雙絲埋弧焊在水電站壓力鋼管焊接中的應用
2021-11-03 01:06:46姜德虹馬云川
四川水利 2021年5期
姜德虹,馬云川
(1.四川省城市建設工程監理有限公司,成都,610213;
2.四川省送變電建設有限責任公司,成都,611731)
1 引言
遼寧清原抽水蓄能電站工程鋼管襯砌長度約3899m,采用分組供水方式,即三洞六機布置形式,主要建筑物由輸水系統、上水庫、下水庫和地下廠房系統及開關站等部分組成。壓力鋼管總量約為2.8萬t,壓力鋼管板材選用500MPa、610MPa、780MPa強度鋼板。鋼管管徑種類多,最大可達6.8m,最小2.5m。
本項目鋼板總量大,鋼板厚度多在32mm以上。在壓力鋼管的生產中,鋼板焊接是主要工序。此外,受疫情影響,開工時間整體推遲。由于施工周期緊,焊接質量要求高,帶來了很大的困難,為了滿足現場生產的需要,加強焊接方面的研究,并查閱了相關資料,最后選擇了高效率、高節能的雙絲埋弧焊。本文主要介紹壓力鋼管的焊接方法,以供參考。
2 工程概況
遼寧清原抽水蓄能電站位于遼寧省撫順市清原滿族自治縣北三家鄉境內,下水庫壩址距清原滿族自治縣公路里程30km、距撫順市公路里程117km、距沈陽市公路里程176km。沈吉高速、國道G202從距下水庫約10km處通過,地理位置較優。清原抽水蓄能電站距遼寧負荷中心近,電站建成后接入遼寧電網,在電網中承擔調峰、填谷、調頻、調相、緊急事故備用等任務,同時電站具備黑啟動能力。
遼寧清原抽水蓄能電站為Ⅰ等大(1)型工程,主要建筑物為1級建筑物。樞紐工程主要建筑物有上水庫、下水庫、輸水系統和地下廠房系統及開關站等部分。輸水系統和地下廠房系統布置于小石英溝和大石英溝之間的山梁內。主要由引水和尾水系統組成,總長約為3899m。
3 雙絲埋弧焊工藝優勢
雙絲埋弧焊是高速焊接方法之一,在近幾年才發展成熟,雙絲分為雙極雙絲和單極雙絲。此電站選用雙極雙絲,它相對于單絲而言有兩大主要特點,分別為填充量大、熱輸入小。焊接時為單熔池焊接,兩絲間距為25mm~40mm之間,將參數調整到最佳時,它還有以下優點。
3.1 高速
