初凝時收面,否則過早收面,等混凝土初凝時還會產生表面收縮裂縫;也不能在初凝后收面,否則就抹不動了,無法消除表面產生的收縮裂縫。分析出原因后,嚴格要求工人在初凝時抹面,就解決了這個質量問題。
1.4 PC 柱出現趴腳
所謂“趴腳”是混凝土行業的行話,意思是接近模臺的柱下側出現漲模,導致柱下側寬度增加、甚至超標的現象。某工廠,在拆模后,就發現柱出現“趴腳”的質量問題(接近模臺的柱下側出現漲模導致柱下側寬度增加),見圖 5。主要原因是原來定位鋼板的力度不夠,沒有抵抗住模板下側漲出的力。分析出原因后,模板下側增加了定位磁盒,再加上定位鋼板,就能抵抗住模板下側漲出的力,避免了“趴腳”的質量問題(見圖6)。

圖5 柱出現“趴腳”現象

圖6 模板下側加定位磁盒防止趴腳
1.5 PC 柱灌漿套筒定位不準
某工廠柱拆模后,質檢員發現灌漿套筒定位不準(見圖 7),有些灌漿套筒的中心位置偏差超出規范要求。經過排查發現主要問題是柱鋼筋綁扎時架空(見圖8),鋼筋的自重導致整體鋼筋籠中間下墜,影響了灌漿套筒與定位膠塞和模板的準確定位。

圖7 灌漿套筒與底模之間有間隙

圖8 柱鋼筋綁扎
找出原因后,就采取了相應措施,將鋼筋籠立起來(見圖 9),利用鋼筋籠自重使灌漿套筒與定位膠塞和模板緊密結合,然后上緊定位螺栓,就解決了這個質量問題。

圖9 將鋼筋籠立起來便于準確定位灌漿套筒
1.6 砂漿進入 PC 柱預埋線盒
某工廠 PC 柱拆模后發現砂漿進入預埋線盒和線管,影響使用。經過排查發現預埋線盒和線管之間都有空隙,砂漿容易流入;因此,采取了事先將所有縫隙和空隙都用玻璃膠封閉的措施(見圖 10),避免了砂漿進入線管和線盒。

圖10 將所有縫隙和空隙都用玻璃膠封閉
1.7 拆模后無裂縫,澆水后出現裂縫
某工廠柱生產、蒸養完畢,第二天拆模時沒有裂縫,拆完摸工人立即澆水養護,第二天卻發現柱表面出現裂縫。經過排查發現,剛拆完摸的柱子表面溫度 50多度,而養護用水的溫度是 15℃,此時柱子內部中心溫度 70 多度,這樣就人為制造了柱子內外巨大溫差,溫差高達 50 多度(70℃-15℃=55℃),遠遠超過了規范規定的“內外溫差不允許超過 25℃”的要求,造成了溫差裂縫。分析出原因后,要求生產部門拆模后先把柱體用塑料薄膜嚴密包裹起來,利用混凝土自身的水分自養護,等柱體溫度下降到室溫后,再澆水養護,就解決了這個問題。
1.8 拆模后無裂縫,未采取任何養護措施三天后開始出現裂縫
某工廠柱生產、蒸養完畢,第二天拆模時沒有裂縫,未采取任何養護措施,在車間靜置一天后,就轉運到室外堆場,三天后發現柱子出現裂縫。經過分析,生產部沒有按照質檢部門要求保濕養護 7 天,而剛生產完畢的柱強度還不高,混凝土的水化還沒有完成,混凝土內部還在進行劇烈水化,這個過程一般要持續 7 天,混凝土大部分活性膠材水化完畢后,水化才會趨于平緩,因此,在這頭七天混凝土中膠材劇烈水化時,混凝土收縮是最大的,如果不澆水養護,混凝土表面就會失水,造成混凝土內外強度發展不一致,就會產生裂縫。知道原因后,后續生產的柱先用塑料布包裹保濕養護,然后澆水保濕養護 7 天,就沒有再發生裂縫。
2 補救措施
2.1 表面出現較大開裂的補救措施
(1)沿裂縫開 V 型槽,深度與開裂深度一致,寬度約 2cm。
(2)用氣管吹凈混凝土殘渣和灰。
(3)用清水沖洗干凈。
(4)用環氧樹脂封閉裂縫。
(5)用水泥砂漿修復外觀。
2.2 表面起皮的補救措施
(1)用扁鏟鏟去起皮的軟弱層。
(2)用與配合比水泥、礦粉、粉煤灰比例相近的水泥漿修復。
(3)用砂紙打磨修復外觀。
2.3 表面微裂的補救措施
(1)用與柱體表面顏色相近的修補砂漿修復所有微裂。
(2)用砂紙打磨修復外觀。
2.4 砂漿滲入線管、線盒的修復
(1)要第一時間在砂漿強度不高時,及時清理,通開線盒、線管通道。
(2)如果無法通開,只能沿線盒、線管走向切開,更換線管線盒。
(3)用顏色相近砂漿修復。
(4)用砂紙打磨修復外觀。
3 糾正和預防措施
根據上述實際案列,為了保證 PC 柱產品質量,特制定以下糾正和預防措施:
(1)柱澆筑完畢后,要注意表面浮漿是否過多,如果浮漿過多,要刮除浮漿并適當添加石子。
(2)掌握好收面時機,必須在混凝土初凝時收面,否則過早收面,等混凝土初凝時還會產生表面收縮裂縫;也不能在初凝后收面,否則就抹不動了,無法消除表面產生的收縮裂縫。
(3)收好面立即覆蓋塑料薄膜,防止表面失水產生裂縫。
(4)蒸養前檢查溫控器是否正常,防止溫控器失靈,造成蒸養溫度失控。
(5)蒸養溫度嚴格控制在 55℃,嚴禁超過 55℃。
(6)蒸養時間按目前環境溫度(最低氣溫 15℃、最高氣溫 25℃)推薦 2.5~3 小時,具體蒸養時間,需要生產部根據實際生產情況和同條件試件強度確定。
(7)線管、線盒容易滲入砂漿,有縫隙處要用玻璃膠封閉,防止砂漿滲入線盒、線管。
(8)模板下部與模臺接觸處,除了用定位鋼板定位,還要用定位磁盒頂住模板,防止出現“趴腳”的質量問題。
(9)灌漿套筒定位時,將柱子立起來,以便準確定位。
(10)拆模后,不可立即澆水溫比較低的水養護,而是及時用所料薄膜包裹,保濕養護,等柱體溫度下降到室溫時,再澆水養護。
(11)拆模后,待柱溫度下降到室溫,及時澆水養護,養護時間 7 天。
(12)試驗室留置好同條件試件,同條件強度達到25MPa 方可拆模、起吊。
4 結語
PC 柱混凝土質量與混凝土配合比、生產工藝、養護的溫度和濕度密切相關,目前大部分公司混凝土配合比、澆筑和生產工藝沒有問題,主要問題都出在混凝土的養護的溫度和濕度上。因此,大家一定要重視好 PC柱的保溫、保濕養護,這樣才能打造優質 PC 柱構件。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
水利規劃與設計(2020年1期)2020-05-25 08:01:30
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
中國軍轉民(2017年6期)2018-01-31 02:22:28