高效焊接指的是相對于單絲而言,焊接填充量一定的情況下,雙絲速度高于單絲。雙絲埋弧焊兩電極處于同一熔池中,熱輸入穩定且熔敷金屬在液態時間較長,可以使焊縫中微量元素擴散均勻,減少成分偏析現象,在速度提高的情況下保證了焊縫的質量。雙絲埋弧焊后絲還有對焊縫進行二次加熱的作用,雙絲這幾個特點均有利于焊縫的質量。雙絲高效焊接在薄板時與單絲相當,但是板厚超過30mm,焊接速度明顯提高,經過簡單計算,雙絲速度可達到單絲焊接的1.35倍,節省了大量的時間。
3.2 節能
高速焊接還有節能的特點。從耗能方面講,后絲不僅僅是填充,對焊縫還有加熱作用,在焊縫方面為能量損耗,在機器方面節省電能,速度提升后,焊接時間也明顯減少,耗電量也隨之降低。
3.3 成形
在現場施工作業中,埋弧焊單絲高速焊接,對焊縫成形及焊接質量均有影響。成形時熔池還未全部攤開就開始凝固,導致焊縫成形不好,脫渣性差還易出現咬邊等缺陷。雙極雙絲埋弧焊由于其前絲極強的穿透力在焊接薄板時可直接進行焊接,不用開坡口。在中型、大型、超大型水電站或抽水蓄能電站的壓力鋼管制作中,大部分板厚均在30mm以上,在焊接厚板時,針對雙絲在下料坡口方面做出改變,來體現雙絲的高效率及成形美觀。
4 焊接設備、材料以及工藝
4.1 焊接設備
焊接設備選用MZ-1250晶閘管控制系統雙極雙絲埋弧自動焊。主要設備包含埋弧焊電源(由于為雙電極,電源分為直流電源和交流電源)、埋弧焊焊接小車、軌道等。埋弧焊具有數顯功能,焊接實際參數均能反應在屏幕上,方便技術員及質檢人員進行監督檢查。
4.2 焊接材料
壓力鋼管鋼板種類多,在本論文中用500MPa強度焊材舉例說明:焊絲直徑為5mm,牌號選取XY-H10Mn2配XY-AF101焊劑,焊劑在使用前350℃下烘干2h。
4.3 焊接工藝
500MPa強度鋼板焊接已經非常成熟,針對500MPa強度鋼板編制了焊接工藝參數,道間溫度控制根據鋼板性能及《水電水利工程壓力鋼管制作安裝及驗收規范》(GB 50766-2012)要求,控制在60℃~230℃之間。具體要求詳見表1和圖1。

表1 焊接工藝參數

圖1 焊接坡口尺寸和焊道分布
5 試驗結果及分析
5.1 宏觀檢測
在現場將焊接工藝卡進行張貼,并對焊工進行交底,焊工須嚴格按照焊接工藝卡參數進行焊接。圖2、圖3分別為表面成形和焊縫內部TOFD探傷照片。經檢查,焊縫成形良好且內部無缺陷,圖譜清晰可見,焊縫熔合區位置平滑過渡且余高良好,均符合焊縫成形等相關規范要求。
5.2 力學性能檢測
在正式焊接前根據《水電水利工程壓力鋼管制作安裝及驗收規范》(GB 50766-2012)要求進行焊接工藝評定,在相關實驗室對焊接工藝評定試件進行了檢測。試樣力學性能見表2。
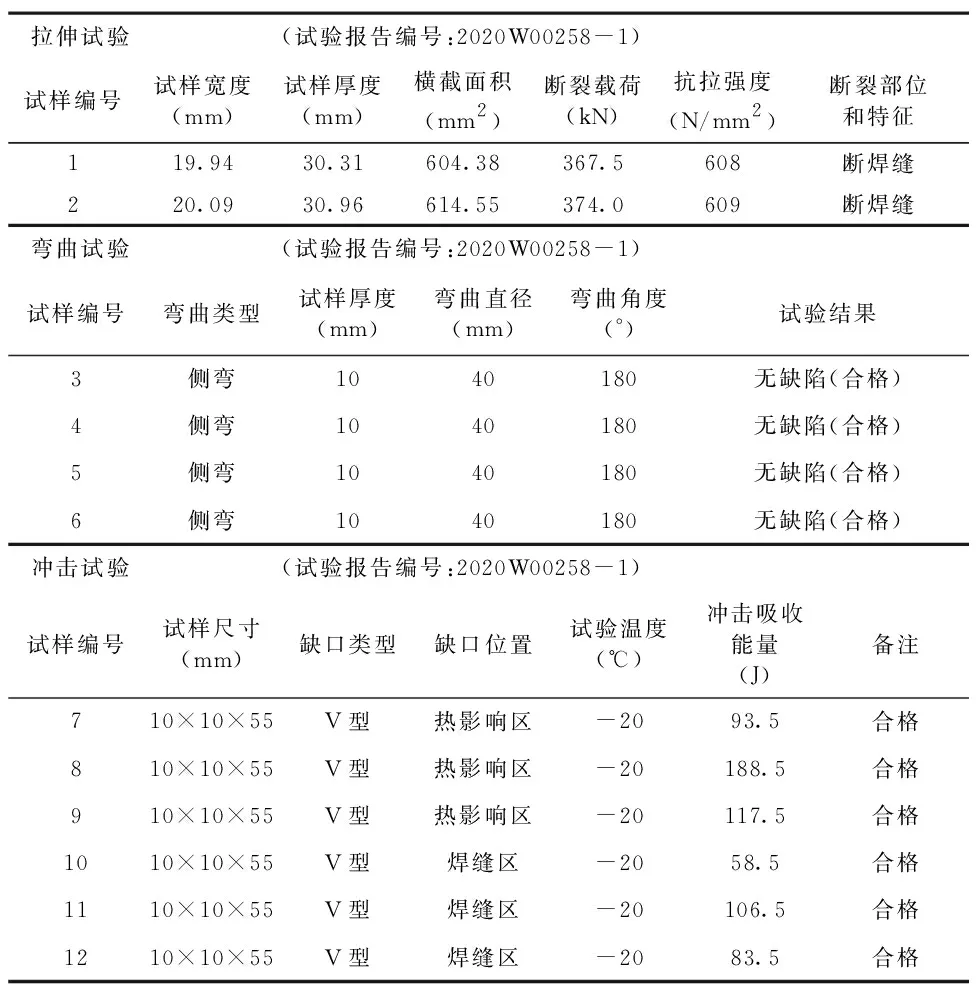
表2 焊接工藝評定試樣力學性能
6 注意事項
6.1 焊件及焊絲角度對焊縫成形的影響
6.1.1 焊件角度對焊縫成形的影響
焊件角度問題對焊縫成形有很大的影響,不管爬坡焊接或下坡焊接均對焊縫外觀成形影響很大。圖4分別展示了下坡圖(a)、上坡圖(b)的焊接在不同傾斜角度下熔深及焊縫成形情況,可以看出在0°時或者上坡焊4°時焊縫成形良好,但是只要角度逐漸變大,焊縫會出現駝峰形焊縫或者尖角形焊縫,焊縫成形不美觀,而且還存在質量隱患。所以,焊接過程中需要采取措施保證焊件處于水平狀態,例如可用水平尺觀察。

圖4 焊件傾斜對焊縫形成的影響[1]
6.1.2 焊絲傾斜對焊縫成形的影響
圖5所展示的是焊絲前傾和后傾狀態下焊縫成形及熔深。在雙絲焊接過程中,主要是前絲,因為后絲屬于填充,主要熔深還是看前絲,前絲角度直接影響焊接質量。不管前傾還是后傾,如果融合不好將會造成焊縫內部缺陷,造成麻煩。焊接前需要將焊機進行檢查,特殊情況下可以設置成前絲后傾、后絲前傾,但在壓力鋼管制作中前絲必須垂直保證焊接質量。

圖5 焊絲傾斜對焊縫形成的影響[1]
6.2 焊口的清理
焊接前,下料完成后安排相關人員對焊縫進行打磨處理,待技術人員檢查合格后進行拼裝,拼裝完成后焊接前還應進行打磨處理,保證坡口打磨光滑并且油污、鐵銹、水漬、結露結霜等雜物一律全部清除,堅決不允許出現在焊縫坡口及其附近不小于25mm距離范圍內。
6.3 焊絲伸出長度影響
焊絲伸出長度過長過短都有影響,伸出長度過長影響焊縫成形、電阻熱增加且電弧不穩定等一系列問題,過短易損壞埋弧焊導電嘴。因此,查閱相關資料最終決定伸出長度控制在10mm~35mm之間。
7 結語
焊評試驗結束后,試驗結果均符合要求。在現場使用雙絲埋弧焊和單絲埋弧焊做對比,將同板厚、同材質根據單條縫焊接完成時間進行對比,發現焊接層數明顯變化,雙絲焊接一條環縫需要7層,單絲焊接完成需要8層~12層,速度明顯提高,效率提高接近一倍,焊接質量也有明顯提高,達到了預期效果。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
